Изобретение относится к электродам для применения в электрохимической ячейке или батарее, например биполярной свинцово-кислотной аккумуляторной батарее.
Известно, что биполярные пластинчатые электроды этого назначения изготавливают из свинца и свинцовых сплавов. В идеале эти электроды являются очень тонкими, чтобы уменьшить размер и массу батареи, но тонкие листы металлического свинца и свинцовых сплавов трудно уплотнять вокруг краев. Надежное уплотнение требуется в биполярных батареях для того, чтобы предотвратить образование проводящих путей электролита от одной стороны биполярной пластины к другой, которые вызывали бы саморазряд батареи. Эти пластинчатые электроды не полностью устойчивы к гальванической коррозии, которая обычно приводит к проходящей сквозь пластины пористости в виде точечных раковин (а если электроды изготовлены с большей толщиной, чтобы преодолеть эту проблему, то они являются тяжелыми). Предложения по снижению эффективной массы свинца включают в себя применение пористых керамик с пропитанными свинцом порами (которые должны быть довольно толстыми в сечении, чтобы быть механически прочными, и поэтому являются все еще довольно тяжелыми); и применение стеклянных волокон и чешуек, покрытых свинцом, свинцовым сплавом или легированных оксидом олова или оксидами свинца, в качестве проводящих частиц в матрице термопластической смолы, но такие электроды сложны и дороги в производстве. Пробовали материалы на основе углерода, но большинство его форм подвержены электрохимическому окислению.
Пластины, изготовленные исключительно из субоксидов титана со структурой фаз Магнели общей формулы TinO2n-1 (где n равно целому числу, большему чем 4 или выше), удовлетворяют многим из вышеуказанных критериев. Однако они дороги в изготовлении, являются хрупкими и им непросто придать поверхностные признаки (рельеф), например, для того, чтобы принимать и удерживать покрытие из аккумуляторной пасты.
Авторы установили, что пластины могут быть изготовлены из материала на основе субоксидов титана Магнели в дисперсной форме в подходящей полимерной матрице, и большинство, если не все, этих недостатков могут быть преодолены.
Согласно изобретению предложен электрод, содержащий пластину, имеющую основную поверхность, к которой был прикреплен, например, после того как электродная пластина была изготовлена рельефный шаблон для направления нанесения и/или удерживания пасты электролита, прилегающей к пластине.
Такой электрод может содержать по существу беспористое формованное тело из отвержденной смолы, причем данное тело имеет электрические пути, задаваемые контактирующими частицами субоксида титана формулы TinO2n-1.
Субоксид титана в виде частиц предпочтительно выбирают для обеспечения высокого уровня проводимости; предпочтительными являются Ti4О7 и Ti5О9. Некоторые субоксиды имеют низкую проводимость и плохую устойчивость к коррозии, и их предпочтительно избегают; примером является Ti3О5. Хотя эти частицы могут быть предусмотрены в виде смеси фаз Магнели, важно, чтобы присутствие низших оксидов, таких как TiО, Ti2О3, Ti3О5, было минимизировано, а предпочтительно - полностью исключено.
Является предпочтительным, когда распределение частиц по размерам выбирают так, чтобы частицы тесно контактировали друг с другом, создавая электрические пути и обеспечивая проводимость. Распределение частиц по размерам предпочтительно является относительно узким, так как это дает хорошую электрическую связность. Частицы предпочтительно имеют распределение частиц по размерам со стандартным отклонением менее примерно 50% от среднего размера частиц. Также могут быть использованы полимодальные смеси, но следует следить за тем, чтобы совокупности более мелких частиц не снижали электрическую связность совокупностей более крупных частиц.
Авторы обнаружили, что для изготовления электродов конкретной толщины требуются специальные размеры частиц и распределения частиц по размерам, но для электрода толщиной от 1 до 2 мм подходит средний размер частиц (по объему) примерно от 100 до 150 микрометров. Для изготовления более тонких электродов, которые могут быть предпочтительными, требуются меньшие частицы, если пластина должна быть беспористой. Однако, если средний размер частиц мал, то труднее достичь подходящего узкого распределения частиц по размерам, чтобы придать хорошую проводимость.
Порошок изготавливают такими способами, как описанные в US-А-5173215. Условия изготовления регулируют так, чтобы гарантировать, что порошок имеет высокую долю кристаллографии Ti4О7 и Ti5О9 (чтобы давать высокую проводимость) и фактически отсутствие не относящегося к фазам Магнели материала Ti3О5 (который вызывает плохую устойчивость к коррозии и низкую проводимость). Порошок предшественника TiО2 выбирают и обрабатывают для получения порошка, относящегося к фазам Магнели субоксида с распределением частиц по размерам, требуемым для хорошей проводимости.
