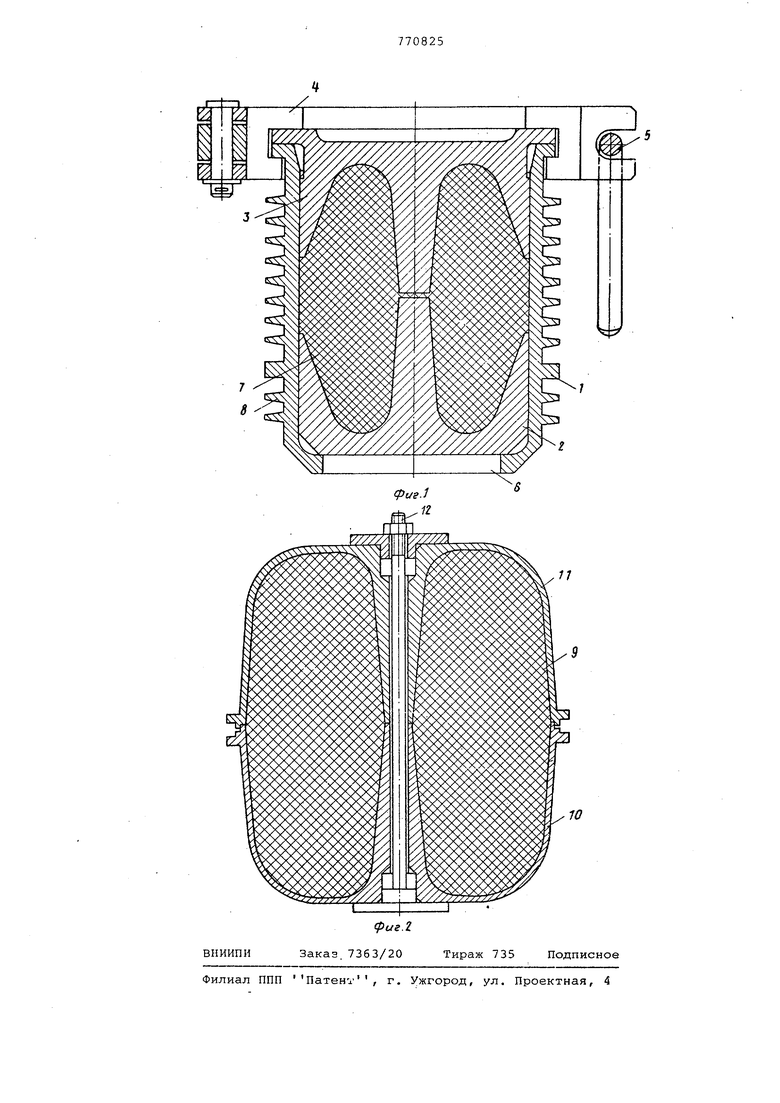
в производственном процессе, вызыва ет трудности при работе с ними. Недостатком вьпиеупомянутого спосо ба является также и то, что весь технологический цикл формования заготовки ведется на плитах пресса, который при значительной длительное ти цикла становится малопроизводительным, а следовательно, при значительной производственной мощности производства требуется большое количество прессового оборудования. При значительных габаритах по высоте и сложной конфигурации пресс-ф ухудшается процесс теплопередачи пр спекании заготовки за счет неравномерного прогрева боковых стенок и нижней и верхней частей пресс-формы Вследствие этого изделия могут быть слабоспекшимися и недостаточно прочными, что снижает качество заго товки, а следовательно и качество готового изделия. Все эти причины ограничивают технологические возможности изготовления изделий, преимущественно поплав ков, и снижают их качество. Целью изобретения является улучше ние качества изделий. Цель достигается тем, что в способе изготовления изделий из вспенивающейся термопластичной композиции, включающем уплотнение композиции в форме, спекание уплотненной композиции, охлаждение и последующе вспенивание полученной заготовки в соответствующей размерам готового изделия форме, в качестве вспенивающейся термопластичной композиции используют композицию на основе пенообразующего вулканизующегося полиэтилена, уплотнение осуществляют в съемной форме до плотности 0,650,70 г/см , после чего форму помещают в камеру и спекают уплотненную композицию в среде теплоносителя сначала при температуре выше температуры плавления композиции, но ниже температуры разложения газообразователя в течение времени, достаточного для полного расплавления композиции, а затем при темпе ратуре, не превышающей температуру термичного разложения композиции в течение времени, достаточного для полного разложения газообразовател Использование в качестве Термопл тичной вспенивающейся композиции пенополиэтилена позволяет улучшить качество, например, поплавков за счет меньшей хрупкости этого матер ала по сравнению с применяемым в прототИпе пенополистиролом. Повыше ная хрупкость материала, особенно для таких изделий как поплавки, яв ляется отрицательным фактором. Применение в предлагаемом спосо бе плотности запрессовки композици равной 0,65-0,70 г/см в совокупно ти с использованием съемной формы позволяет исключить высокие удельные давления прессования и тем самым обеспечить возможность изготовления изделий без применения дорогостоящего прессового оборудования, что расширяет технологические возможности способа. Совокупность этих признаков позволяет также улучшить качество изделий . Как показывает эксперимент, при плотности запрессовки большей верхнего предела указанного интервала, получаемая заготовка имеет по линии разъема формы большой облой, что не позволяет осуществить вспенивание заготовки до нужных размеров (в местах образования облоя композиция плохо вспенивается, имеются раковины) . Плотность запрессовки, меньшая нижнего предела указанного интервала, приводит к тому, что внутри формы остается воздух, находящийся между гранулами композиций. Этот воздух является причиной образования раковин на поверхности поплавка как при его спекании, так и при вспенивании. Таким образом, плотность запрессовки композиции,равная О , 65-0,70г/см (что соответствует удельному давлению около 30-40 кгс/см) является оптимальной для формования поплавков в съемной форме и позволяет получить качественные изделия. Улучшение качества изделий достигается также за счет равномерного прогревания формы, осуществляемого в термокамере в отличие от нагрева форм, закрепленных на плитах пресса, где нагрев стенок формы и, 1апример, днища формы, расположенного непосредственно на обогреваемой плите, не одинаков.