Отличительная особенность иредлагаемого денного механизми в строгательном но дереву станке для обработки заготовок колесных спиц с четырех сторон состоит в нримененни в нем двух кинематнчески между собой связанных через посредство средней двухручьевой звездочки, бесконечных ценей с кулачками-толкателями, расположенными так, что заготовка, продвигаемая кхлачками-толкателямн первой цепи и частично обработанная, захватывается и продвигается кулучками-толкателями второй цепи при окончательной обработке, нричем фигурная обработка заготовки производится при синхронном перемещении кулачков-толкателей цепей с поперечным надвигапием режу дего инструмента, на заготовку.
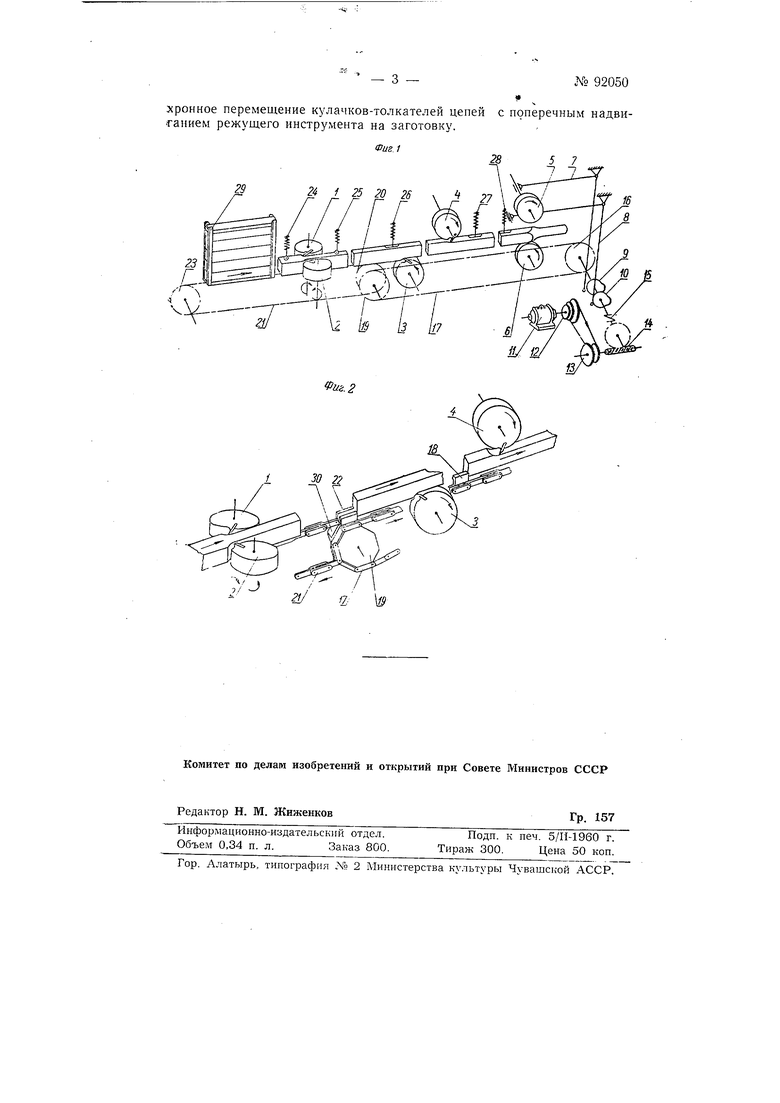
Н,а фиг. 1 ноказапа кинематическая схема строгательпого но дереву станка с цепным Механизмом подачи; на фш-. 2- механизм нодачн.
На валах вертикально расположенных на суппортах, электродвигателей закреплены левая 1 и правая 2 цилиндрические резцовые головки. Электродвигатели перемещаются в горизонтальном направлении для осу1цествления наладки на необходимый размер обрабатываемой детали. Далее расположены горизонтальные-нижняя 3 и верхняя 4 цилиндрические резцовые головки, тоже сидяише непосредственно на KdJiax электродвигателей, имеюн,их для наладкн головок вертикальное 1геремещение на суппортах.