Смола может быть выбрана из широкого множества материалов. Предпочтительными являются термореактивные смолы. Одна подходящая смола для изготовления устойчивой к коррозии пластины представляет собой неотвержденный эпоксид, такой как Araldite® PY307-1, в сочетании с отвердителем НY3203®, причем оба эти материала доступны от Vantico AG, г. Базель, Швейцария. Она оказалась особенно устойчивой к анодной коррозии и пригодной к изготовлению беспористой пластины, хотя и другие системы смол будут давать удовлетворительные продукты. Термореактивные смолы особенно подходят для изготовления пластин с хорошей проводимостью, так как их получают в горячем прессе, который также спрессовывает частицы вместе для тесного электронного контакта, и они также в некоторой степени усаживаются при отверждении, еще более сближая частицы друг с другом. Другие термореактивные смолы-кандидаты включают в себя эпоксифенолы, новолачные смолы, эпоксидные смолы на основе бисфенола А, эпоксидные смолы на основе бисфенола F; сложные полиэфиры (насыщенные, ненасыщенные, изофталевые, ортофталевые, модифицированные неопентилгликолем, модифицированные сложным виниловым эфиром, винилэфируретановые и им подобные). Было обнаружено, что некоторые сорта этих полимеров демонстрируют относительно большую величину усадки при отверждении, сопровождаемую относительно плохой адгезией к частицам. Это позволяет возникать взаимосвязанным внутренним пустотам вокруг поверхностей частиц, что делает их непригодными для получения по существу беспористых пластин. Однако в состав коммерческих сортов этих смол могут быть включены малоусадочные и другие добавки при условии, что они не оказывают вредного влияния на химическую устойчивость смолы в кислотном электролите. Было показано, что некоторые полимеры нестабильны в поляризующем присутствии кислотного электролита. Некоторые коммерческие смолы имеют предварительно добавленную в смесь присадку, облегчающую выемку изделий из пресс-формы, и их в данной заявке следует избегать, так как они могут неблагоприятно влиять на адгезию активных материалов батареи и потенциально влиять на коррозионную стабильность пластины, а также на химию поверхности (поверхностное натяжение и пр.) кислотного электролита батареи. Выбранная смола будет предпочтительно смолой, которая устойчива к кислоте электролита, особенно в том случае, когда электрод предназначен для биполярных батарей.
Патент США № 5017446 описывает добавление широкого диапазона проводящих наполнителей в термопластичную смолу. Авторы обнаружили, что высокая объемная доля частиц, описанных в патенте США 5017446, означает, что готовый электрод является очень пористым и непригодным для использования в качестве биполярного электрода, если не озаботиться обеспечением того, чтобы распределение этих частиц по размерам было таким, чтобы создать очень высокую плотность упаковки, такую как бимодальное или тримодальное распределение. Кроме того, матрица с 60% по объему твердых частиц в термопластике, которая используется в данном источнике в качестве примера, имеет очень плохие реологические свойства даже при указанных высоких температурах расплава (370°С) и будет непригодна для литья под давлением, которое является предпочтительной технологией массового производства термопластических материалов. Чтобы улучшить и пористость, и реологические характеристики расплава, необходимо существенно снижать долю твердых частиц в смеси до менее чем примерно 35% об. Из таблицы III патента США 5017446 ясно, что полученный в результате материал будет иметь удельное сопротивление, которое будет неподходящим для использования в биполярной свинцово-кислотной аккумуляторной батарее, где пороговое значение подходящего удельного сопротивления общепринято составляет меньше чем 1 Ом·см. В примере 6 патента США 5017446 указывается, что было достигнуто удельное сопротивление 9,2 Ом·см, которое не подходит для использования в качестве биполярного электрода в свинцово-кислотной аккумуляторной батарее. Настоящее изобретение представляет материал, который имеет подходящие удельное сопротивление и пористость, а также может быть изготовлен без необходимости в очень тщательном управлении размером частиц и делает возможным хорошо известный способ изготовления.
Проводимость частиц субоксида титана может быть улучшена путем контакта с газом, таким как гелий или водород, в течение периода, скажем, до 24 часов перед введением в композицию смолы при изготовлении электрода.
Относительные доли смолы и порошка субоксида и распределение частиц порошка субоксида по размерам будут влиять на свойства электрода. Например, электрод будет иметь тенденцию к низкой проводимости, если:
- используется слишком высокая объемная доля смолы; и/или
- пластину или тело другой формы прессуют при производстве со слишком маленькой или неравномерной силой; и/или
- распределение частиц по размерам приводит к низкой плотности упаковки; и/или
- средний размер частиц является слишком маленьким; и/или
- усадка смолы при отверждении недостаточна; и/или
- любая избыточная смола не выдавливается из пресс-формы в виде выброса вследствие того, что либо смола отвердевает слишком быстро, либо вязкость смолы слишком высока (либо из-за ее природы, либо из-за слишком низкой температуры пресс-формы), либо просветы пресс-формы слишком малы.
Электрод имеет тенденцию быть неприемлемым по причине пористости, если:
- используется слишком низкая объемная доля смолы; и/или
- распределение частиц по размерам дает такую низкую плотность упаковки, что существует больший объем межчастичных пустот, которые необходимо заполнять смолой, и таким образом фактическая объемная доля смолы становится низкой; и/или
- средний размер частиц слишком велик; и/или
- чрезмерная усадка смолы при производстве электрода и, в силу этого, плохая адгезия к частицам образуют полости возле и вокруг частиц при отверждении; и/или
- смола отверждается слишком медленно, имеет низкую вязкость (либо из-за своей природы, либо из-за температуры пресс-формы), или зазоры пресс-формы слишком велики, так что значительные количества смолы теряются из пресс-формы.
