Изобретение относится к технологической оснастке для переработки вспенивающихся термопластичных полимеров изделиях и может быть использовано, например для изготовления рыболовных поплавков, для оснащения рыбопромысловых орудий лова.
Известно изобретение 889457, содержащий цилиндрический корпус с буртами, две полуформы с запирающим устройством в виде разъемного хомута выполненных в виде двух шарнирно соединенных полуколец с соответствующими доработками. Данная конструкция имеет большое количество деталей, что повышает трудоемкость при их изготовлении и сравнительно трудоемка при ее разборке и сборке, также в процессе эксплуатации возможна поломка буртов, что снижает срок службы пресс-форм.
Известно изобретение 1451036 пресс-формы, также содержащей цилиндрический корпус только без буртов, две полуформы с осями и с замыкающим механизмом в виде двух съемных планок. В данной пресс-форме значительно упрощена конструкция по сравнению с пресс-формой 889457, но наличие съемных планок усложняет ее разборку и сборку и не может быть автоматизирована, т.е. требует применение ручного труда в процессе ее эксплуатации.
Цель изобретения - упрощение процесса сборки - разборки пресс-формы с возможностью автоматизации данного процесса.
Данная цель достигается тем, что в предлагаемой конструкции запорный механизм выполнен в виде поворотных колец по концам цилиндрического корпуса, ограниченных с одной стороны съемными фланцами с пазами для прохода осей и лысками для фиксации пресс-формы при ее разборке, а с другой стороны штифтами, установленных в корпусе, при этом в кольцах выполнены выемки для контакта со штифтами для ограничения угла поворота последних, а во вкладышах в их основаниях выполнены сквозные пазы и расточки
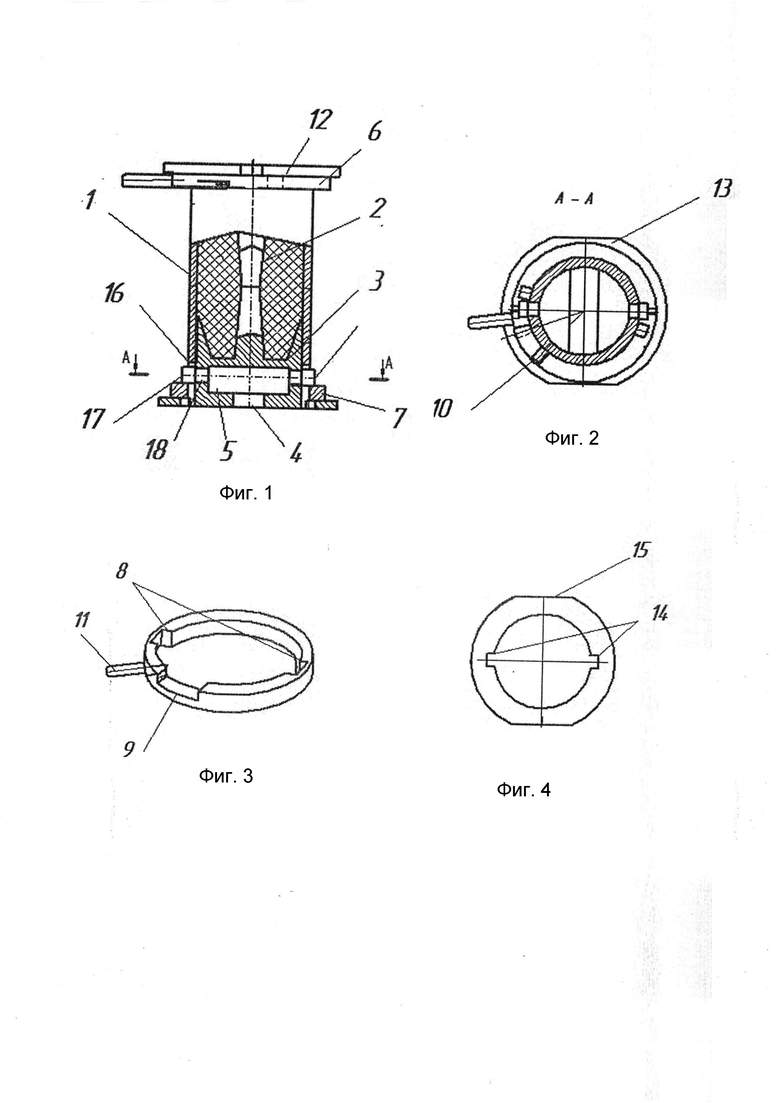
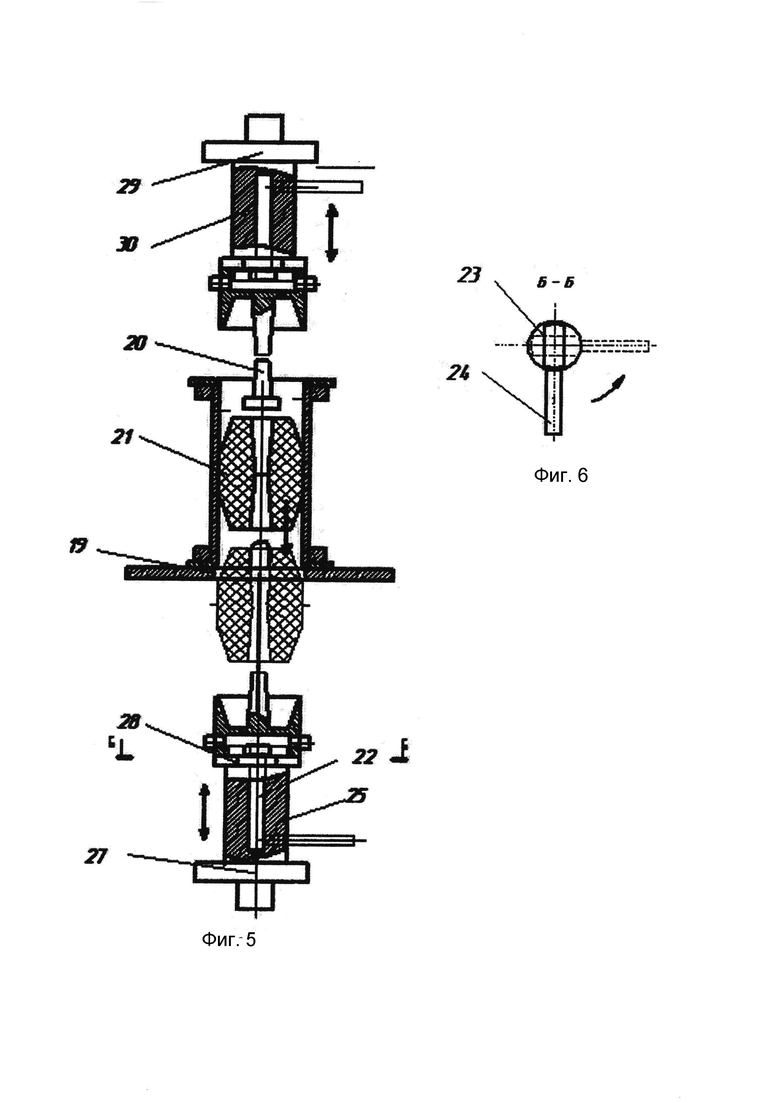
На фиг. 1 показана пресс-форма перед разборкой, фиг. 2 - разрез А-А, фиг. 3 - кольцо нижнее, поз. 7, фиг. 4 - фланец нижний, поз. 13, фиг. 5 - схема разборки полуформ, фиг. 6 - разрез Б - Б.
Пресс-форма содержит цилиндрический корпус 1, верхнюю 2 и нижнюю 3 полуформы, в основании которых выполнены сквозные пазы 4 с внутренними расточками 5; верхние 6 и нижнее 7 кольца с пазами 8 и выемкой 9, контактирующей со штифтом 10, закрепленным на корпусе 1, ручкой 11, фланцы верхний 12 и нижний 13 с пазами 14 и лысками 15 для ориентации фланца в устройстве для разборки.
В верхней и нижней частях цилиндрического корпуса выполнены прорези 16 для прохода осей 17, а в полуформах 2 и 3 - отверстия 18 для последних.
