(54)СПОСОБ ГЕРМЕТИЗАЦИИ МЕЖЭЛЕМЕНТНОГО
. t
Настоящее изобретение относятся к электротехнической промышленности и может быть использовано для герметизации межэлементных соединений в аккумуляторных батареях.
Известен способ герметизации межэлементного соединения путем размещения его на крыше корпуса и заливки мастикой И. Этот способ требует большого количества материала, повышает сопротивление батареи и не позволяет производить ее ремонт.
Наиболее близким к изобретению по технической сущности и достигаемым результатам является способ герметизации межэлементного соединения путем размещения его в перегородке корпуса из термопластичного материала и уплотнения 2. Однако и это с пособ не обеспечивает надежной герметизации в месте прохождения через перегородку.
С целью повышения надежности пред лагается межэлементное соединение устанавливать на верхнюю кромку перегородки , нагревать прилегающую к межэлементиому соединению часть перегородки до размягчения термопластичного материала и производить относительное перемещение перегородСОЕДИНЕНИЯ
ки и межэлементного соединения с утапливанием межэлементного соединения в перегородку до упора электродов 3 опорные ребра корпуса с последующим охлаждением. Уплотнение можно производить путем перемещения выдавливаемого материала перегородки в выемку, образованную в перегородке при перемещении межэлементно10 го соединения. Межэлементное соединение можно выполнять с канавкой в месте прилегания перегородки для перемещения по канавке вьщавлнваемого материала перегородки, на межэлеt5 ментное соединение и перегородку может быть установлен соответствующий им по конфигурации шаблон, по которому производят перемещение выдавливаемого материала перегородки,
20 а нагрев материала перегородки можно производить через шаблон.
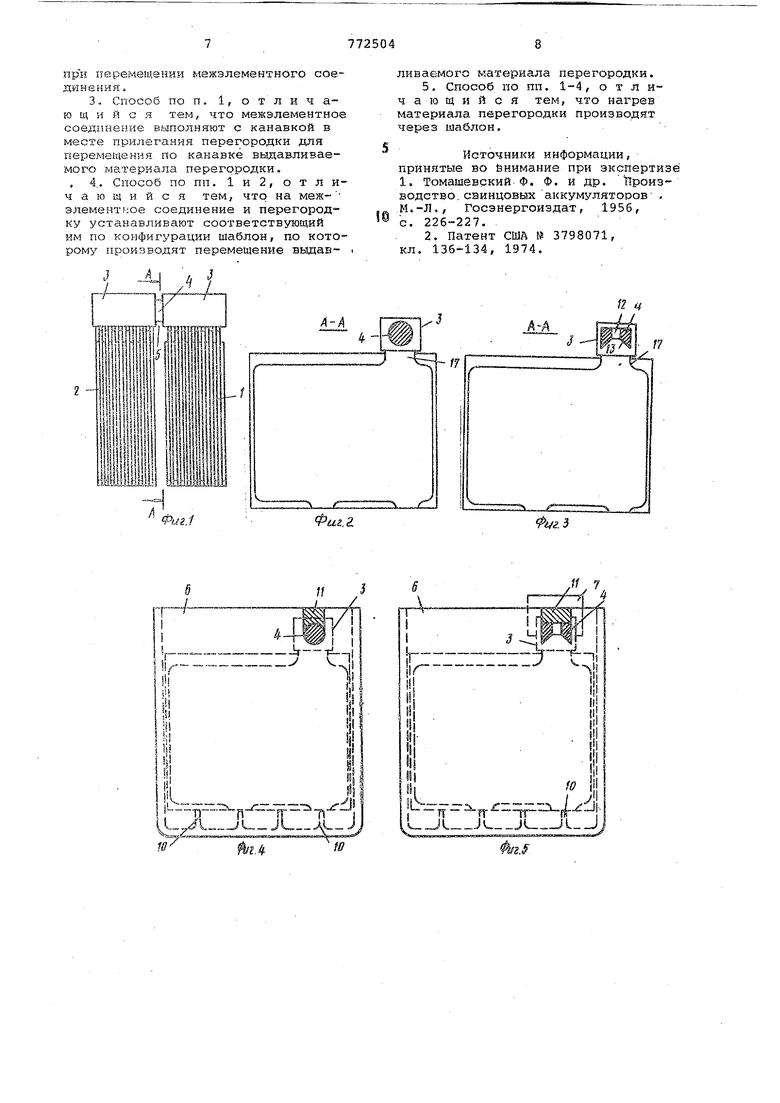
На фиг. 1 показаны два блока электродов, подсоединенных к общему межэлементному соединению; на фиг.