При изготовлении тела предпочтительно иметь небольшой избыток термореактивной смолы. При формовании прессом проводящие частицы сжимаются вместе, образуя проводящие пути с низким удельным сопротивлением. Любая избыточная смола выдавливается из пресс-формы в виде "выброса" до окончательного отверждения материала, которое происходит в прессе, под давлением, тем самым «закрепляя» электрическую проводимость.
Могут также присутствовать частицы субоксида титана с высоким (например, стержни, волокна) или низким (например, хлопья) отношением размеров для увеличения связности между электропроводящими частицами субоксида в электроде. Частицы с высоким отношением размеров особенно благоприятны, так как они обеспечивают более длинные неразрывные электрические пути, тем самым увеличивая проводимость.
Пластина может иметь следующую комбинацию признаков:
- является электропроводящей, т.е. общая электрическая проводимость больше, чем 0,5 См·см-1, более конкретно имеет ортогональную проводимость, по меньшей мере, примерно 1 См·см-1, которая относительно равномерна по лицевой стороне пластины;
- по существу не имеет сквозной пористости (которая позволяла бы ионным частицам перемещаться через поры, вызывая саморазряд батареи), что демонстрируется током утечки менее 1 А/м2;
- устойчива к химическому воздействию со стороны материалов в свинцово-кислотной аккумуляторной батарее (это главным образом кислота, а также окислитель РbО2 и восстановитель металлический Рb);
- устойчива к гальванической коррозии (особенно при потенциале окисления, который имеет место во время перезарядки положительной стороны биполярной пластины);
- обеспечивает родственную и связывающую поверхность для активных химикатов в батарее (таких как РbО2, РbSО4, Рb, трехосновный сульфат свинца, четырехосновный сульфат свинца);
- является механически прочной в тонких частях;
- не катализирует образование кислорода или водорода при потенциалах, которые имеют место во время перезарядки батареи;
- обеспечивает поверхность, на которую можно наносить адгезивы и уплотнители, и/или механические уплотнения;
- в идеале имеет некоторые поверхностные признаки (такие как треугольная, квадратная, гексагональная решетка или решетка с другим мозаичным рисунком), которые позволят активному пастообразному материалу легко и равномерно распределяться по образованным таким образом ячейкам и ограничат движение пасты во время цикла зарядки и разрядки батареи, и
- в идеале имеет низкую массу.
Что касается способа изготовления электрода, то данный способ может содержать смешивание неотвержденной смолы, ее отвердителя и частиц субоксида титана Магнели и заливку данной смеси в пресс-форму для получения формованного тела.
Смола и отвердитель могут быть нагретыми, частицы субоксида титана добавляют, получая густую массу, которую затем добавляют в предварительно нагретую пресс-форму. В другом предпочтительном способе компоненты смолы и частицы субоксида сначала формуют в листовую пресс-массу, которая может быть равномерно помещена в пресс-форму, так как с ней легко обращаться.
Данный способ может включать в себя этап помещения пресс-формы в нагретый пресс и приложения давления. Давление может составлять примерно 2000 Па, а температура - по меньшей мере 35°С, предпочтительно - по меньшей мере 70°С. В одном варианте осуществления данный способ включает в себя дополнительный этап удаления формованного изделия из пресс-формы и очистки поверхностей с помощью таких способов как пескоструйная очистка, применение коронного разряда и плазмы, и других технологий очистки поверхности.
Данный способ может включать в себя этап нанесения аккумуляторной пасты на электрод. На разные участки электрода могут наноситься различные количества пасты.
Данный способ может включать в себя этап нанесения сначала тонкого слоя металла на электрод перед нанесением пасты. Способ может включать в себя нанесение слоя металла с помощью гальванопокрытия и добавления дисперсных частиц в электролитический раствор.
Данный способ может включать в себя этап припрессовывания тонкой фольги, скажем, примерно до 200 микрон толщиной, из металла на поверхность электрода в то время, пока он находится в формовочном прессе, и смола отверждается. Другие способы включают в себя плазменное или пламенное напыление, ионное распыление, химическое осаждение из газовой фазы и им подобные.
Смолы с низкой вязкостью являются предпочтительными для смачивания внешней поверхности частиц, которые будут увеличивать низкую пористость до, скажем, менее чем примерно 50 Па·с при 20°С. Эти смолы будут также иметь тенденцию проникать в микроскопические поверхностные признаки частиц, улучшая механическую прочность. Вязкость может быть снижена путем предварительного нагрева или с помощью выбора подходящих смол. Однако смол со слишком низкой вязкостью следует избегать по указанным выше причинам.
Связующие агенты, такие как силаны, для контакта с поверхностью частиц могут быть использованы с тем, чтобы улучшать адгезию и смачивание смолой частиц субоксида, улучшая низкую пористость и высокую механическую прочность. Связующие и/или смачивающие агенты (такие как силаны и другие поверхностно-активные вещества) могут быть преимущественно использованы на пластинах, которые не имеют наложенного металлического слоя. Пастирование пластин выполняют обычным путем обычной пастой оксида свинца или другими свинецсодержащими пастами. Паста на электроде может отверждаться обычным путем.
Батарея может включать в себя электрод, охарактеризованный здесь или изготовленный с помощью охарактеризованного здесь способа.
Батарея содержит множество электродов и кислотный электролит.