Для разборки пресс-формы на столе 19 предусмотрено устройство, включающие толкатель 20 для извлечения изделия 21, стержень 22 с фиксатором 23 и пальцем 24, втулку нижнюю 25, жестко закрепленную на нижнем столе 27 пресса с выступом 28, контактирующим в процессе разборки с пазом 4 нижней полуформы 3. Аналогично на верхнем столе 29 закреплена втулка верхняя 30.
Пресс-форма работает следующим образом.
На столе 19 после процесса спекания гранул полиэтилена устанавливается пресс-форма для разборки, при этом нижний фланец 13 фиксируется за счет лысок на столе 19. Затем производится перемещение нижней плиты пресса 27 со втулкой 25, выступ которой совпадаете пазом 4 нижней полуформы 3 и аналогично верхней плиты 29 и производится подпрессовка изделия, освобождая верхнее 6 и нижнее 7 кольца от внутреннего давления с последующим их поворотом до совпадения пазов 8 с прорезями 16 пресс-формы.
За счет поворота стержня 22 вокруг своей оси ручкой 24 производится фиксация нижней полуформы 3 относительно втулки 25. Аналогичная операция производится и с верхней полуформой 2. Затем за счет пресса зафиксированные элементы (полуформы 2,3 и втулки 25 и 30 со стержнями 22) перемещаются в нижнее и верхнее положения расположения плит пресса. Далее за счет перемещения верхней плиты пресса толкатель 20 выталкивает изделие 21. На этом разборка заканчивается.
Далее производится сборка пресс-формы для чего нижняя плита 27 пресса совместно с полуформа 3 подается в корпус 1 пресс-формы 3 с фиксацией ее за счет поворота нижнего кольца 7. Затем производится засыпка гранул пенополиэтилена и далее перемещается верхняя плита 29 с полуформой 2 с подпрессовкой материала до тех пор, пока не будут свободно поворачиваться верхнее 6 и нижнее 7 кольца до упора штифта 10 в край выемки 9, фиксируя положение полуформ 2 и 3 относительно корпуса 1.
Затем снимается подпрессовочное усилие с верхней 2 и нижней 3 полуформ и за счет внутреннего давления, возникающего за счет упругих свойств гранул полиэтилена, создается усилие, распирающее верхнюю 2 и нижнюю 3 полуформы.
Далее производится освобождение верхней 2 и нижней 3 полуформ от втулок 25 и 30, поворачивая стержень 22 и с последующим перемещением нижней 27 и верхней 29 плиты пресса в крайние положения. На этом цикл сборки заканчивается.
Далее пресс-форму перемещают в термопечь и производят спекание полимерной массы. При спекании в пресс-форме происходит значительное повышение внутреннего давления, что способствует еще более надежному запиранию пресс-формы. После спекания производят ее охлаждение и пресс-форма снова готова для повторного использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из полимерных материалов | 1987 |
|
SU1502374A1 |
| Цилиндровая группа двухтактного двухкамерного двигателя внутреннего сгорания | 2024 |
|
RU2830954C1 |
| Стенд для запрессовки крупногабаритных пресс-форм | 1986 |
