Изобретение относится к деревообрабатывающему оборудованию и может быть использовано в деревянном домостроении.
Цель изобретения - расширение технологических возможностей, повышение производительности и качества изготавливаемых балок.
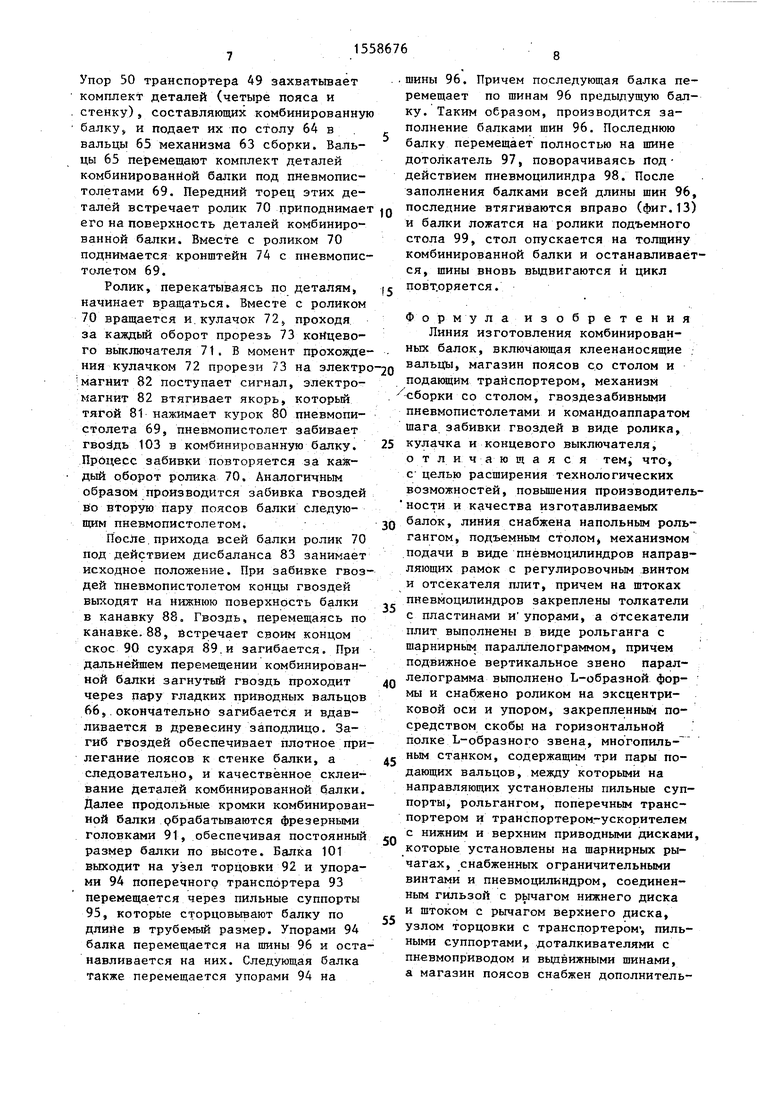