С пастированными и отвержденными пластинами батарею собирают, используя некоторое число биполярных пластин, соответствующим образом ориентированных, и один единственный положительный монополярный электрод на одном конце и один единственный отрицательный монополярный электрод на другом конце. Поглощающие стеклянные маты могут преимущественно вставляться между каждыми пластинами. Уплотнения пластин достигают в лаборатории с помощью применения прокладок соответствующей толщины, изготовленных, скажем, из листа бутилового или силиконового каучука. Весь набор в собранном состоянии удерживается вместе металлическими хомутами и болтами подходящей длины. В коммерческой батарее согласно предпочтительному признаку данного изобретения пластины уплотняют в предварительно формованный пластиковый контейнер со щелями для каждой пластины. Определенная величина сжатия стеклянного мата и пасты может быть вызвана с помощью правильных размеров контейнера. Было обнаружено, что такое сжатие помогает адгезии пасты к подложке биполярного электрода. Затем может быть добавлена серная кислота низкой концентрации, после чего сверху размещают крышку, имеющую желобки, которые будут плотно садиться на края каждой пластины. Крышка может также преимущественно содержать подходящую систему регулирования давления газа.
Батарею затем электрически формируют обычным образом. По мере того как происходит формирование сила кислоты увеличивается посредством превращения сульфатсодержащей пасты в РbО2 на положительной пластине и в металлический Рb на отрицательной. Исходную силу серной кислоты нужно выбирать так, чтобы гарантировать, что окончательная сила кислоты находится в диапазоне 30-40% от массы серной кислоты или даже выше.
Фосфорная кислота также может быть предпочтительно добавлена с частичным или полным замещением более обычной серной кислоты.
Батареи, изготовленные данным способом, имеют высокую плотность мощности и энергии (Вт/м3, Вт·ч/м3), высокую удельную мощность и энергию (Вт/кг, Вт·ч/кг). Они имеют продолжительный срок службы, даже в условиях глубокой разрядки, и могут быть дешево изготовлены с помощью обычной технологии.
В биполярной батарее важным для эффективного разряда с высокими скоростями является то, чтобы монополярные или концевые электроды имели отличную плоскостную проводимость. С помощью данного изобретения монополярные пластины могут быть изготовлены путем замены одной стороны пресс-формы плоской пластиной и затем расположения металлической решетки или сетки в этой пресс-форме перед тем, как в пресс-форму помещают неотвержденную смолу и субоксидные материалы. Когда пресс-форму закрывают и отверждают смолу, металлическая решетка или сетка будет запрессовываться в одну сторону образующегося электрода, придавая ему отличную плоскостную проводимость для целей монополярной или концевой пластины. Конечно, металлическая решетка или сетка не должна подвергаться воздействию электролита, иначе она будет корродировать. Предпочтительно, металлические контакты электрически присоединяют к металлической решетке или сетке для обеспечения клеммных соединений. Вместо металлической решетки или сетки на обратную сторону электрода в пресс-форме также может быть преимущественно нанесена фольга из свинца или свинцового сплава для обеспечения плоскостной проводимости монополярных или концевых электродов.
Металлические пластины, решетки или сетки могут быть преимущественно заделаны в биполярные пластины с тем, чтобы увеличивать плоскостную проводимость и гарантировать хорошее распределение тока по всей площади электродов. Охлаждающие каналы могут быть введены в биполярные пластины аналогичным образом.
Электрод может быть испытан, чтобы подтвердить отсутствие невидимых микропор, которые приводят к сквозной пористости в электроде перед пастированием, включая помещение электрода в модельную батарею и измерение протекания тока со временем.
Удовлетворительный электрод будет иметь ток утечки менее чем 1 А/м2 за 28 дней при испытании в аппарате из примера 2.