25 2 и 3 даны два варианта ко 1струкции межэлементного соединения в блоке электродов (разрез А-А на фиг.1); на фиг. 4 и 5 показаны те же два варианта конструкции межэлементкб30 го соединения с блоком электродов,
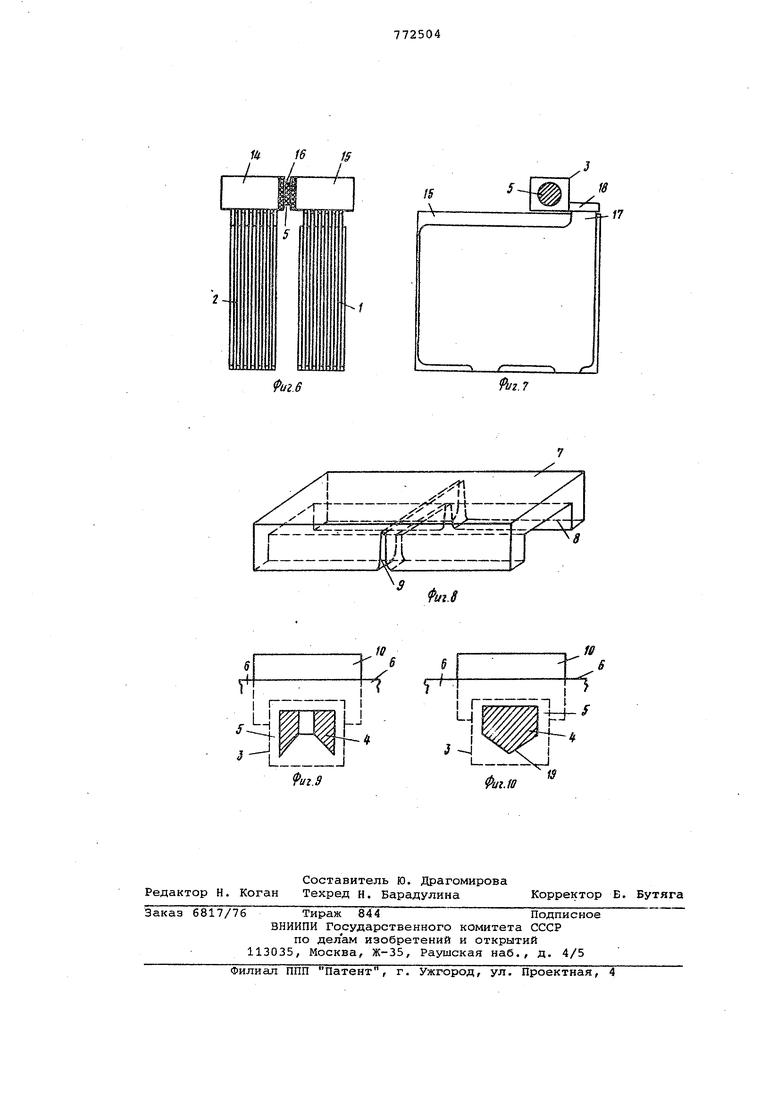
установленные в корпусе батареи ка фмг. б показаны два блока электродов, подсоединенных к другому варианту межэлементного соединенияj на фиг. 7 показан блок электродов с еще одной модификацией межэлементного соединенияf на фиг. 8 дан шаблон для применения в производстве электрической аккумуляторной батареи В соответствии с данным изобретением на фиг. 9 и 10 показаны варианты шаблонов с различной конфигурацией межэлементного соединения.
Предложенньай способ заключается в следующем.