На фиг о 1 изображена иния, вид сбоку; на фиг. 2 - то же, вип сверху;
3- разрез А-А на фиг. 1;
4- разрез Б-Б на фиг. 2; на
вид В на фиг, 4; на Фиг. 6
на фиг
на фиг
фиг, 5
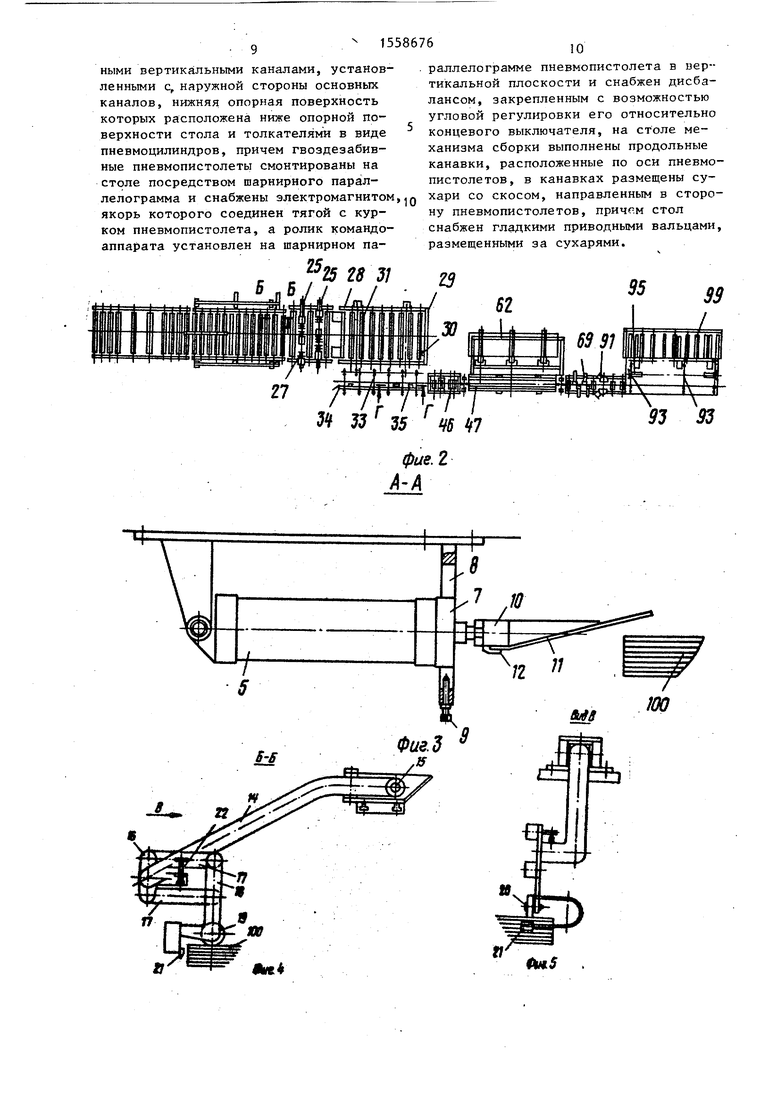
разрез Г-Г на фиг, 2; на фиг. 7 - раз
рез Д-Д на фиг. 6; на фиг, 3 - разрез