Данное изобретение теперь будет описано только в качестве примера и со ссылками на сопровождающие схематичные чертежи, на которых:
Фиг. 1 представляет собой вид в перспективе колодки из трех частей, применяемой в данном изобретении;
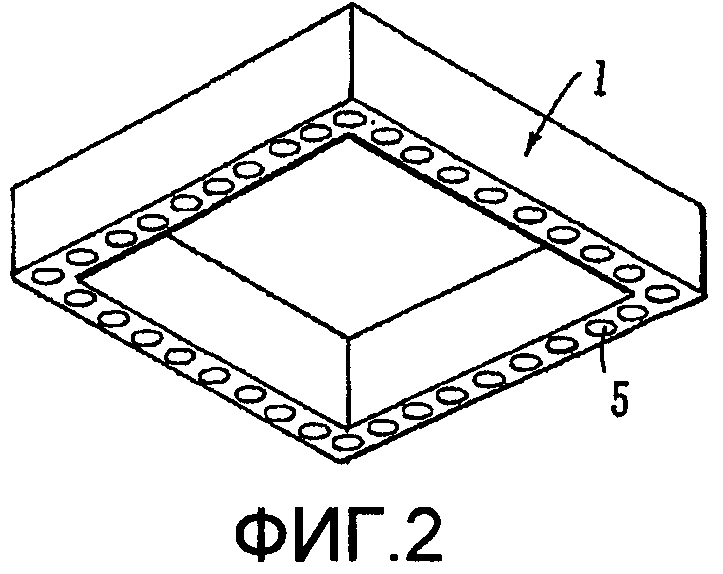
Фиг. 2 показывает обратную сторону первой части данной колодки;
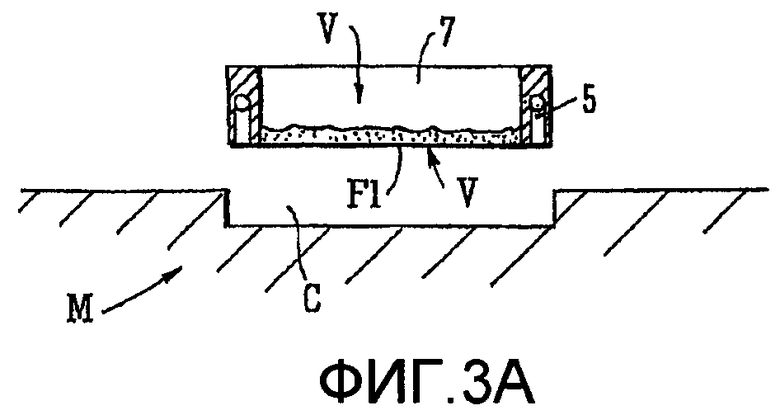
Фиг. 3А показывает стадию помещения отрытого контейнера в пресс-форму;
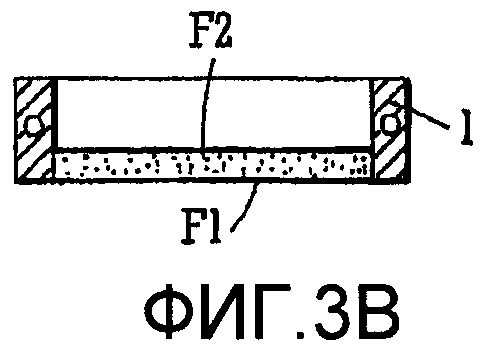
Фиг. 3В показывает второй вариант осуществления стадии помещения отрытого контейнера в пресс-форму;
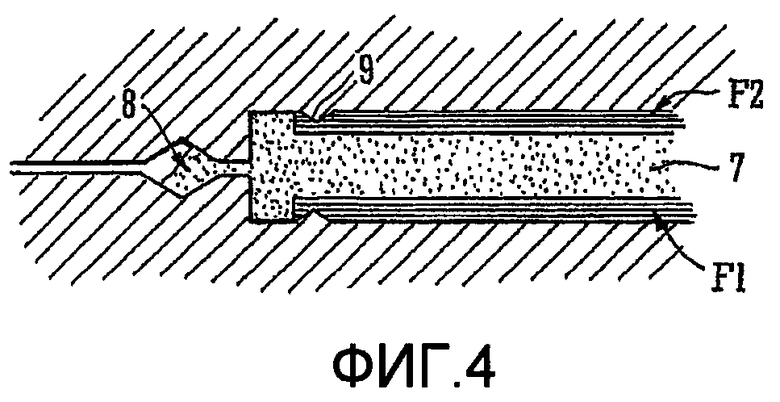
Фиг. 4 представляет собой вертикальный разрез пресс-формы после закрытия и приложения нагрева и давления;
Фиг. 5 показывает вариант первой части колодки;
Фиг. 6 представляет собой вид пресс-формы в разрезе;
Фиг. 7 представляет собой вид пресс-формы в разрезе при использовании;
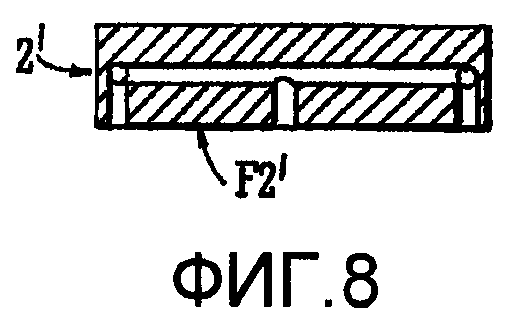
Фиг. 8 представляет собой вид в разрезе варианта осуществления закрывающего порта согласно изобретению;
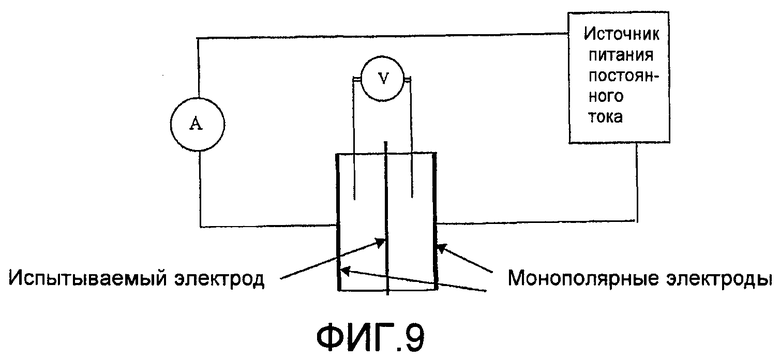
Фиг. 9 представляет собой схему испытательной ячейки;
Фиг. 10 представляет собой вид сверху пластины согласно изобретению;
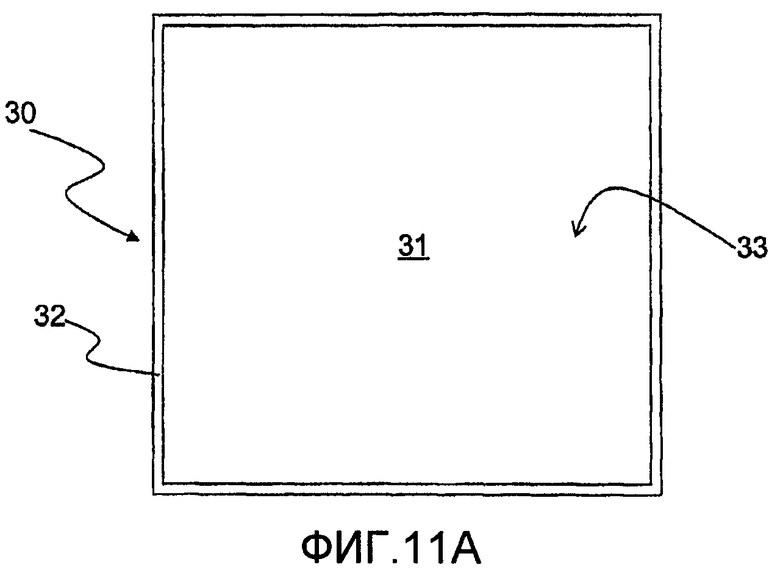
Фиг. 11А представляет собой вид сверху дополнительной пластины согласно изобретению; и
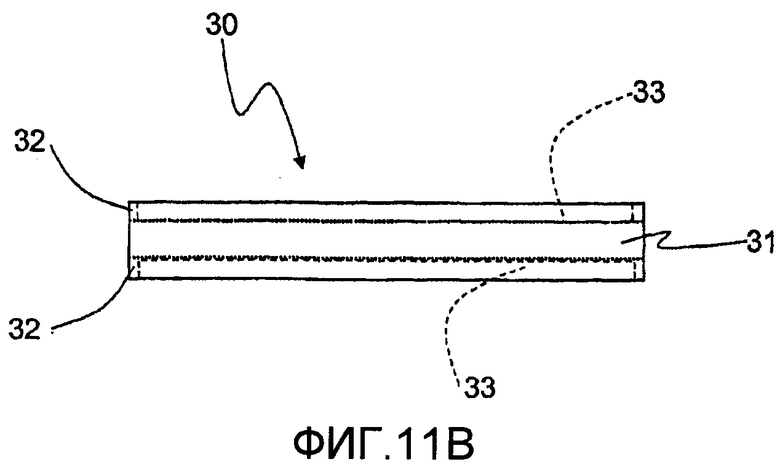
Фиг. 11В представляет собой вид сбоку пластины по Фиг. 11А.
Чтобы данный электрод и способ можно было хорошо понять, они теперь будут описаны со ссылками на последующие примеры.
Пример 1
24 г смолы ARALDITE PY307+1 и 8,8 г отвердителя НY3203 отвешивали в отдельные контейнеры и предварительно нагревали в печи при 50°С в течение минимум 7 минут. Эти материалы доступны от Vantico Ltd. Данные материалы затем тщательно смешивали вместе и добавляли 65 г порошка субоксида Магнели, описанного ниже, и тщательно смешивали, получая густую массу. Фазовый анализ порошка субоксида Магнели установлен с помощью измерений методом рентгеновской дифракции и был таким:
Распределение частиц по размерам измерено на приборе Malvern Mastersizer и было таким:
100 об.% ниже 300 микрометров,
95 об.% ниже 150 микрометров,
90 об.% ниже 125 микрометров,
50 об.% ниже 85 микрометров,
10 об.% ниже 40 микрометров.
Данную густую массу равномерно распределяли в пресс-форме, которая была предварительно нагрета до 75°С. Равномерное распределение важно для достижения однородной проводимости по лицевой стороне пластины. Лабораторная пресс-форма относится к типу "оконной рамы" и состоит из двух плит и рамы. Полость пресс-формы имеет площадь 149×109 мм (0,01624 м2) и, следовательно, будет давать пластины данного размера. Объем густой массы был достаточным для получения пластины толщиной примерно 1,5 мм. Два установочных штифта в диагональных углах использовали для того, чтобы установить по месту различные части пресс-формы. Имеются распорные рычаги для повторного открытия пресс-формы с целью извлечения изготовленной детали после завершения формования.
Пресс-форма может быть предпочтительно обработана соответствующим агентом, облегчающим выемку изделий из пресс-формы, таким как Frekote 770NC®. Пресс-форму закрывали и помещали в пресс, нагретый до 75°С. Пресс-форму сначала прессовали при 70 кН (1137 Па) в течение 5 секунд, а затем 100 кН (1625 Па) в течение 25 минут. Пресс-форму отрывали и извлекали полученную пластину. Любые выбросы удаляли металлическим шпателем.
Поверхность пластины очищали с помощью пескоструйной обработки в воздуходувной камере, такой как Gyson Formula F1200®. Пескоструйный аппарат питали воздухом при давлении 0,8 МПа. В качестве рабочей среды для пескоструйной обработки использовали оксид алюминия, хотя другие условия пескоструйной обработки и другие способы очистки несомненно будут давать удовлетворительные результаты. Пескоструйную обработку проводили вручную до тех пор, пока вся поверхность не становилась равномерно матово серой по цвету. Испытания методами сканирования поверхностного импеданса показали, что проведенная таким образом пескоструйная обработка дает пластину с очень однородным поверхностным импедансом. Поверхность пластины также может быть дополнительно модифицирована с помощью таких технологий как коронный разряд или с помощью применения плазмы.