„ Кроме того, формование в съемной форме при плотности запрессовки 0,65-0,70 г/см именно пенополизтилена позволяет расширить технологические возможности способа и достичь улучшения качества поплавков с одной стороны за счет исключения в предлагаемом способеоперации предварительного вспенивания композиции, проведение которой характерно для пенополистирола, с другой - за счет исключения возможности перевспенивания гранул, которое приводит к получению непрочныхи зделий. Приведенная выше совокупность существенных признаков обеспечивает достижение цели изобретения только при ступенчатом режиме спекания заготовки, т.к. сначала необходимо расплавить композицию, а потом обеспечить разложение газообразователя, причем эти процессы необходимо осуществить равномерно, без перегрева или недогрева отдел ных частей заготовки, что вызывает неравномерное ее вспенивание и не поэволдет осуществить способ. Равномерное и полное прогревание вспенивающейся композиции достигается в термокамере, где процесс теплопередачи одинаков как для нижней, верхней, так и для боковых частей формы. На фиг. 1 показан разрез формы для спекания с заготовкой; на фиг. 2 форма для вспенивания заготовки. - Форма для спекания выполнена разъ емной и состоит из корпуса 1, вставляемого внутрь его донышка 2, крышки 3 и надеваемого сверху на форму хомута 4 с быстрозакрывающимся замко 5. Хомут 4, надеваемый на форму, пос ле уплотнения композиции, соединяет корпус 1 с крышкой 3 формы и не позволяет композиции в процессе спекания выйти из формы. Отверстие 6 в нижней части корпуса 1 служит для ра борки формы после процесса спекания и выпрессовки заготовки 7. Для улучшения процессов теплопере дачи корпус 1 формы выполнен с ребрами 8. Форма с поплавком 9 состоит из дв половинок 10 и 11 и центрального стя гивающего болта 12. Пример. Изготовляют поплавки с плотностью 0,18-0,20 г/см и массо 540 и 570 г. В качестве вспенивающейся компози ции применяют полиэтилен пенообразую щий вулканизующийся марки 108-58П по ТУ 6-05-1753-76. Состав композиции, %: Полиэтилен низкой плотности90,55 Диамид азодикарбоно-вой кислоты6,00 Окись цинка0,50 цинка1,40 Стеариновая кислота0,90 Перекись дикумила0,65 Вспенивающаяся композиция имеет температуру плавления около 120°С. Сборка формы и уплотнение компози ции. В корпус 1 формы для спекания пом щают донышко 2, после чего в корпус 1 засыпают навеску пенополиэтилена в 540 г. После этого крышку 3 формы закрывают и с помощью плунжера гидравлического пресса производят уплотнение пенополиэтилена до заданной плотноети . При полном прижатии крышки 3 к корпусу 1 на форму одевают хомут 4, фиксирующий плотное смыкание частей формы. Навеску пенополизтилена предварительно рассчитывают, исходя из выбранной плотности запрессовки композиции, которая в данном примере равняется 0,67 и объема формы для спекания, который замеряется при помощи воды по формуле. Р навЕски (навеску пенополи VHaBEcxK этилена в 540 г засыпают в форму объемом 806 см ). Исходным моментом для выбора плотности запрессовки композиции принимают кривую зависимость удельного объема от температуры для полиэтилена. Согласно этой кривой при нагревании полиэтилена его удельный объем fUHCIВЕСКИ ( рнабсскй увеличивается и для температуры 175-180°С (температура, при которой навеска композиции полностью расплавилась и прогрелась) составляет 1,3. Учитывая, что удельный объем является величиной, обратНОЙ плотности, .. ,для данной температуры плотность запрессовки композиции будет равна 0,77 г/см. Опытным путем в дальнейшем установлен оптимальный интервал плотности запрессовки композиции, который составляет 0,65-0,70 г/см. Спекан.