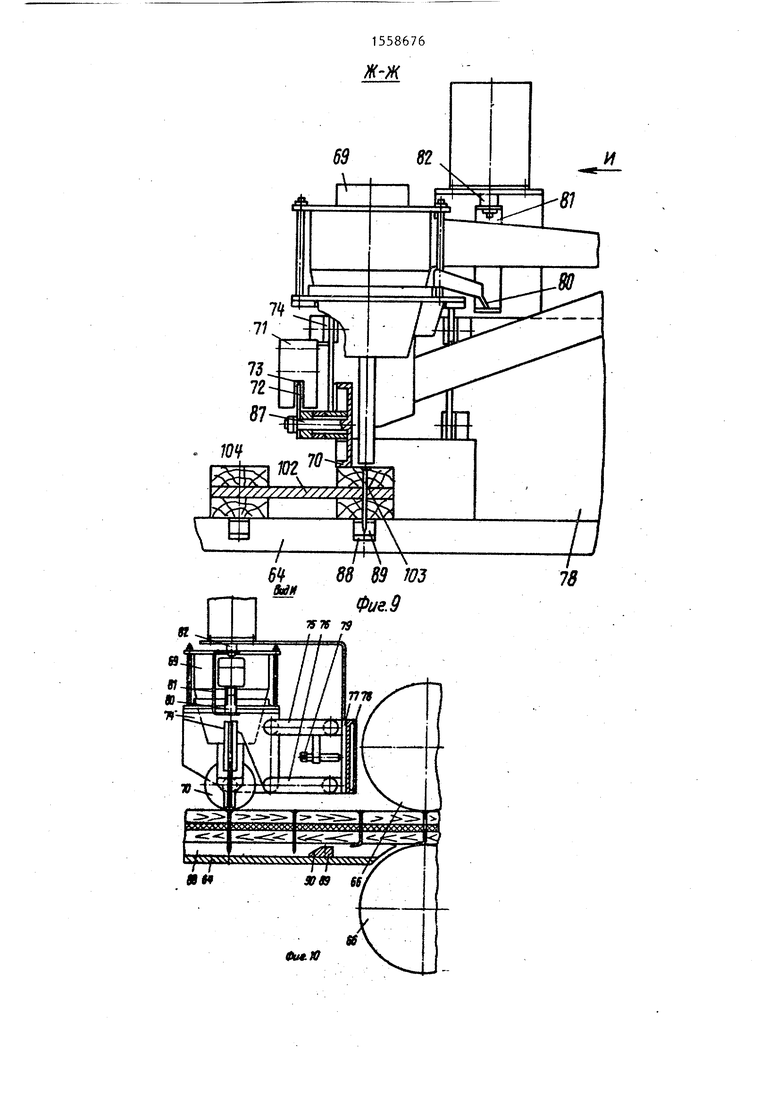
Е-Е на фиг, 1; на фиг. 9 - разрез
Ж-Ж на фиг. 1; на фиг. 10 - вид И
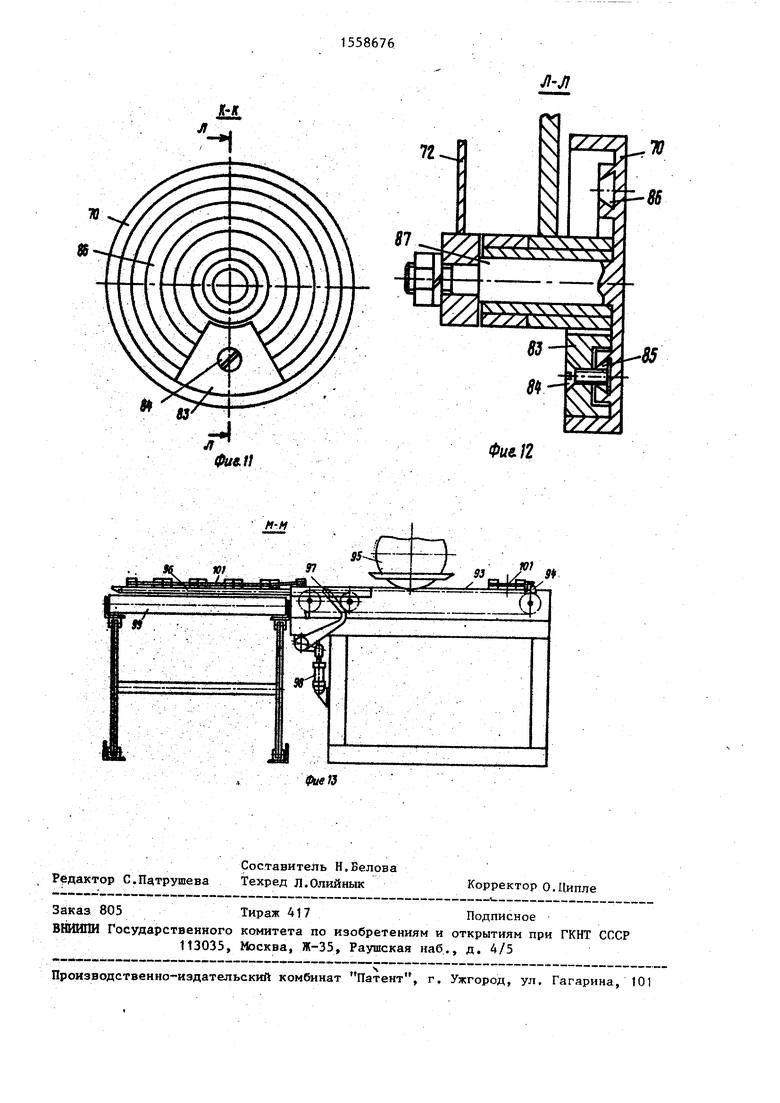
на фиг. 9; на фиг. 11 - пазрез К-К
на фиг. 9; на фиг. 12 - разрез Л-Л
на фиг. 11; на Аиг. 13 - разрез М-М
на фиг. 1.
