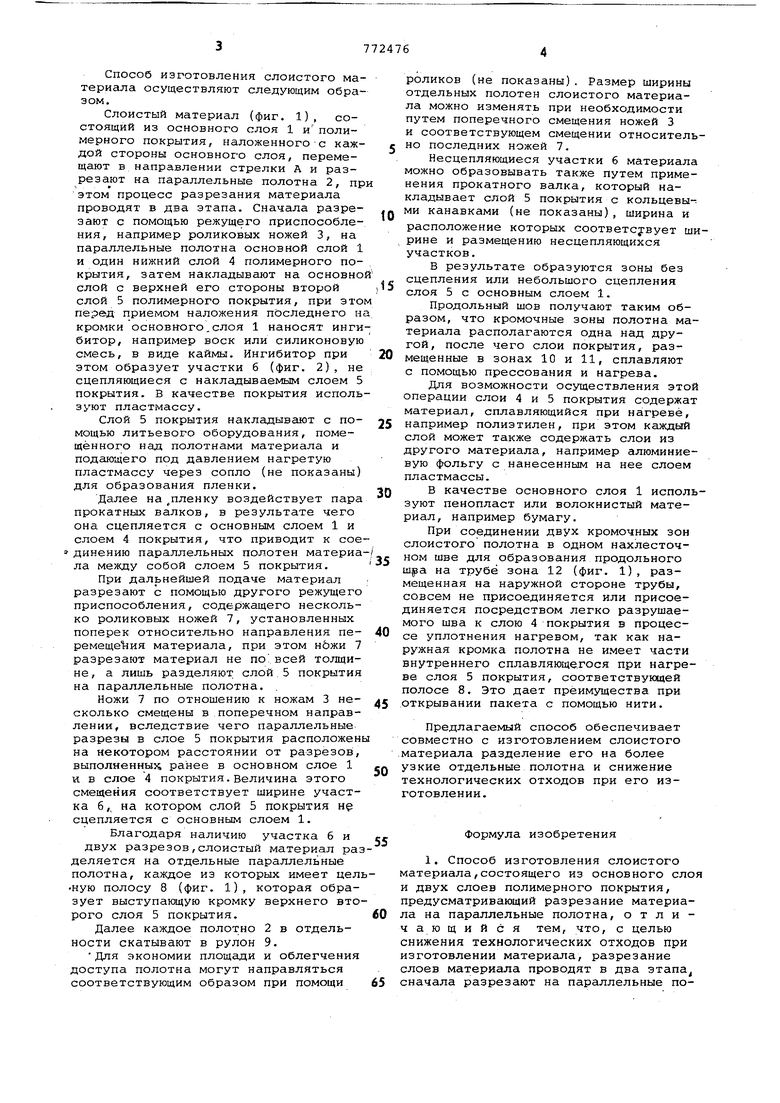
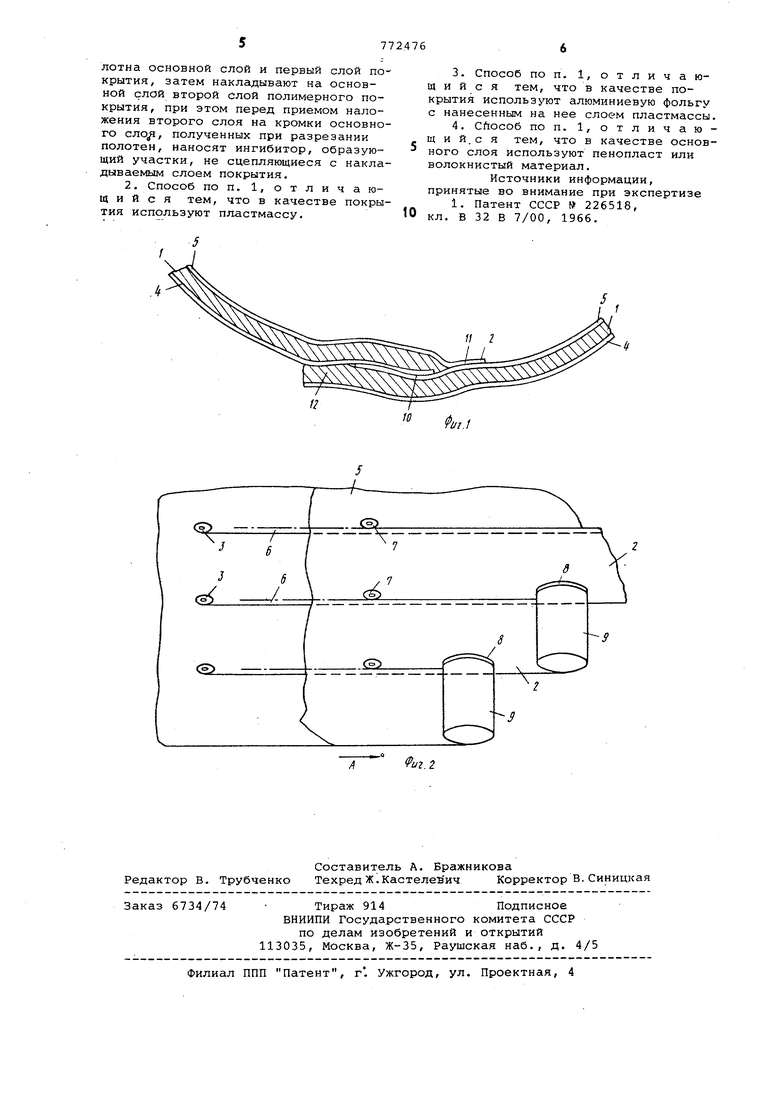
Способ изготовления слоистого материала осуществляют следующим образом. Слоистый материал (фиг. 1), состоящий из основного слоя 1 и полимерного покрытия, наложенного-с каждой стороны основного слоя, перемещают в направлении стрелки А и разрезают на параллельные полотна 2, пр этом процесс разрезания материала проводят в два этапа. Сначала разрезают с помощью режущего приспособления, например роликовых ножей 3, на параллельные полотна основной слой 1 и один нижний слой 4 полимерного покрытия, затем накладывают на основно слой с верхней его стороны второй слой 5 полимерного покрытия, при это перед п риемом наложения последнего н кромки основного.слоя 1 наносят инги битор, например воск или силиконовую смесь, в виде каймы. Ингибитор при этом образует участки б (фиг. 2), не сцепляющиеся с накладываемым слоем 5 покрытия. В качестве, покрытия исполь зуют пластмассу. Слой 5 покрытия накладывают с помощью литьевого оборудования, помещённого над полотнами материала и подающего под давлением нагретую пластмассу через сопло (не показаны) для образования пленки. Далее на „пленку воздействует пара прокатных валков, в результате чего она сцепляется с основным слоем 1 и слоем 4 покрытия, что приводит к сое динению параллельных полотен материа ла между собой слоем 5 покрытия. При дальнейшей подаче материал разрезают с помощью другого режущего приспособления, содер|жа1дего несколько роликовых ножей 7, установленных поперек относительно направления перемеще ия материала, при этом нЬжи 7 разрезают материал не толщине , а лишь разделяют; слой 5 покрытия на параллельные полотна. . Ножи 7 по отношению к ножам 3 несколько смещены в поперечном направлении, вследствие чего параллельные разрезы в слое 5 покрытия расположен на некотором расстоянии от разрезов, выполненных ранее в основном слое 1 и. в слое 4 покрытия. Величина этого смещения соответствует ширине участка б,, на котором слой 5 покрытия н сцепляется с основным слоем 1. Благодаря наличию участка б и двух разрезов,слоистый материал раз деляется на отдельные параллельные полотна, каждое из которых имеет цел ную полосу 8 (фиг. 1), которая образует выступающую кромку верхнего вто рого слоя 5 покрытия. Далее каждое полотно 2 в отдельности скатывают в рулон 9. Для экономии площади и облегчения доступа полотна могут направляться соответствующим образом при помощи роликов (не показаны). Размер ширины отдельных полотен слоистого материала можно изменять при необходимости путем поперечного смещения ножей 3 и соответствующем смещении относительно последних ножей 7. Несцепляющиеся участки 6 материала можно