Сначала два блока электродов 1 ,и 2 приваривают к противоположным концам межэлементного соединения 3. Центральная часть 4 межэлементного соединения 3 имеет уменьшающееся поперечное сечение/ так что узкая канавка 5 простирается вокруг межэлементного соединения вблизи перегородки 6. Блоки электродов 1 и 2 помещают в корпусе батареи в соответствующие ячейки. При этом перегородки б входят в канавки 5 в межэлементных соединениях 3. Поверх межэлементного соединения 3 затем устанавливают шаблон 7. Шаблон 7 состоит из прямоугольного металлического блока, например, из латуни, имеющего прямоугольный канал 8, обр,зованный вдоль его нижней поверхности. Этот канал должен располагаться над прямоугольным межэлементным соединением 3. Шаблон имеет также узкий канал 9, располагающийся поперек блока электродов перпендикулярно к каналу 8. Канал 9 более глубокий, чем канал 8 и расположен .поверх верхней части перегородки 6. При использовании шаблона, который устанавливают поверх межэлементного соединения 3, нагревают шаблон при помощи электрического индукционного тепла или при помощи нагрева прокладки сверху шаблона. Тепло при этом проходит ВНИЗ через шаблон и металлический проводящий стержень таким образом, чтобы нагревать термопластичный материал в верхней части перегородки 6. Затем может быть приложено давление к шаблону, чтобы привести к перемещению блоков электродов, показанных на фиг. 1, вниз в перегородку б, производя смещение размягченного термопластичного материала. В случае использования полипропилена для перегородки б тепло подают через шаблон 7, чтобы нагревать термопластичный материал до температуры между 160® и 250. Это приводит к тому, что полипропилен расплавляется в контакте с межэлементннм соединением 3 и в таком случае вес блоков электродов
вместе с шаблоном 7 мокнет быть достаточным для.перемещения вниз в соответствующее положение в перегородке без дополнительного давления, которое должно прикладываться к шаблону. Блок электродов перемещается вниз до тех пор, пока нижняя кромка электродов не упрется в ребра 10, расположенные вдоль дна. корпуса батареи, и в этом положении верхняя кромка межэлементного соединения 3
располагается верхней фомки перегородки б. Размягченный термопластичный материал, который сме -щается при перемещении вниз межэлементного соединения 3, протекает через канавку 5 вокруг центральной части межэлементного соединения 3 и при этом протекает вверх в имеющееся пространство в канале 9, образованном в шаблоне 7. Эта пласт-Q масса затем заполняет пространство, обозначенное цифрой 11 иа фиг. 4, тем самым завершая образование перегородки выше межэлементного соединения 3. В этом примере шаблон
представляет такую форму и располагается таким образом, что с -ющаемнй термопластичный материал точно заполняет это пространство, образуя плотное уплотнение вокру.г всей цилиндрической поверхности канавки 5
0 в межэлементном соединении 3 и полностью закрывггет зазор вровень с верхней частью перегородки б. В некоторых случаях необходимо вводить дополнительно термопластичный
5 материал, чтобы заполнить пространство 11 и образовать хорошее уплотнение . Он может подаваться или путем впрыскивания его в пространство выше межэлементного соединения или
0 путем размещения дополнительного
термопластичного материала над перегородкой или в шаблоне. В случае размещения его в шаблоне канал 9 уже перегородки.
5 Нижний открытый конец канала 9 расширяется наружу, чтобы облегчить, начальную установку верхней кромки перегородки в канал 9. Когда тепло подают для размягчения пластмассового г- атериала, шаблон перемещают вниз и перегородка здгшливается в канал 9 и это способствует заполнению пространства,оставляемого погружаемым межзлементиым соединением 3. К рггзмягченному пластмассовому материалу подают давление чтобы обеспечить хорошее уплотнение у межэлементного соединения 3, В некоторых случаях желательно исключить исггользование шаблона 7. 3 этом случае зазор выше межзлементного соединения 3 может быть заполнен в плотном соприкосновении- с меж элементным соедр нением при помощи ;введения термопластичного материала в зазор. Вместо этого маленький кусок материала может быть приварен или заи.емектировак в определеи iiOM положении, в любом случае зазо до.жег быть заполкеь: так, чтобы образовать упло (екне между межзле менткым соединением 3 к перегородкой б, Когда блок электродов дости гает положения, показаьиого на фиг шлйпсн 1 .г.3ioT так, чтобы терм пластичный материал охладился до температуры ниже и остался пр этом в твердом состоянии, поддерхск вая: межэлемектное соединение 3 в определенном положении и образуя плотное уп..ение в .вке 5 вокруг всей наружной поверхности межзлемекткого соединения 3. Шаблон 7 затем удаляют. Уменьшенная централь ная ч.