ном () и параллельном ( i,) направлению магнитной текстуры, затем эталонные магниты шлифуют, намагничивают и измеряют удельную остаточную намагниченjSn
ность () и коэрцитивную силу но наР
магниченности (Hcj), далее устанавливают зависимость между удельной остаточной
В
Л
намагниченностью
и отношением
а также зависимость между коэрцитивной силы по намагниченности licj и отношением
для эталонных магнитов, после чего
Xj. измеряют восприимчивость заготовок вдоль и поперек текстуры, устанавливают зависимость и оценивают и Hcj для сиеХ±рченных заготовок. Так как эффективная начальная магнитная восприимчивость зависит не только от свойств материала, но и от геометрии изделия, то для нахождения общепринятых характеристик BR и licj необходимо знать размагничиваюш,ие факторы вдоль обоих направлений измерения. Оценка таких факторов очень затруднена, особенно для магнитов сложной геометрической формы, нанример сегментных магнитов. Поэтому лучше находить остаточную намагниченность Вц и коэрцитивную силу но намагниченности HCJ не расчетом, а с немощью градуировочных кривых, построенных для конкретного типоразмера магнита и конкретного устройства, с помощью которого измеряется эффективная пачальная магнитная восприимчивость. На фиг. 1 представлеп график связи между удельпой остаточпой намагниченностью коэрцитивной сплои по намагнпченноHCJ И отношением, характеризующим ДЛЯ магнитов типотекстуру магнитов размера К 65X45x17,5 из феррита бария марки 9БА205 (текстура радиальная); на фиг, 2 - график связи между эффективной восприимчивостью магнитов и температурой снекания {магниты те же, что на фиг. 1). Порядок осуществления способа заключается в следующем: -изготавливается серия эталонных магнитов определенного типоразмера с разным уровнем магнитных свойств (за счет разной темн.ературы спекания); -проводятся измерения эффективной начальной магнитной восприимчивости вдоль нанравления текстуры и поперек на ненамагниченных изделиях; -из заготовок эталонных магнитов вырезаются, шлифуются и намагничиваются образцы, удобные для измерения обычных характеристик постоянных магнитов;
известными способами проводятся измерения традиционных параметров: остаточной намагниченности BR, коэрцитивной силы по намагниченности Hcjj плотности р;
к
-- и HCJстроятся графики
7.1 .