образовывать также путем применения прокатного валка, который накладывает слой 5 покрытия с кольцевыми канавками (не показаны), ширина и расположение которых соответсувует ширине и размещению несцепляющихся участков. В результате образуются зоны без сцепления или небольшого сцепления слоя 5 с основным слоем 1. Продольный шов получают таким образом, что кромочные зоны полотна материала располагаются одна над другой, после чего слои покрытия, размещенные в зонах 10 и 11, сплавляют с помощью прессования и нагрева. Для возможности осуществления этой операции слои 4 и 5 покрытия содержат материал, сплавляющийся при нагреве, например полиэтилен, при этом каждый слой может также содержать слои из другого материала, например алюминиевую фольгу с нанесенным на нее слоем пластмассы. В качестве основного слоя 1 используют пенопласт или волокнистый материал, например бумагу. При соединении двух кромочных зон слоистого полотна в одном нахлесточном шве для образования продольного шра на трубе зона 12 (фиг. 1), размещенная на наружной стороне трубы, совсем не присоединяется или присоединяется посредством легко разрушаемого шва к слою 4 покрытия в процессе уплотнения нагревом, так как наружная кромка полотна не имеет части внутреннего сплавляющегося при нагреве слоя 5 покрытия, соответствующей полосе 8. Это дает преимущества при открывании пакета с помощью нити. Предлагаемый способ обеспечивает совместно с изготовлением слоистого материала разделение его на более узкие отдельные полотна и снижение технологических отходов при его изготовлении. Формула изобретения 1. Способ изготовления слоистого материала,состоящего из основного слоя и двух слоев полимерного покрытия, предусматривающий разрезание материала на параллельные полотна, отличающийся тем, что, с целью снижения технологических отходов при изготовлении материала, разрезание слоев материала проводят в два этапа сначала разрезают на параллельные полотна основной слой и первый слой покрытия, затем накладывают на основной слой второй слой полимерного покрытия, при этом перед приемом наложения второго слоя на кромки основного сло, полученных при разрезании полотен, наносят ингибитор, образующий участки, не сцепляющиеся с накладываемым слоем покрытия.
2, Способ по п. 1, отличающийся тем, что в качестве покрытия используют пластмассу.
3.Способ по п. 1, отличающийся тем, что в качестве покрытия используют алюминиевую фольгу с нанесенным на нее слоем пластмассы,
4.СЛособ по п. 1, отличающий, с я тем, что в качестве основного слоя используют пенопласт или волокнистый материал.
Источники информации, принятые во внимание при экспертизе
1. Патент СССР 226518,
0 кл. В 32 В 7/00, 1966.