асть 4 межзлементного соединения 3 предпочтительно должна быть круглой, как показано на фиг. 2 и 4 или овальной, в результате чего обеспечивается лучшее уплотнение между термопластичным материалом и межзлементньм соединен гем. Однакоt могут использоваться другие конфигурации межэлементного соедикекия 3, г кгаочая центральную область 4 с плоскими сторонаг ти. Ка показано на фиг. 3 и 5 межэлементное соединение 3 имеет центральную часть 4 с плоскими сторонами уменьшающегося поперечного сечения с :,ентралькн1-1 вертикалькьЕ каналом 12, выходяиим наружу к выступающей части 13 в нижней кромке центральной части 4. В этом случае шаблон 7 может использоваться, как описано ранее, и поксхзаио на фкг. 5. При движеиин вниз межэлементного соединения 3 через размягченный термогшастичн,.1й материал f выступающая часть 13 продавливает размягченный термоилаотичный материал в направле нии канала 12, по которому материал затем протекает вертикально вверх для запозшенил пространства. 11 поверх ме-жэлементного соединения 3, Хотя в предпочтительных примерах реализации межэлементное соединение 3 образуется как едиснтвенный единичный стержень, соединяющий электроды двух соседн - К ячеек батареи, в некоторых случаях желательно использовать два отдельных стержня, соединяемых при помощи промежуточной детали соответствующей формы. Пример такого соединения показан на фиг. fi. в этом случае межэлементное соединение 3 имеет две половины 14 и 15, подсоединенных соответственно к блокам электродов 1 и 2. Промежуточную деталь 16 из сплава свинца располагают двумя частями стергжня -и приваривают к ним. Эта промежуточная деталь 16 имеет канав ку 5 подобную той, которая уже былы описана со ссылкой на фиг. 1 или той, которая показана на фиг.9 пли 1О. В примерах, описанных до сих пор, межэлементное соединение располагаются по одной линии с ушками 17 электродов. Однако, можно монтировать межэлементное соединение в положении, которое выполнено в виде уступа 18 на одной стороне ушек 17, как показано на фиг. 7. Уступ отлит и приварен в одной стороне межэлементного соединения и соединяет ушки блока электродов. Особая форма центральной области межэлементного соединения с канавкой/ используемого на фиг. 3, более ясно показано на фиг. 9. В этом частном примере она показана в шаблоне 7, шаблон при этом размещают на перегородке 6. Каиал 9 в шаблоне простирается на значительную глубину, чтобы дать возможность блоку электродов опускаться в определенное полохение, в котором межэлементное соедкнение 3 располагается ниже верхней части перегородки 6. На фиг. 10 показан еще один из вариантов формы для центральной части и межэлементного соединения 3. В этом случае центральная часть 4 похожа на ту, которая показана на фиг. 1, хотя два нижних угла удалены так, чтобы получить направленную вниз точку 19. Это может в некоторых случаях помочь смещению размягченного термопластичного материала и протеканию его вверх через канавку над межэлементным соединением 3. Предложенный способ обеспечивает надежную герметизацию межэлементного соединения, изобретения . 1. Способ герметизации межэлементного соединения путем размещения его в перегородке корпуса из термопластичного материала и уплотнения, отличающийся тем, что, с целью повышения надежности, межэлементное соединение устанавливают на верхнюю кромку перегородки, нагревают прилегающую к межэлементному соединению часть перегородки о размягчения термопластичного/ атериала и производят относительнее перемещение перегородки и межэлементного соединения с утапливанием межэлементного соединения в ерегородку до упора электродов в опорные ребра корпуса с последующим, охлаждением. 2. Способ по п. 1, о т л к ч ащ и и с я тем, что уплотнение роизводят путем перемещение вьщавиваемого материала перегородки в ыемку, образованную о перегородке
при перемегцении межэлементного соедине нияч
Зи Способ по п. 1, о т л и ч аю щ н и с я тем, что межэлементное соединение выполняют с канавкой в месте прилегания перегородки для перемещения по канавке выдавливаемого материсша перегородки. , 4.. Способ по пп. 1 и 2, о т л нчающийся тем, что на меж- элемеит -.:ое соединение и перегородку устанавливают соответствующий им по конфигурации шаблон, по которому производят перемещение выдавливаемого материала перегородки.
5. Способ по пп. 1-4, отличающийся тем, что нагрев материала перегородки производят через шаблон.
Источники информации, принятые во йкимание при экспертиз 1. Томашевский-Ф. Ф. и др. Производство, саинцовых аккумуляторов . М.-Л., Госэнергоиздат, 1956, с. 226-227.
2. Патент США 3798071, кл, 136-134, 1974.
А-А
Фи&.З,
Фиг.1
г/гЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Дугогасительная камера | 1981 |
|
SU1279542A3 |
| НАКЛАДНОЙ КОЛПАЧОК С МНОГОСТРУЙНЫМ ИСПОЛНИТЕЛЬНЫМ МЕХАНИЗМОМ | 2010 |
|
RU2533489C2 |
| Устройство для кладки кирпичных стен | 1974 |
|
SU772489A3 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ЛИНИЙ | 1995 |
|
RU2157476C2 |
| СПОСОБ СОЕДИНЕНИЯ БЛОКОВ ЭЛЕКТРОДОВ АККУМУЛЯТОРНОЙ БАТАРЕИ | 1971 |
|
SU305681A1 |
| СОПЛОВОЙ АППАРАТ ТУРБИНЫ С ИЗМЕНЯЕМОЙ ГЕОМЕТРИЕЙ И СПОСОБ ЕГО РАБОТЫ | 2015 |
|
RU2709901C2 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ЛЕТУЧЕГО АКТИВНОГО ИНГРЕДИЕНТА | 1996 |
|
RU2141868C1 |
| ДОЗИРУЮЩЕЕ КЛАПАННОЕ УСТРОЙСТВО | 1972 |
|
SU328603A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПАРА | 2017 |
|
RU2689513C1 |
| ЭЛЕКТРОД И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2391748C2 |
:гя«
18
гЛ
Фиг.6
fS
17
:iс1
л. г
9иг.7
1 I