|
SU1400760A1 |
| КРАН | 1992 |
|
RU2067240C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Механизм запирания вертикальной литьевой машины | 1990 |
|
SU1761529A1 |
| Пресс-форма для изготовления изделий из вспенивающихся полимерных материалов | 1987 |
|
SU1451036A1 |
| Узел клапанного затвора горячеканальной системы | 2019 |
|
RU2717797C1 |
| Пресс-форма для изготовления сложнофасонных слоистых изделий | 2021 |
|
RU2756455C1 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
Изобретение относится к технологической оснастке для переработки вспенивающихся термопластичных полимеров. Пресс-форма содержит цилиндрический корпус, в верхней и нижней частях которого выполнены прорези для прохода осей, а в полуформах - отверстия для последних, при этом в верхней и нижней полуформах установлен запорный механизм. Запорный механизм выполнен в виде поворотных колец по концам цилиндрического корпуса, ограниченных с одной стороны съёмными фланцами с пазами для прохода осей и лысками для фиксации пресс-формы при её разборке, а с другой стороны штифтами, установленными в корпусе. При этом в кольцах выполнены выемки для контакта со штифтами для ограничения угла поворота последних, а в основаниях полуформ выполнены расточки и сквозные пазы. Техническим результатом является упрощение сборки и разборки пресс-формы. 6 ил.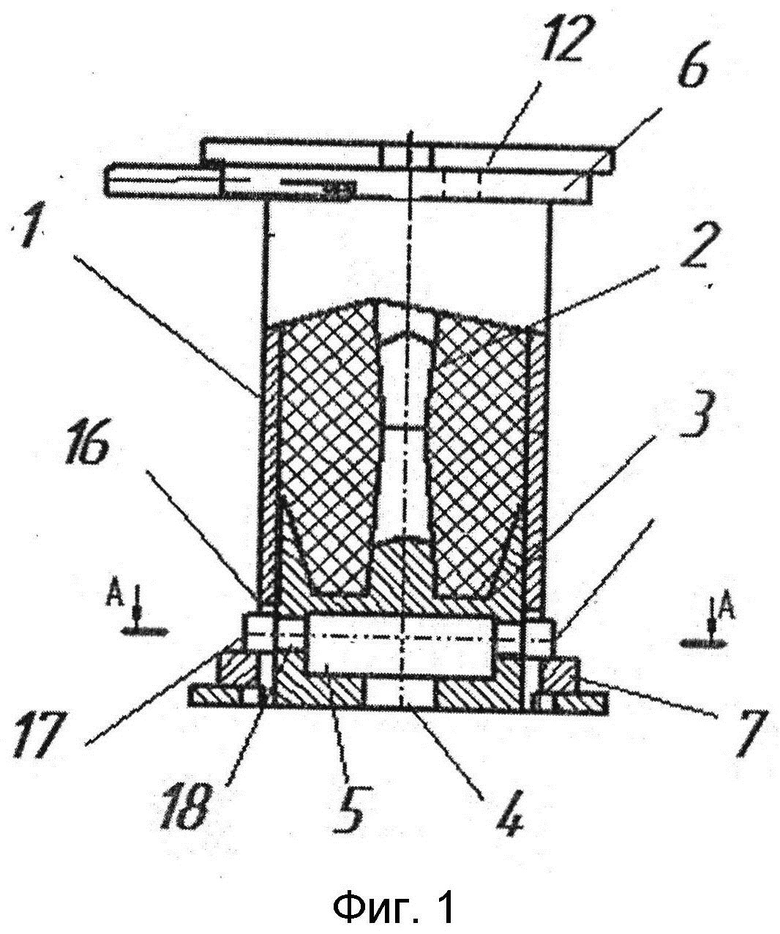
Пресс-форма для изготовления изделий из полимерных материалов, содержащая цилиндрический корпус, в верхней и нижней частях которого выполнены прорези для прохода осей, а в полуформах - отверстия для последних, при этом в верхней и нижней полуформах установлен запорный механизм, отличающаяся тем, что с целью повышения надежности запорный механизм выполнен в виде поворотных колец по концам цилиндрического корпуса, ограниченных с одной стороны съёмными фланцами с пазами для прохода осей и лысками для фиксации пресс-формы при её разборке, а с другой стороны штифтами, установленными в корпусе, при этом в кольцах выполнены выемки для контакта со штифтами для ограничения угла поворота последних, а в основаниях полуформ выполнены расточки и сквозные пазы.
| Пресс-форма для изготовления изделий из вспенивающихся полимерных материалов | 1987 |
|
SU1451036A1 |
| Устройство для изготовления изделий из полимерных материалов | 1987 |
|
SU1502374A1 |
| Пресс-форма для изготовления изделий из вспенивающихся полимерных материалов | 1980 |
|
SU889457A1 |
| Пресс-форма для изготовления изделий из полимерных материалов | 1989 |
|
SU1763220A1 |
| СПОСОБ ФОРМОВАНИЯ СТРУКТУР, ИСПОЛЬЗУЕМЫХ В ТЕХНИКЕ МИКРОСИСТЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2141895C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ ВОЗДУШНОГО ФОРМОВАНИЯ С ПРИМЕНЕНИЕМ В КАЧЕСТВЕ ПУАНСОНА НАДУВНОЙ КАМЕРЫ ИЗ ЖИДКОЙ РЕЗИНЫ | 2019 |
|
RU2730335C1 |
| CN 104097286 A, 15.10.2014. | |||