Линия изготовления комбинированных балок включает приводной напольный рольганг 1 подъемный стол 2с упором 3,
Над подъемным столом 2 установлен механизм 4 подачи с пневмоцилиндра- ми 5 бокового базирования и пневмо- цилиндром 6 для продольной подачи. Передние крышки 7 пневмоцилиндров 5 и 6 размещены в направляющей рамке 8 с регулировочными винтами 9. На штоках цилиндров 5 и 6 закреплены толкатели 10 с пластиной 11 и упором 12.
Механизм 4 подачи имеет также от- секатели плит 13, установленные в передней его части по боковым сторонам Отсекатель 13 содержит рычаг 14, установленный на оси 15. На противоположном конце рычага 14 закреплен шарнирный параллелограмм из пластины 16Э планок 17 и подвижного вертикального звена 18} выполненного L-образ- ной формы, которое снабжено роликом 19 на эксцентриковой оси 20.
На вертикальной полке L-образного звена 18 закреплен упор 21. На пластине 16 смонтирован упорный винт 22
За подъемным столом 2 установлен многопильный станок 23, содержащий три пары подающих вальцов 24, между которыми на направляющих 25 размещен пильные суппорты 26. На каждом суппорте 26 установлено по два пильных диска 27. Расстояние между пилами рано ширине выпиливаемых стенок. Каждый суппорт снабжен установочным винтом (не показано). За многопильным
0
5
0
5
5
0
45
50
55
станком установлен приводной рольганг 28 с упорной планкой 29, на которой размещен фотоэлектронный датчик 30. Между роликами рольганга 28 размещены цепи 31 поперечного транспортера 32. Продолжением транспортера 32 является транспортер-ускоритель 33, который имеет упорную планку 34 с двумя фотоэлектронными датчиками 35, и приводные диски 36 и 37, установленные на рычагах 38 и 39. Свободные концы рычагов 38 и 39 шарнирно смонтированы на стойке 40 и снабжены пластинами 41, а стойка 40 - ограничительными винтами 42. Рычаги 38 и 39 скобами
43соединены соответственно со штоком
44и гильзой пневмоцилиндра 45.
В исходном положении шток пневмоцилиндра 45 выдвинут и диски 36 и 37 разведены, при этом пластина 41 верхнего рычага 38 опирается на нижний упорный винт 42, а пластина 41 нижнего рычага 39 опирается на верхний упорный винт 42. За транспортером-ускорителем 33 установлены клеенаносящие вальцы 46 и магазин 47 поясов. Привод дисков 36 и 37 выполнен от привода клеенаносящих вальцов 46, а скорость дисков равна скорости клеенаносящих вальцов. Магазин 47 поясов содержит стол 48, подающий транспортер 49 с упорами 50, основные каналы 51 и дополнительные вертикальные каналы 52, установленные с наружной стороны основных каналов 51. Каналы 51 в нижней части имеют ограничительные площадки 53, а дополнительные каналы 52 имеют опорные поверхности 54, расположенные ниже стола 48 и толкатели в виде пневмоцилиндров 55, размещенных в зоне опорной поверхности 54. Основные каналы 51 и дополнительные каналы 52 смонтированы попарно на каретках 56, которые установлены на направляющих 57. Каретки 56 снабжены гайками 58 и ходовыми винтами 59. В каждом канале 51 и 52 установлены боковые ограничители 60 для поясов 61. Сбоку магазина поясов 47 установ- .лен подъемник поясов 62. За магазином поясов .47 установлен механизм 63 сборки со столом 64, на котором установлены четыре пары приводных вальцов 65-68, гвоздезабивные пневмопистоле- ты 69 (два пистолета запасные) и ко- мандоаппарат шага забивки гвоздей, содержащий ролик 70, бесконтактный концевой выключатель 71 и кулачок 72,
который входит в прорезь 73 выключателя 71. Каждый гвоздезабивный пнев- мопистолет 69 установлен в кронштейне 7А, который вместе с пластинами 75 и 76 и платиком 77 образует шарнирный параллелограмм. Платик 77 установлен на кронштейне 78. Пластина 75 снабжена упорным винтом 79. Курок 80 пистолета 69 соединен тягой 81 с якорем электромагнита 82. Ролик 70 имеет дисбаланс 83, который закреплен при помощи винта 84 и сухаря 85, размещенного в круговом пазу 86 ролика 70. Кулачок 72 закреплен на оси 87 ролика 70. Ролик 70 и концевой выклю- чатель 71 смонтированы на кронштейне 74. Длина окружности ролика 70 равна шагу забивки гвоздей в балку.