че заготовки. Закрытую чорму, заполненную вспенивающейся -.-мпозицией, помещают в термокамеру с принудительной циркуляцией воздуха внутри термокамеры. Температура в камере в момент загрузки формы равна 175С. При этой температуре форму с композицией вьщерживают в течение 1 ч, за это время материал полностью расплавляется. После этого температуру в термокамере повышают до 190-200 С..При этом газообразователь, содержащийся в составе вспенивающейся композиции и имеющий температуру термического разложения 170-190°С, разлагается. Полное разложение газообразователя, содержащегося в навеске композиции, происходило за 75 мин. Охла)одение формы с заготовкой. После спекания заготовки горячую форму извлекают из термокамеры и помещают в камеру для охлаждения, где охлаждают воздухом, имеющим комнатную температуру, методом обдува в течение 1,5 ч, при этом температура формы и заготовки, находящейся в ней, понижается до 25-30с. Извлечение заготовки из формы. После охлаждения форму с заготовкой распрессовывают. Распрессовку произ,водят следующим образом. Охлажденную форму с заготовкой помещают на плиту гидравлического пресса, верхним плунжером поднимают крышку 3 формы с усилием 1,5 т, раскрывают быстрораскрывающийся замок 5 и снимают хомут 4 с формы. Затем поднимают верхний плунжер гидравлического пресса в крайнее верхнее положение и нижним плунжером выжимают вверхкрышку 3 формы, извлекают заготовку 7 и донышко 2 . Подготовка заготовки. После извлечения заготовки из фор мы для спекания ее подготавливают к вспениванию. Подготовка заключается в сверлении на сверлильном станке сверлом диаметром 13 мм перемычки центрального отверстия б в заготовке и удалении с ее поверхности облоя, появившегося в процессе спекания в местах сопряжения внутренних частей формы. Облой с поверхности заготовки снимают с помощью быстро вращающе- ,. гося матерчатого круга. Вспенивание заготовки. Готовую заготовку помещают в нижнюю половину 10 формы для вспенивания, закрывают верхней половинкой 11 и обе половинки стягивают стяжным болтом 12. После этого вспенивание заготовки проводят в воде в автоклаве при 100-110 С и повышенном до 1,18-1,23 ат давлении пара в течение 3 ч. Через 3 часа вспенивающаяся заготовка полностью заполняет внутреннюю полость формы, после чего форму извлекают, охлаждают в холодной воде до температуры не выше 25-30 С и распрессовывают. w
Использование предлагаемого способа позволяет осуществить изготовление поплавков, полностью отвечающих предъявляемым требованиям, поволяет наладить производство поплавков с применением минимального количества дефицитного и дорогостоящего прессового оборудования, повысить ег производительность за счет возможности проводить процессы уплотнения вспенивающейся композиции, спекания, охлаждения и извлечения заготовки из формы параллельно.
При этом упрощается процесс формования поплавков за счет применения съемных, легких, малогабаритных форм
и уменьшения удельного давления прессования.
Предлагаемый способ позволяет свести к минимуму образование отходов производства. По предлагаемому способу могут быть получены поплавки не только из пенополиэтилена, но и из пенополипропилена, т.к. одинаковая химическая природа этих полимеров делает их сходными по своим физическим, механическим и технологическим свойствам.