на последуюп их партиях заготовок магнитов проводятся измерения только эффективной восприимчивости в двух направлениях для определения отношения /-II xj по находимым значениям контролируемых заготовок магннтов судят о качестве их материала, т. е. о величинах Вс.е это необходимо в полном объеме лищь на стадии выбора нормативов. При технологическом контроле нет необходимости определять традиционные характеристики BR и HCJ, ноэтому достаточно установить нормы непосредственно на измеряемые в таком случае контроль становится весьма оперативным и прнгодным для организации автоматической разбраковки магнитов без их механической, обработки и намагничивания, а также для осуществления непрерывпого контроля за работой печи обжига магнитов. Пример 1. Проводят контроль заготовок кольцевых магнитов типоразмера К65Х45Х17,5 с радиальной текстурой из феррита бария марки 9БА 205 с помощью индукционного датчика, содержащего две катушки индуктивности - одну для измерения восприимчивости вдоль оси магнита, другую - вдоль диаметра. Градуировочные кривые для данных магнитов и устройства контроля представлены на фиг. 1, температурная зависимость контролируемого параметра - на фиг. 2, нормы на традиционные магнитные параметры Гс, Э, нормы на предлагаемые параметры3,,7; 280 усл. ед. Предлагаемый способ контроля позволяет выявить петекстурованные заготовки магнита, заготовки магнитов с параметрами, не соответствующими нормам, и оценить основные характеристики магиитов BR и HCJ с точностью не хуже традиционных методов; Пример 2. Проводят контроль заготовок кольцевых магнитов типоразмера К61Х24Х12 с осевой текстурой из феррита бария марки 25БА170 в индукционном датчике с одной катушкой индуктивности,
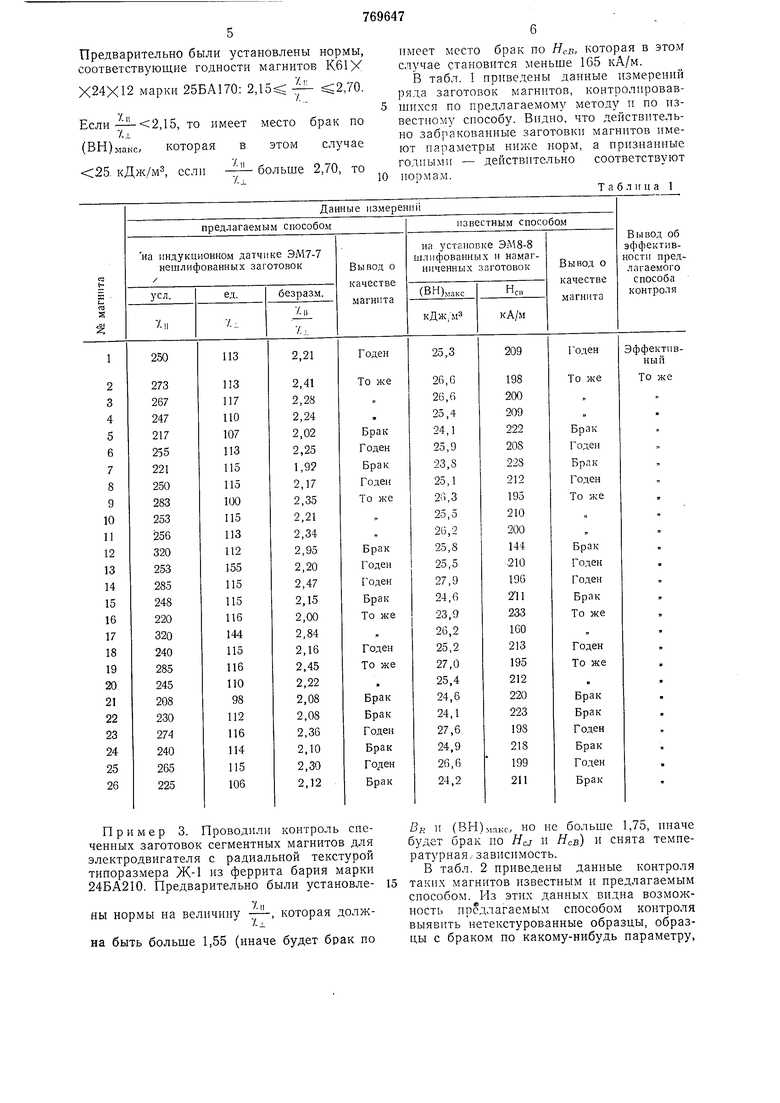
Предварительно были установлены нормы, соответствующие годности магнитов К61Х
Х24Х12 марки 25БА170: 2,15 - 2,70.
Y
Если ,15, то имеет место брак по
f.L
(ВН)максд которая в этом
которая
случае ;25, кДж/м если больше 2,70, то
имеет место брак по Нсг„ которая в этом случае становится меньше 1G5 кА/м.
в табл. I приведены данные измерений ряда заготовок магнитов, контролировавшихся по предлагаемому методу и по известному способу. Видно, что действительно забракованные заготовки магнитов имеют параметры ниже норм,
а признанные годными - действнтельно соответствуют нопмам.