В исходном положении, когда отсутствует под пневмопистолетами комбинированная балка, ролик 70 на оси 87 повернут таким образом, что дисбаланс находится внизу, а кулачок 72 - вверху в прорези 73 выключателя 71.
Расстояние между поверхностью стола 64 и нижней образующей ролика 70 устанавливают на 3-4 мм меньше толщины комбинированной балки при помощи упорного винта 79, при этом винт 79 поворачивает пластину 75, а вместе с ней кронштейн 74. В столе 64 выполнены продольные канавки 88, расположенные по оси пневмопистолетов 69. В канавках 88 за пневмопистолетами 69 закреплены сухари 89 со скосом 90, обращенным в сторону пневмопистолетов 69. Пара вальцов 66 выполнена с гладкой наружной поверхностью. Механизм сборки 63 снабжен также фрезерными головками 91. За механизмом сборки 63 установлен узел 92 торцовки, содержащий транспортер 93 с упорами 94, торцующие пильные суппорты 95, выдвижные шины 96 и дотолкатель 97 с пневмоцилиндром 98. Привод шин 96 выполнен, например, цепным (не показан). За узлом 92 торцовки установлен пакетоукладчик, например, в виде подъемного роликового стола 99, стопа древесных плит 100, собираемая комбинированная балка 101, стенка комбинированной балки 102, гвоздь забитый в балку 103, деревянные пояса 104.
Линия работает следующим образом.
Стопу древесных плит 100 укладывают электропогрузчиком на ролики рольганга 1. Включают привод рольганга.
0
5
0
Стопа древесных плит 100 перемещается на подъемный стол 2 до упора. Стол 2 поднимает стопу древесных плит на уровень загрузки верхней плиты. На подъемник 62 укладывают пакет поясов 104. Подъемник 62 наклоняет пакет 104 и поднимает его на уровень загрузки в магазин 47 поясов. Оператор загружает пояса 104 в каналы 51 и 52 магазина 47 поясов, а также обоймы гвоздей в магазины пневмопистолетов 69 механизма 63 сборки и включает начало цикла работы линии. Боковые пневмоцилиндры 5 делают ход, при котором пластины 11 ложатся на кромку верхней плиты 100 и упором 12 смещают ее до боковых базирующих упоров (не показаны). Штоки цилиндров 5 возвращаются в исходное положение и включается в работу пневмоцилиндр 6. Упор пневмоцилиндра 6 перемещает верхнюю плиту в подающие вальцы 24 многопильного станка 23. Вальцы 24 перемещают
5 плиту через пилы 27 суппртов 26. Пилы 27 распиливают плиту на продольные полосы - стенки 102 комбинированной балки. Стенки комбинированной балки 102 выходят на рольганг 28 и упирают0 ся в планку 29, пересекая луч фотоэлектронного датчика 30. Фотодатчик 30 дает команду на включение поперечного транспортера 32. Непи 31 транспортера 32 своими упорами перемещают слой в поперечном направлении до транспортера-ускорителя 33. Цепи транспортера 33 подхватывают крайнюю стенку и с увеличенной скоростью перемещают ее к упорной планке 34. В зоне упорной планки 34 стенка пересекает лучи двух фотодатчиков 35. Фотодатчики 35 дают команду на выключение поперечного транспортера 32 и на включение пневмоцилиндра 45. Шток цилиндра
с 45 втягивается, при этом диски 36 и 37 зажимают стенку между собой и подают ее в клеенаносящие вальцы 46. В клеенаносящих вальцах на стенку в местах прилегания поясов 104 наноситQ ся клей. Выходящая из клеенаносящих вальцов 46 стенка направляется в магазин поясов 47 по столу 48, при этом стенка опирается на стол 48 своей средней частью, а верхние и нижние поверхности боковых частей стенки с нанесенным клеем остаются свободными. Толкатели 55 перемещают пояса из дополнительных каналов 52 по опорной поверхности 54 под стенку 102.