Формула изобретения
Способ изготовления изделий из вспенивающейся термопластичной композиции, включакиций уплотнение композиции в форме, спекание уплотненной композиции, охлаждение и последукщее вспенивание полученной заготовки в соответствующей размерам готового изделия форме, отличающийся тем, что, с целью улучшения качества изделий, в качестве вспенивающейся термопластичной композиции используют композицию на основе пенообразующего вулканизующегося полиэтилена, уплотнение осуществляют в съемной форме до плотности 0,65-0,70 г/см , после чего форму помещают в термокамеру и спекают уплотненную композицию в среде теплоносителя сначала при температуре выше температуры плавления композиции, но ниже температуры разложения газообразователя в течение времени, достаточного для полного расплавления композиций, а затем при температуре, не превыщающей температру термического разложения композиции в течение времени, достаточного для полного разложения газообразователя.
Источники информации, принятые во внимание при экспертизе
1 Брацыхин Е.А. и др. Переработка пластических масс в изделия, м., Химия, 1966, с. 298-300..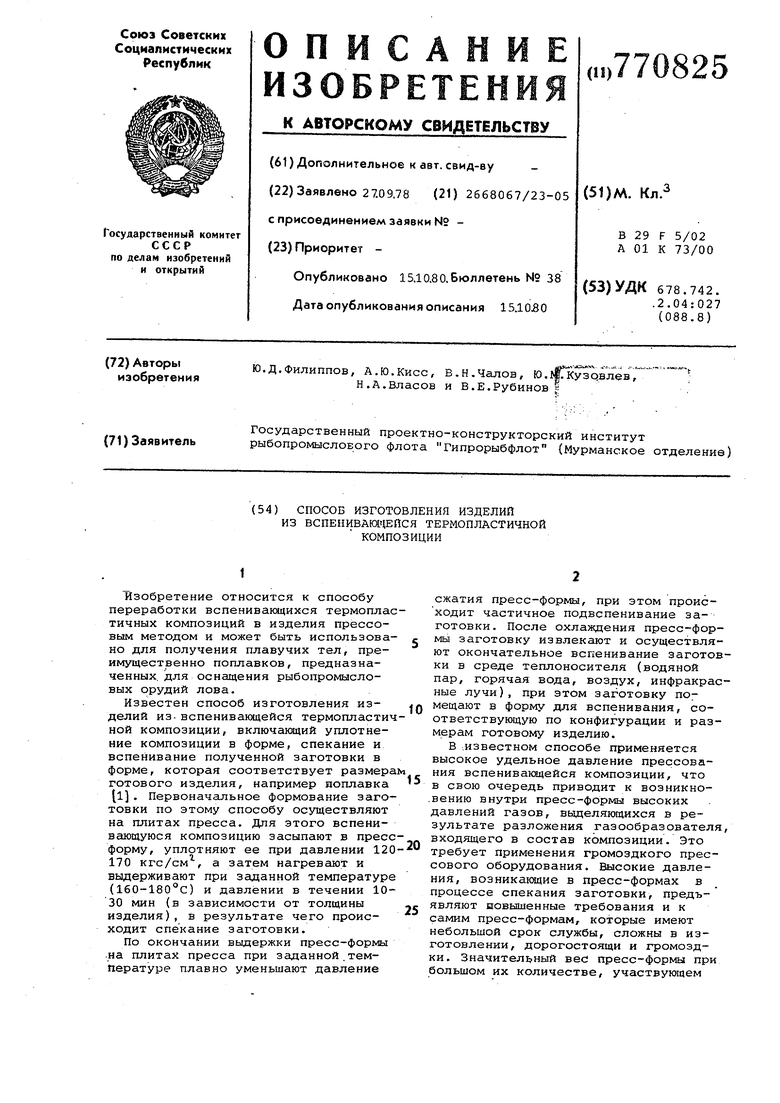
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения наплавов | 1978 |
|
SU766881A1 |
| Пресс-форма для изготовления изделий из вспенивающихся полимерных материалов | 1980 |
|
SU889457A1 |
| Способ изготовления изделий из вспенивающихся гранул | 1990 |
|
SU1729783A1 |
| Полимерная композиция | 1983 |
|
SU1165691A1 |
| Композиция для получения пенополиэтилена | 1980 |
|
SU922116A1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ПЕНОПОЛИЭТИЛЕНА | 2001 |
|
RU2213106C2 |
| Композиция для получения пенопласта | 1974 |
|
SU902669A3 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛОКРИСТАЛЛИЧЕСКИХ ПЕНОМАТЕРИАЛОВ | 2010 |
|
RU2451000C1 |
| Композиция для получения вспененного полиэтилена | 1980 |
|
SU883086A1 |
| ПРЕСС-ФОРМА ДЛЯ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2021 |
|
RU2761218C1 |