Затем на обе плоские поверхности пластины наносили отдельный элемент-разделитель, включающий в себя решеточный шаблон, сформированный из непроводящего и кислотоустойчивого материала, такого как акрилонитрилбутадиенстирол (АБС) или отвержденная эпоксидная смола, для обеспечения рельефной решетки на любой поверхности. В данном примере эта решетка покрывает центральную область 136×96 мм пластины. Решетка пластин не простиралась до периметра пластины, обеспечивая фланец для уплотнения. Размеры решетки могут быть изменены путем изменения геометрической формы пресс-формы, и, таким образом, разные объемы активного пастообразного материала будут наноситься на пластины регулируемым образом.
Затем испытывали проводимость пластины и нашли ее составляющей в диапазоне 1-2 См·см-1. В данном примере плотность готовой пластины была примерно 2,2 г·см-3. Более высокие давления прессования дают более высокие уровни проводимости. Таким образом, предпочтительный диапазон плотностей для готового продукта составляет от 1,8 до 2,4 г·см-3 или выше.
Пластины пастировали активным материалом и собирали в батареи, как описано ниже. Они удовлетворяли всем вышеуказанным критериям.
Лучшие результаты получали, если сначала на плоскую поверхность пластины до адгезии разделителя наносили тонкий металлический слой. Этот слой может быть из чистого свинца или из свинцовых сплавов (например, с сурьмой, барием, висмутом, кальцием, серебром, оловом, теллуром) и может быть нанесен целым рядом способов, таких как гальванопокрытие, ионное распыление, термическое испарение и осаждение, химическое осаждение из газовой фазы, дробеструйная обработка свинцом или свинцовым сплавом, плазменное или термическое напыление или непосредственное нанесение тонкой металлической фольги в прессующей пресс-форме. Может быть рассмотрено более широкое множество сплавов, чем в настоящее время доступно инженеру в области свинцово-кислотных аккумуляторных батарей, где данные сплавы должны не только соответствовать коррозионным условиям, но также и критериям прочности и способности быть изготовленными в виде металлических решеток. Один обычный способ нанесения промежуточного слоя в лаборатории представляет собой гальванопокрытие следующим образом:
Одну сторону фланцев окрашивали заделочным лаком, таким как Lacomit® от HS Walsh & Sons Ltd. Пластину затем уплотняли резиновым кольцевым уплотнением на дне пластиковой гальванической ванны, заделанным фланцем вверх. Полосу металлического свинца припрессовывали к другой стороне фланца, обеспечивая электрическое соединение. При нанесении гальванопокрытия на ту сторону, которая будет использоваться в качестве положительной, в гальваническую ванну заливали примерно 500 мл электролитического раствора, такого как 27%-ная свинец/олово метансульфоновая кислота, содержащего пусковую добавку, такую как Circamac HS ST6703 (оба материала поставляются MacDermid Canning Ltd). Свинцовый анод высокой чистоты использовали в качестве противоэлектрода. На пластины лабораторного размера подавали ток 0,5 А в течение 7 часов, который осаждал приблизительно 10 г сплава, состав которого был приблизительно 6:94 олово:свинец.
Нанесение гальванопокрытия на отрицательную сторону было аналогичным, за исключением того, что электролитический раствор представлял собой свинецметансульфоновую кислоту (Circamac HS ST6703). Подавали ток 0,5 А в течение приблизительно 3 часов, который осаждал примерно 5 г металлического свинца.
Могут быть использованы и другие электролитические растворы, такие как растворы на основе фтороборной кислоты. Процесс гальванопокрытия также может включать в себя применение, помимо прочего, "дисперсных частиц", таких как диоксид титана, для получения более шероховатой поверхностной отделки для лучшего сцепления с наносимой впоследствии пастой.
Подстройки тока электроосаждения и другие добавки также могут выгодно влиять на поверхностную морфологию этого слоя.
После гальванопокрытия пластины удаляют из гальванической ванны и тщательно промывают дистиллированной водой. Заделочный лак удаляют ацетоном.
Другой обычный способ нанесения металлов представляет собой прямое нанесение тонкой металлической фольги в прессующей пресс-форме. Например, фольгу из сплава свинца с двумя процентами олова толщиной 50 мкм помещают на дно предварительно нагретой пресс-формы и распределяют на ней смесь смолы и порошка. Вторую фольгу помещают поверх распределенного материала перед тем как закрывают пресс-форму и отверждают смолу, как описано выше. На этой стадии металлический слой, вне зависимости от того, нанесен ли он гальванопокрытием, прямым припрессовыванием фольги, плазменным или пламенным напылением, ионным распылением, химическим осаждением из газовой фазы или любым другим способом, может быть активирован путем его промывки в концентрированной серной кислоте непосредственно перед пастированием. Особенно подходящий способ формования пластины со слоями фольги описывается ниже.