5
0
5
Упор 50 транспортера 49 захватывает комплект деталей (четыре пояса и стенку), составляющих комбинированную балку, и подает их по столу 64 в вальцы 65 механизма 63 сборки. Вальцы 65 перемещают комплект деталей комбинированйой балки под пневмопис- толетами 69. Передний торец этих дешины 96. Причем последующая балка перемещает по шинам 96 предыдущую балку. Таким образом, производится заполнение балками шин 96. Последнюю балку перемещает полностью на шине дотолкатель 97, поворачиваясь под- действием пневмоцилиндра 98. После заполнения балками всей длины шин 96,
талей встречает ролик 70 приподнимает последние втягиваются вправо (фиг. 13)
25
его на поверхность деталей комбинированной балки. Вместе с роликом 70 поднимается кронштейн 74 с пневмопис- толетом 69.
Ролик, перекатываясь по деталям, § начинает вращаться. Вместе с роликом 70 вращается и кулачок 72 s проходя за каждый оборот прорезь 73 концевого выключателя 71. В момент прохожде- - ния кулачком 72 прорези 73 на электроде магнит 82 поступает сигнал, электромагнит 82 втягивает якорь, который тягой 81 нажимает курок 80 пневмопи- столета 69, пневмопистолет забивает гвоздь 103 в комбинированную балку. Процесс забивки повторяется за каждый оборот ролика 70. Аналогичным образом производится забивка гвоздей во вторую пару поясов балки следующим пневмопистолетом.
После прихода всей балки ролик 70 под действием дисбаланса 83 занимает исходное положение. При забивке гвоздей пневмопистолетом концы гвоздей выходят на нижнюю поверхность балки в канавку 88. Гвоздь, перемещаясь по канавке.88, встречает своим концом скос 90 сухаря 89.и загибается. При дальнейшем перемещении комбинированной балки загнутый гвоздь проходит через пару гладких приводных вальцов 66, окончательно загибается и вдавливается в древесину заподлицо. Загиб гвоздей обеспечивает плотное прилегание поясов к стенке балки, а
30
35
40
45
и балки ложатся на ролики подъемного стола 99, стол опускается на толщину комбинированной балки и останавливает ся, шины вновь выдвигаются и цикл повторяется.
Формула изобретения
Линия изготовления комбинированных балок, включающая клеенаносящие вальцы, магазин поясов со столом и подающим транспортером, механизм
сборки со столом, гвоздезабивными пневмопистолетами и командоаппаратом шага забивки гвоздей в виде ролика, кулачка и концевого выключателя, отличающаяся тем, что, с целью расширения технологических возможностей, повышения производитель
ности и качества изготавливаемых балок, линия снабжена напольным рольгангом, подъемным столом, механизмом подачи в виде пневмоцилиндров направляющих рамок с регулировочным винтом и отсекателя плит, причем на штоках пневмоцилиндров закреплены толкатели с пластинами и упорами, а отсекатели плит выполнены в виде рольганга с шарнирным параллелограммом, причем подвижное вертикальное звено параллелограмма выполнено L-образной формы и снабжено роликом на эксцентриковой оси и упором, закрепленным посредством скобы на горизонтальной полке L-образного звена, многопиль- ным станком, содержащим три пары подающих вальцов, между которыми на направляющих установлены пильные суппорты, рольгангом, поперечным транспортером и транспортером-ускорителем с нижним и верхним приводными дисками которые установлены на шарнирных рычагах, снабженных ограничительными винтами и пневмоцилиндром, соединенным гильзой с рычагом нижнего диска и штоком с рычагом верхнего диска, узлом торцовки с транспортером1, пильными суппортами, доталкивателями с пневмоприводом и выдвижными шинами, а магазин поясов снабжен дополнительследовательно, и качественное склеивание деталей комбинированной балки. Далее продольные кромки комбинированной балки обрабатываются фрезерными головками 91, обеспечивая постоянный размер балки по высоте. Балка 101 выходит на узел торцовки 92 и упорами 94 поперечного транспортера 93 перемещается через пильные суппорты 95, которые сторцовывают балку по длине в трубемый размер. Упорами 94 балка перемещается на шины 96 и останавливается на них. Следующая балка также перемещается упорами 94 на
шины 96. Причем последующая балка перемещает по шинам 96 предыдущую балку. Таким образом, производится заполнение балками шин 96. Последнюю балку перемещает полностью на шине дотолкатель 97, поворачиваясь под- действием пневмоцилиндра 98. После заполнения балками всей длины шин 96,
последние втягиваются вправо (фиг. 13)
5
0
5
0
5
0
5
и балки ложатся на ролики подъемного стола 99, стол опускается на толщину комбинированной балки и останавливается, шины вновь выдвигаются и цикл повторяется.