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТИРОВАННЫХ ПОСТОЯННЫХ МАГНИТОВ ИЗ НЕКОНДИЦИОННОГО МАГНИТОТВЕРДОГО СПЕЧЕННОГО СЫРЬЯ | 2022 |
|
RU2783857C1 |
| Способ получения анизотропной порошковой заготовки постоянного магнита на основе сплавов типа Sm-Co | 2021 |
|
RU2785217C1 |
| Способ контроля ориентируемости магнитотвердых частиц дисперсных систем | 1987 |
|
SU1458895A1 |
| Способ изготовления постоянных магнитов | 1978 |
|
SU750583A1 |
| СПОСОБ ФОРМИРОВАНИЯ ГИБРИДНОГО МАГНИТНОГО ЭЛЕМЕНТА ДЛЯ РОТОРА ЭЛЕКТРОМАШИНЫ, УСТОЙЧИВОГО К НЕОБРАТИМОМУ РАЗМАГНИЧИВАНИЮ В УСЛОВИЯХ ПЕРЕГРЕВА | 2023 |
|
RU2827925C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО ГЕКСАФЕРРИТА СТРОНЦИЯ | 1989 |
|
RU1609340C |
| Спечённый магнит и способы его получения | 2013 |
|
RU2629124C9 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРИТОВОГО ПОРОШКА ДЛЯ КОМПОЗИЦИОННОГО МАГНИТОТВЕРДОГО МАТЕРИАЛА | 1988 |
|
RU1554656C |
| Устройство для определения параметровМАгНиТОТВЕРдыХ МАТЕРиАлОВ | 1979 |
|
SU842663A1 |
| МАНОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ И ВОСПРОИЗВЕДЕНИЯ МАЛЫХ ДАВЛЕНИЙ ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2489692C1 |

Пример 3. Проводили контроль спеченных заготовок сегментных магнитов для электродвигателя с радиальной текстурой типоразмера Ж-1 из феррита бария марки 24БА210. Предварительно были установле f-n
ны нормы на величину , которая должна быть больше 1,55 (иначе будет брак по
BR И (ВН)макс. НО не больше 1,75, ииаче будет брак но и Ясв) и снята температурная/ зависимость.
В табл. 2 приведены данные контроля таких магнитов известным и предлагаемым способом. Из этих данных видна возможность ирсдлагаемым способом контроля выявить нетекстурованные образцы, образцы с браком по какому-нибудь параметру,
7
а также выявить годные образцы с эффективностью не меньшей, чем нзвеетнымн методами, выигрывая нри этом в произвоРезультаты измерений магнитов Ж-1 из феррита бария марки 24БА210 предлагаемым н известным способом.
Нормы для известного способа BI 0,37Гс, Н(,„ 205кА м. Нормы для предлагаемого способа 1,55 с - 1,75,
Предлагаемый сноеоб контроля иозволяет без больших потерь делать 100%-ный контроль магнитов, чтобы выявнть иетекстурованные магниты и сделать разбраковку магннтов на группы но основным параметрам без их намагничпваиия, что в пастоящее время пе делаетея веледс1 чзие больших трудозатрат на контроль нзвеетными способами.
Для технологического контроля отнадает необходимость изготовления специальных образцов-свидетелей с удобиой для известных методов измерения формой, отиадает необходимость делать вырезки из изделий со сложной текстурой нли геометрией, ие требуется шлифовка образцов перед измерениями. При измерениях ие п|)оисходит намагничивания, вследствие чего отпадает необходимость последз ющего размагиичирания, а самое главное, становится воз8
и оперативности операции
дительности контроля,
Таблица 2
можным организовать бесконтактный автоматический контроль издслнй иа потоке, т. е. создать АСУТП обжига магнитов с обратной связью между свойствами магнитов н режимом работы иечи, так как измеряемые очен) связаиы с тсмиературой обжига.
Формула изобретения
Способ технологического контроля спеченных ферритовых заготовок по магнитным свойствам, основанный на сопоставлении магнитных параметров заготовок с параметрами эталоииых магнитов, отличающийся тем, что, с целью оценки качества заготовок до их механической обработки н намагничивашя, измеряют магнитную воспрннмчнвость спеченных цри разных температурах эталонных магнитов
в направлениях нерпендикулярном (х ..) и нараллельном (хп) нанравленню магнитной текстуры, затем эталонные магннты шлнфуют, намагннчивают и измеряют удельную остаточную намагниченность
В,
и коэрцитивную силу по намагниченности (Hcj), далее устанавливают зависимость между удельной остаточной наВ.
-, а
и отношением
/..L
также зависимость между коэрцитивной силой по намагниченности HCJ и отношением
для эталонных магнитов, после
чего измеряют восприимчивость заготовок вдоль и поперек текстуры, устанавливают
величину и оценивают и HCJ для
/--1Р
спеченных заготовок.
Источники информации,
принятые во внимание при экспертизе
5/
400
.
а/сл.ед.)
(°С)
1200