Все четыре резцовые головки служат для иридания спнце прямоУ -ОЛЬНОЙ формы.
Профилирование овальной части спицы производится верхией 5 и нижней 6 ирофильными фрезами, посаженными на валы электродвигателей, закрепленных на качаюншхея рычагах 7 и 8- Качательное движение сообщается рычагам кулачками 9 и 10, закренлепными на главном валу.
Механизм подачи обрабатываемых заготовок приводится в движение электродвигателем И, установленным на плите, через ступенчатые
ль-92050- 2 -
шкивы 12 ) 13, к.ипювой ремень и редуктор 14, сообпхающий движение через элаетичную муфту 15 главному валу закрепленными на кем ведущей звездочкой 16 и кулачками 9 и 10. Ведущая звездочка 16 приводит в движение транспортерную цепь 17 боковыми ку.тапками-толкателями, раеположениыми на ней на раеетоянии 550-600 мм друг от друга . Цеиь 17 раеполагается так, чтобы кулачки-толкатели 18 Еыетупали за направляющую линейку в еторону обрабатываемой заготовки на 5---10 мм на высоте, равной половине высоты заготовки.
Вторая звездочка имеет два ручья: один 19 для цепи 17 и второй 20 для цени 21, причем для цени 20 звездочка является ведущей.
Кулачки-толкатели 22 цепи 21 раеиоложеиы в вертикальной илоскости на таком же расстоянии друг от друга, как и кулачки-толкате./ги 1;епи 17, и выступают над уровнем стола на 15-20 мм.
Натяжным звеном цепи 21 является звездочка 23. Роликовые прижимы 24 и 25 и скользящие прижимы 26, 27 и 28 прижимают обрабатываемые заготовки к столу стайка. Для направления заготовок в горизонтальной плоскости с правой стороны стола имеется направляющая линейка, а с левой роликовые и скользяиже прижимы (на схеме пе показанные).
Процесс обработки на стапке протекает следующим образом. После включения всех электродвигателей заготовка захватывается из загруженного бункера 29 одним из кулачков-толкателей движущейся цепи 21 и подается к вертикальным резцовым головкам, где она обрабатывается с двух сторон и получает размеры по щирине или толпшне прямоугольной части спицы в зависимости от наладки станка. Продвинувщись по столу далее оси звездочки 30, заготовка прекращает свое перемещепие пока ее не захватит один из боковых толкателей цепи 17, синхронно работающих с толкателями 22 цепи 21.
Движение заготовки продолжается в дальнейщем непрерывно до окончательной обработки. За вертикальными резцовыми головками заготовка обрабатывается горизонтальными 3 и 4 резцовыми головками и получает размеры спицы по прямоугольнику.
Далее заготовка перемещается цепью 17 в зоне профильных горизонтальных фрез 5 и 6. Благодаря синхронному качанию- перемещением заготовки, спице придается овальпая форма на требуемой длине.
На этом ее обработка заканчивается.
Таким образом, весь цикл обработки на станке полностью авто.матизирован, так как ручной труд требуется только на загрузку бункера и складывание готовых деталей.
П р е д м с т и 3 о б р е т е н и .я
1.Цепной механизм подачи в строгательпом по дереву станке для обработки заготовок с четырех сторон, отличающийся тем, что в нем применены две бесконечпые цепи, связанные между собой кинематически посредством средпей двухручьевой звездочки.
2.Форма выполненпя цепного механизма по и. 1, отличающаяся тем, что на цепях применены кулачки-толкатели, расположенные на цепях так, что заготовка, продвигаемая кулачками-толкателями первой цепи и частично обработанная, захватывается и продвигается кулачками-толкателями второй цепи .при окопчательной обработке.
.3. Форма выпо.чпения цеппого механизма по п. 2, отличающая с я тем, что для, фигурной обработки заготовки применено синз(ронное перемещение кулачков-толкателей цепей с поперечным надвиганием режущего инструмента на заготовку. .2
/7. 1