Формула изобретения
Линия изготовления комбинированных балок, включающая клеенаносящие вальцы, магазин поясов со столом и подающим транспортером, механизм
сборки со столом, гвоздезабивными пневмопистолетами и командоаппаратом шага забивки гвоздей в виде ролика, кулачка и концевого выключателя, отличающаяся тем, что, с целью расширения технологических возможностей, повышения производитель ности и качества изготавливаемых балок, линия снабжена напольным рольгангом, подъемным столом, механизмом подачи в виде пневмоцилиндров направляющих рамок с регулировочным винтом и отсекателя плит, причем на штоках пневмоцилиндров закреплены толкатели с пластинами и упорами, а отсекатели плит выполнены в виде рольганга с шарнирным параллелограммом, причем подвижное вертикальное звено параллелограмма выполнено L-образной формы и снабжено роликом на эксцентриковой оси и упором, закрепленным посредством скобы на горизонтальной полке L-образного звена, многопиль- ным станком, содержащим три пары подающих вальцов, между которыми на направляющих установлены пильные суппорты, рольгангом, поперечным транспортером и транспортером-ускорителем с нижним и верхним приводными дисками, которые установлены на шарнирных рычагах, снабженных ограничительными винтами и пневмоцилиндром, соединенным гильзой с рычагом нижнего диска и штоком с рычагом верхнего диска, узлом торцовки с транспортером1, пильными суппортами, доталкивателями с пневмоприводом и выдвижными шинами, а магазин поясов снабжен дополнительными вертикальными каналами, установленными с, наружной стороны основных каналов, нижняя опорная поверхность которых расположена ниже опорной поверхности стола и толкателями в виде пневмоцилиндров, причем гвоздезабив- ные пневмопистолеты смонтированы на столе посредством шарнирного параллелограмма и снабжены электромагнитом якорь которого соединен тягой с курком пневмопистолета, а ролик командо- аппарата установлен на шарнирном параллелограмме пневмопистолета в вертикальной плоскости и снабжен дисбалансом, закрепленным с возможностью угловой регулировки его относительно концевого выключателя, на столе механизма сборки выполнены продольные канавки, расположенные по оси пневмо- пистолетов, в канавках размещены сухари со скосом, направленным в сторону пневмопистолетов, причгм стол снабжен гладкими приводными вальцами, размещенными за сухарями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления комбинированных балок | 1989 |
