УА-уУУЛуУ/
22± Ш22Д1222ц а
//7)(.//.
jJK cKvsiiKvq
i is
Изобретение относится к машиност юению, а именно к стендам для сварки тонкостенных обечаек с газовой эадатой обратной стороны шва.
По основному авт.св. 695793 идвестен стенд для сбррки и сварки тонкостенных обечаек с газовой защитой обратной стороны шва, в котором на основании смонтированы балка с шовоформируючей подкладкой, в которой выполнена полость для газа и отверстия для подачи газа вдоль обратимой стороны шва, а также прижимные планки 1 ..
Недостатком известного стенда является то, что при сварке обечаек, длина последней меньше дпмаы вкладыша, основное количество защитного газа, заполняющего всю газовую бесцельно вытекает на нее наружу через отверстия, не перекрытые сверху свариваемой обечайкой.
Цель изобретения создание такой, конструкции стенда, которая позволи ла бы ;уменыцить расход защитного газа при сварке.
Указанная цель достигается тем, что в стенде для сборки и сварки про дольных швов тонкостенных обечаек с газовой защитой обратной стороны шва, додержащем основание, в котором вы-полнейа полость для газа и отверстия для подачи газа вдоль обратной стороны шва, а также прижимнйе планки, s поло сти для 3 ащитного газ а С1« нтирован подвижный стержень со сквозными поперечными отверстиями и-на нем закреплены уплотняющие перегородки,образукяцие вместе со стенками вклацыша и экрана камеру для защитного газа.
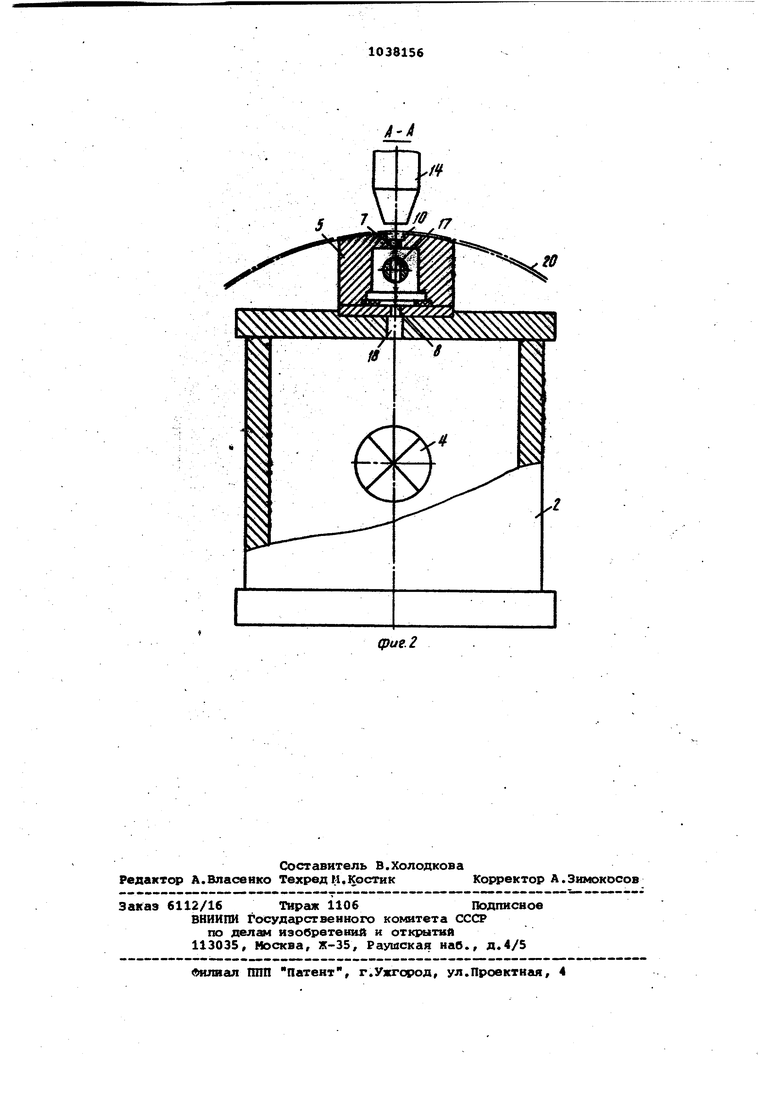
На фиг.1 изображен стенд, вид сбоку с частичным разрезом , на фи.2 сечение А-А на фиг.1. . Стенд для сборки и сварки продольных швов, тонкостенных обечаек имеет Ьснование 1 с поворотно балкой 2, имекяцей полость 3 с источником 4 036та. В верхней частя балки установлен разъемный вкладыш 5 с газовой полостью б, отверстия 7 и 8 в верхней и нижней частях вкАгдэыша 5 и про зрачный экран 9. В верхней части
вкладыша 5 выполнен паз 10 для форой ррванвя шва. В газовой полости i образована камера 11 ограниченная стенками вкла;дыша S, экраном 9 и уплофняюв ими перегородками 12, жестко укреггленными на стержне 13. Стержень
установлен в газовой-лолости б и одним своим концом жестко связан со сварочной горелксЛ 14, постоянно распдложенной над зоной камеры 11. Камера JL1 вместе с горелкой имеет возмсякно сть возвратно-поступательного переме1цвния. Другим концом стержень 13 соединен через отверстие 15 с газовым вводом 16. Стержень 13 имеет овальные сквознь е отверстия 17.
