Предлагаемый, согласно изобретению, шинглорезный станок предназначается для нарезания планок кровельного шингла и отличается от существующих тем, что примененный в нем гусеничный транспортер для подачи материала расположен в горизонтальной плоскости, в результате чего исключается холостой ход его цепи.
Общий вид станка и его основные элементы иллюстрируются чертежами.
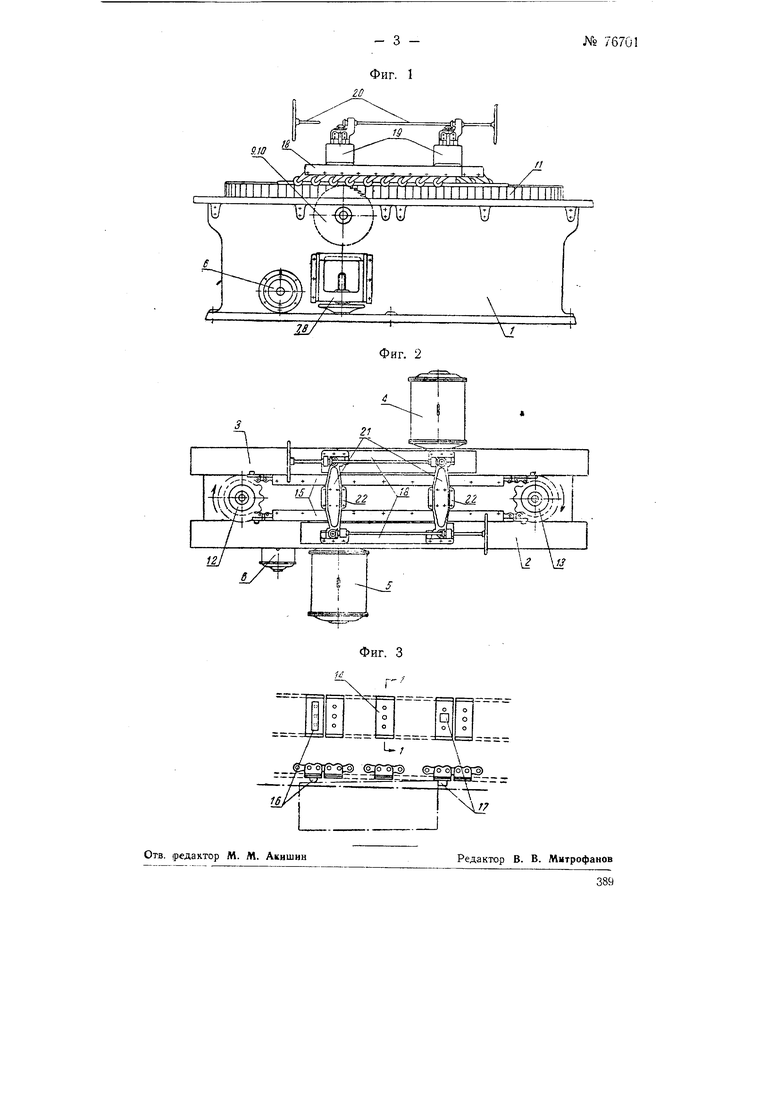
Станина станка I (фиг. 1 и 2) выполнена из чугуна. К ней прикреплены столы 2 н 3 шириной 200- 300 мм.
При значительной длине станка столы целесообразно делать составными из двух секций.
Электромоторы 4 и 5, приводящие во вращение пильные диски 9, 10, устанавливаются на кронштейнах 7, 8, подвижных в вертикальном направлении. Перемещение кронштейнов производится вручную при помощи подъемного механизма по направляющим, укрепленным на станине.
Помимо вертикального перемещения электромоторов и пильных дисков, предусмотрена возможность незначительного осевого их перемещения для регулирования толщины отпиливаемых планок щингла.
25
Пильные диски насаживаются непосредственно на валы электромоторов, которые для этой цели должны быть соответственно удлинены.
Электромотор 6 механизма подачи через трех- или четырехскоростную коробку передач, смонтированную на станине, сообщает вращение ведущей цепной шестерне 12. Специальная гусеничная цепь 11 транспортера охватывает ведущую 12 и ведомую 13 цепные щестерни, причем для регулирования натяжения цепи ведомая щестерня может вместе с валом перемещаться при помощи натяжного механизма.