|
SU1684049A1 |
| Гвоздезабивное устройство | 1981 |
|
SU1030267A1 |
| Устройство для изготовления деревянных ящиков | 1989 |
|
SU1770123A1 |
| ГВОЗДЕЗАВИВНОЙ СТАНОК | 1972 |
|
SU360219A1 |
| УСТРОЙСТВО ДЛЯ ПРИБИВКИ КРЫШКИ К КОРПУСУ ЯЩИКА | 1972 |
|
SU431006A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Станок для сбивания деревянных дисков гвоздями | 1978 |
|
SU674901A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| Устройство для нанесения клея на склеиваемые заготовки | 1984 |
|
SU1171119A1 |
| Устройство для раскроя плит | 1981 |
|
SU1054047A1 |
Изобретение относится к деревообрабатывающему оборудованию и может быть использовано в деревянном домостроении. Цель изобретения - расширение технологических возможностей, повышение производительности и качества изготовляемых балок. Линия изготовления комбинированных балок включает клеенаносящие вальцы 46, магазин поясов 47 со столом и подающим транспортером, механизм сборки 63 со столом, гвоздезабивными пневмопистолетами 69 и командоаппаратом шага забивки гвоздей, содержащим ролик, концевой выключатель и кулачок. Кроме того, линия снабжена напольным рольгангом 1, подъемным столом 2, механизмом подачи 4 с пневмоцилиндрами 5 и отсекателями плит 13, причем передние крышки пневмоцилиндров размещены в направляющей рамке с регулировочным винтом, на штоках закреплены толкатели с пластинами и упорами. Подвижное вертикальное звено параллелограмма выполнено L-образной формы, снабжено роликом, установленным на эксцентриковой оси, и упором, закрепленным при помощи скобы на горизонтальной полке L-образного звена, многопильным станком 23, содержащим три пары подающих вальцов 24, между которыми на направляющих установлены пильные суппорты 26. Гвоздезабивные пневмопистолеты механизма сборки смонтированы с помощью шарнирного параллелограмма и снабжены электромагнитом, якорь которого соединен тягой с курком пистолета, а ролик командоаппарата установлен на шарнирном параллелограмме пневмопистолета в вертикальной плоскости и снабжен дисбалансом. 13 ил.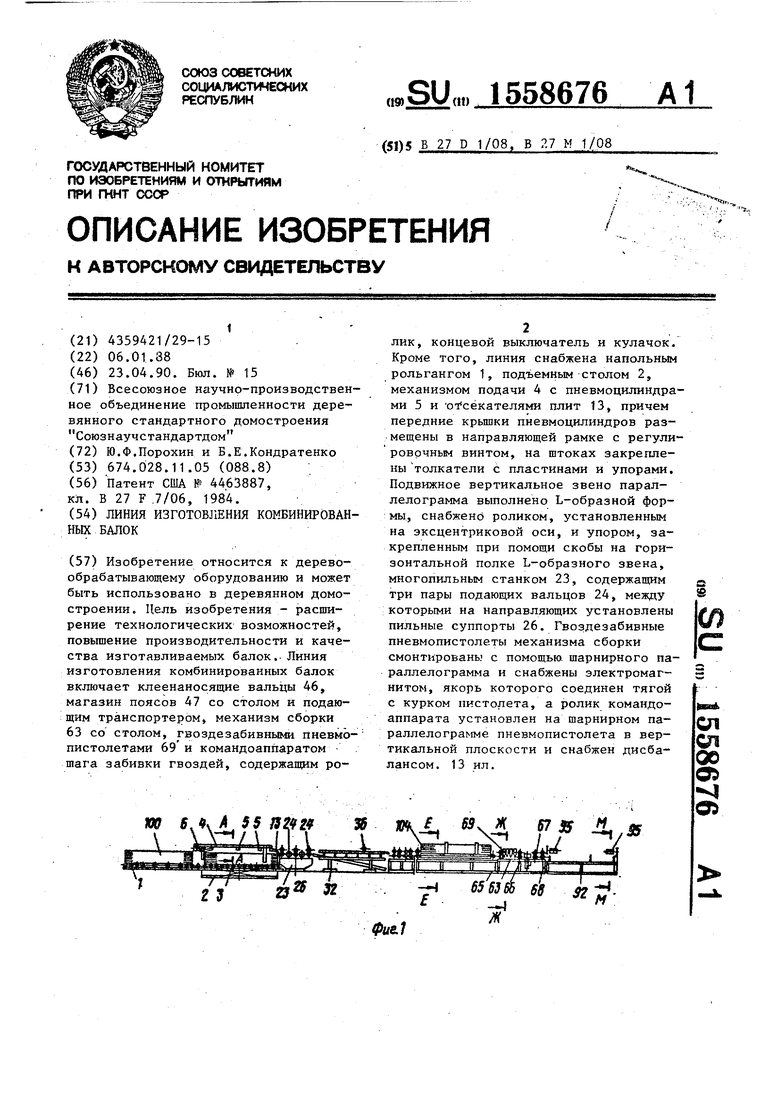
25 25 28 31
е
39
W 47
93 33
Ья5
liA
38
Ы
Фиг.7
Я
фиг. В
58
33 5657 « 49 50 fff hl8
w
А/ Л
Фив. ft
м-м
п
Фи&П
«-
| Патент США № 4463887, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