Отверстия 18 в болте 2 и отверстия 7 и 8 во вкладыше 5, расположенные соосно, совместно с отверстиями 17 в стержне 13 образуют каналы 19 для подсвечивания стыка обечайки.
Стенд работает следующим образом.
Стык обечайки 20 устанавливается над пазом 10 и предварительно фиксируется прижимными планками не показаны на вкладыше 5. Камера 11 устанавливается в начале сварного шва под стыком обечайки, а стержень 13 жестко связывается со сварочной горелкой 14. Подсветка через каналы 19 обеспечивает надежный контроль и установку зазора стыка обечайки, после чего обечайка окончательно фиксируется прижимными планкгми. По газовому вводу 16 и отверстиям 15 и 17 подается инертный газ в камеру 11. Избыточное давление и расход газа регулируются и устанавливаются заранее. Газ проходит через отверстия 7 на паз 10 и выходит к основанию стыка обечайки 20 с внутренней стороны, причем в связи с.ограниченными размерами камеры 11,инертным газом защищается только та частьшва, которая находится под сварочной горелкой. При осуществлении процесса сварки сварочная горелка 14 перемещается вдоль стыка обечайки 20 одновременно и синхронно с газовой камерой 11, запрещающей свариваемый участок инертным газом. После того как сварка стыка полностью закончена, осуществляют расфиксацию обечайки 20 от прижимных пяанок и стержня 13 от сварочной горелки .14, Балка 2 повсфачивается относительно основания 1 и обечайка снимается со стенда.