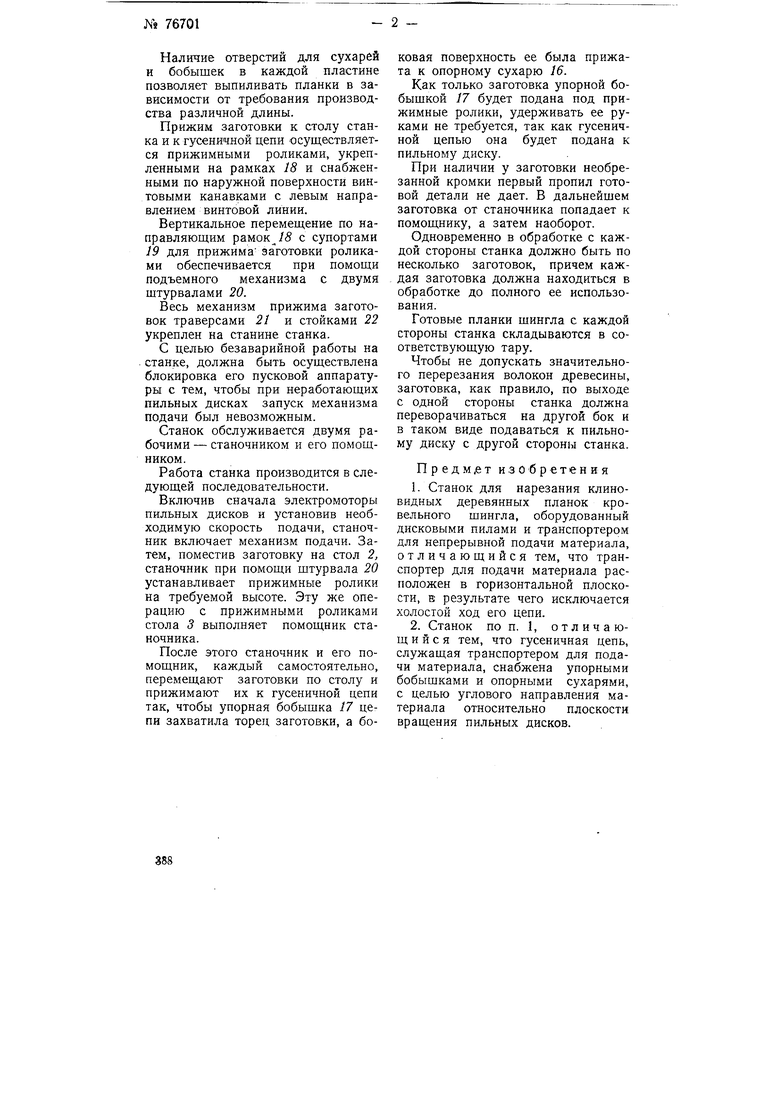
Пластины гусеничной цепи 14 (фиг. 2 и 3) заключены в специальные направляющие 15, что обеспечивает необходимую точность распиловки.
Для придания заготовке требуемого положения при подаче ее к пильному диску на пластинах гусеничной цепи размещены на необходимом расстоянии друг от друга опорные сухари 16 и упорные бобышки 17. Положение внешней опорной поверхности сухаря 16 относительно внешней боковой поверхности пластин цепи при выбранном расстоянии между опорными сухарями и упорными бобышками обеспечивает требуемую клиновидность выпиливаемых планок.
387
Наличие отверстий для сухарей и бобышек в каждой пластине позволяет выпиливать планки в зависимости от требования производства различной длины.
Прижим заготовки к столу станка и к гусеничной цепи осуществляется прижимными роликами, укрепленными на рамках 18 и снабженными по наружной поверхности винтовыми канавками с левым направлением винтовой линии.
Вертикальное перемещение по направляющим рамок /5 с супортами 19 для прижима заготовки роликами обеспечивается при помощи подъемного механизма с двумя штурвалами 20.
Весь механизм прижима заготовок траверсами 21 и стойками 22 укреплен на станине станка.
С целью безаварийной работы на станке, должна быть осуществлена блокировка его пусковой аппаратуры с тем, чтобы при неработающих пильных дисках запуск механизма подачи был невозможным.
Станок обслуживается двумя рабочими - станочником и его помощником.
Работа станка производится в следующей последовательности.
Включив сначала электромоторы пильных дисков и установив необходимую скорость подачи, станочник включает механизм подачи. Затем, поместив заготовку на стол 2, станочник при помощи штурвала 20 устанавливает прижимные ролики на требуемой высоте. Эту же операцию с прижимными роликами стола 3 выполняет помощник станочника.
После этого станочник и его помощник, каждый самостоятельно, перемещают заготовки по столу и прижимают их к гусеничной цепи так, чтобы упорная бобышка 17 цепи захватила торец заготовки, а боковая поверхность ее была прижата к опорному сухарю 16.
Как только заготовка упорной бобышкой 17 будет подана под прижимные ролики, удерживать ее руками не требуется, так как гусеничной цепью она будет подана к пильному диску.
При наличии у заготовки необрезанной кромки первый пропил готовой детали не дает. В дальнейшем заготовка от станочника попадает к помощнику, а затем наоборот.
Одновременно в обработке с каждой стороны станка должно быть по несколько заготовок, причем каждая заготовка должна находиться в обработке до полного ее использования.
Готовые планки шингла с каждой стороны станка складываются в соответствующую тару.
Чтобы не допускать значительного перерезания волокон древесины, заготовка, как правило, по выходе с одной стороны станка должна переворачиваться на другой бок и в таком виде подаваться к пильному диску с другой стороны станка.
Предмет изобретения
1.Станок для нарезания клиновидных деревянных планок кровельного шингла, оборудованный дисковыми пилами и транспортером для непрерывной подачи материала, отличающийся тем, что транспортер для подачи материала расположен в горизонтальной плоскости, в результате чего исключается холостой ход его цепи.
2.Станок по п. 1, отличающийся тем, что гусеничная цепь, служащая транспортером для подачи материала, снабжена упорными бобышками и опорными сухарями, с целью углового направления материала относительно плоскости вращения пильных дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для изготовления клиновидных планок кровельного шингла из деревянных брусьев | 1947 |
|
SU71353A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Многопильный станок | 1979 |
|
SU852541A1 |
| Цепной механизм подачи в строгальном по дереву станке | 1949 |
|
SU92050A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Раскряжевочная установка | 1985 |
|
SU1298077A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| ЛОБЗИКОВЫЙ СТАНОК | 1991 |
|
RU2038954C1 |
| Устройство для изготовления деревянных планок треугольного сечения | 1984 |
|
SU1192975A1 |
| Станок для безопилочного резания древесины | 1972 |
|
SU443755A1 |