Благодаря наличию , перемещающейся одновремеино с газовой горелкой, защитный газ подается только в зону камеры и через остальные отверстия вкладыша он не выход1 т, что пЕМводит к значительному сокращению расхода защитного газа при сварке.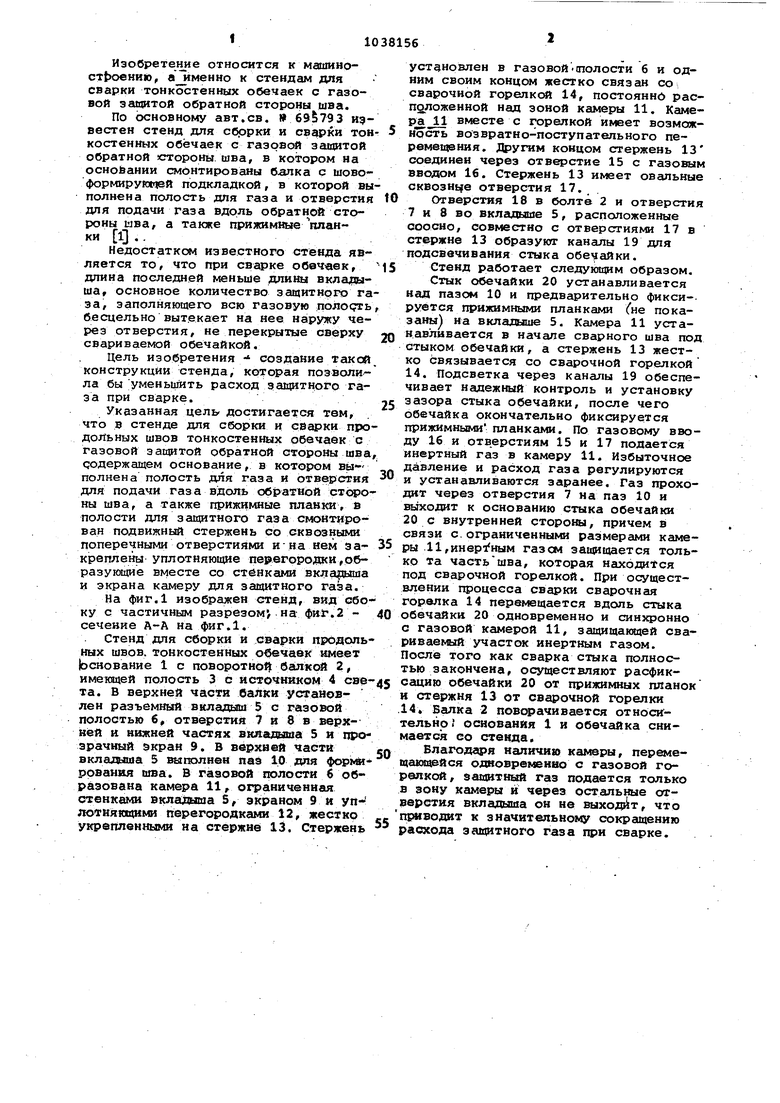
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки продольных швов тонкостенных обечаек с газовой защитой обратной стороны шва | 1977 |
|
SU695793A1 |
| Стенд для сборки и сварки продольных швов | 1988 |
|
SU1540995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2013 |
|
RU2541328C1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2012 |
|
RU2507047C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОНКОСТЕННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1984 |
|
RU1243248C |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
СТЕНД ДЛЯ СБОРКИ И СВАРКИ ПРОДОЛЬНЫХ ШЮВ ТОНКОСТЕННЫХ ОБЕЧАЕК С ГАЗОВОЙ ЗАЩИТОЙ ОБРАТНОЙ СТОРОНЫ шва по авт.св. 695793, о т л и ч-аюцийся тем, что, с целью уменьшения расхода защитнои газа при сварке, в полости для заищтного газа смонтирован подвижный стержень со сквозными поперечными отверстиями и на нем закреплены уплотняюдае перегородки, образующие вместе со стенками вкладьоиа экрана камеру для защитного газа.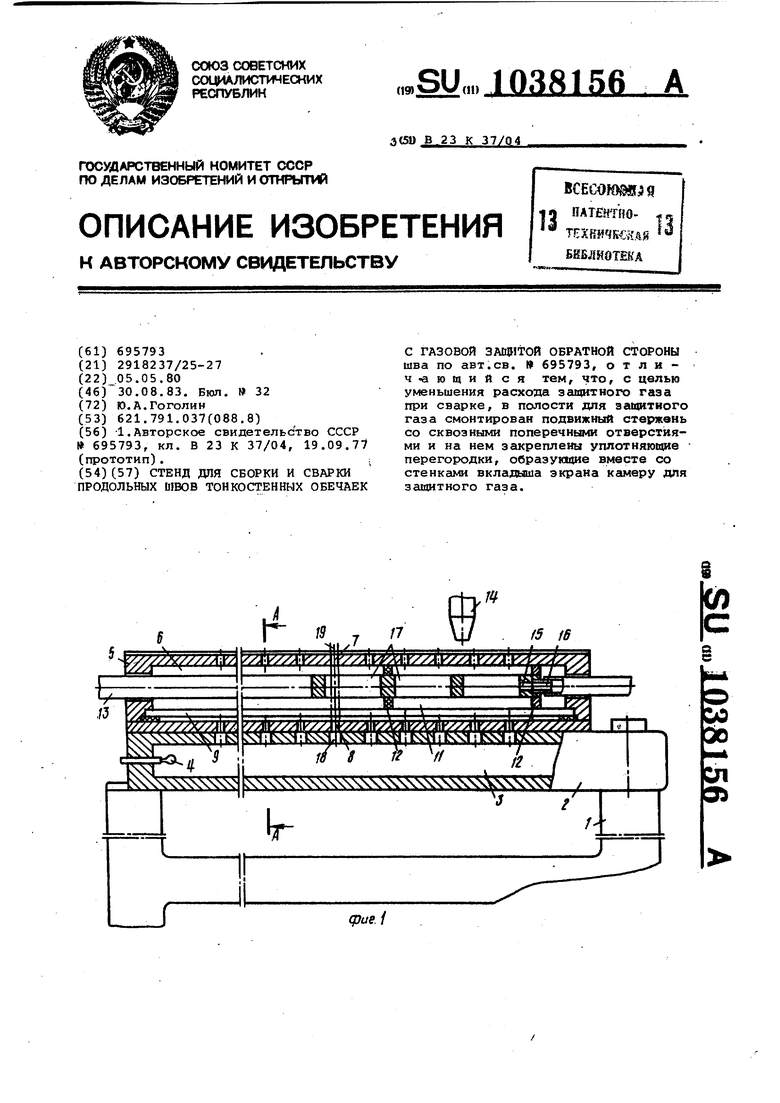
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для сборки и сварки продольных швов тонкостенных обечаек с газовой защитой обратной стороны шва | 1977 |
|
SU695793A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