В другом варианте осуществления изобретения либо непосредственно на подложку, либо после того как нанесен металлический слой, может быть нанесен слой диоксида свинца или диоксида олова (соответствующим образом легированного, например, сурьмой для увеличения проводимости) с помощью таких способов как анодное гальванопокрытие, ионное распыление, химическое осаждение из газовой фазы и им подобные процессы. Такой слой предпочтительно наносят на положительную сторону биполярного электрода.
В производстве свинцово-кислотных аккумуляторных батарей хорошо известно, что определенный низкий уровень коррозии электрода из свинца или свинцового сплава улучшает адгезию активной пасты (в частности, положительной пасты) к электроду. Однако в случае описанного промежуточного слоя, если скорость коррозии слишком высока, то промежуточный слой может быть полностью израсходован, особенно при условиях глубокой разрядки или сильной перезарядки свинцово-кислотной аккумуляторной батареи. Один аспект данного изобретения заключается в обеспечении промежуточного слоя с различными областями, некоторые из которых являются сильно корродирующими (которые дают хорошую адгезию пасты), а другие области более устойчивы к коррозии (что придает продолжительный срок службы).
Описанный выше способ дает пластины, которые являются номинально плоскими. Однако путем соответствующей модификации геометрической формы пресс-формы могут быть изготовлены пластины с простой и сложной кривизной и разными формами периметра. При сборке в батареи такие пластины будут обуславливать соответствующую форму законченной батареи, позволяя ей более удобно устанавливаться, например, в панели кузова транспортного средства.
Пример 2
Описанные пластинчатые электроды испытывали перед нанесением какого-либо металлического слоя или активной аккумуляторной пасты, чтобы подтвердить отсутствие невидимых микропор сквозь пластину, которые позволяли бы ионным частицам (таким как Н+, ОН-, SО4 2-) мигрировать сквозь пластину. Подходящая испытательная ячейка, которая очень близко моделирует процессы, которые происходят в батарее, показана на сопровождающей Фиг. 9. Пластину устанавливали так, как если бы она была диполем, в ячейке на 4 В, которая также содержит полностью пастированный, отвержденный и заряженный положительный монополярный электрод и аналогичный отрицательный монополярный электрод. Они предпочтительно представляют собой свинцовые решетки обычного типа. Между данной пластиной и монополярными электродами обычным образом помещали 30%-ую серную кислоту. К монополярным электродам подключали регулятор напряжения, поддерживая напряжение на испытываемой пластине (измеряемое двумя идентичными электродами сравнения в кислоте с обеих сторон испытываемой пластины) равным 2,6 В, которое выбирали в качестве максимума, который будет прикладываться к биполярному электроду свинцово-кислотной аккумуляторной батареи при нормальной работе. Протекающий ток записывали.
Авторы обнаружили, что обычный наблюдаемый ток первоначально составляет примерно 0,3 А·м-2. Он сохраняется очень постоянным на протяжении длительных периодов (месяцев), когда пластина изготовлена согласно описанному выше с предпочтительной эпоксидной смолой. В случае с другими смолами возможно, что, хотя измеряемый ток начинается низким, он растет на протяжении нескольких дней или недель на несколько порядков величины. Это означает, что некоторые смолы корродируют или иным образом ухудшаются кислотой при высоких потенциалах окисления и восстановления, и что возникает ионная пористость. Такой состав пластины непригоден для электродов биполярной батареи, и это подтверждает, что при использовании вышеописанного испытания специалисты в данной области техники будут способны определить, какие смолы лучше всего использовать в данном изобретении.
Пластинчатые электроды могут иметь фланец, отформованный из смолы, которая свободна от порошка субоксида. Это снизит стоимость пластины, но по-прежнему обеспечит эффективное уплотнение. Это применимо к электрохимическим ячейкам (химическим источникам тока) в целом, включая биполярные свинцово-кислотные аккумуляторные батареи, к другим типам батарей и к топливным элементам, окислительно-восстановительным ячейкам аккумулирования энергии и им подобным.
Вышеуказанное не ограничивается такими проводящими частицами как субоксиды титана, хотя известно, что они очень устойчивы к коррозии, когда изготавливаются согласно описанию патента США 5173215, что требуется для применения в электродах свинцово-кислотной аккумуляторной батареи. Также могут быть использованы другие проводящие частицы, такие как легированные ниобием оксиды титана, оксиды вольфрама, оксиды ниобия, оксиды ванадия, оксиды молибдена и оксиды других переходных металлов как в стехиометрической, так и в нестехиометрической формах. Является преимуществом, чтобы электроды с хорошей проводимостью могли быть изготовлены из мелкозернистых материалов с относительно низкой проводимостью или при меньшей доле относительно дорогих мелкозернистых материалов.
Также здесь описывается способ изготовления и, в частности, способ быстрого формования термоотверждаемых композиций с образованием формованных изделий.
В заявке на патент РСТ/GВ02/00230, опубликованной 25 июля 2002 г. под № WО 02/058174, описывается и заявляется электрод для батареи, содержащий формованное, по существу беспористое тело из отвержденной смолы и с электрическими путями, задаваемыми контактирующими проводящими частицами. Подразумевается, что с помощью данной ссылки полностью все раскрытие той заявки включено сюда. В одном варианте осуществления электрод существует в плоской форме, т.е. является пластиной. Раскрыты различные способы изготовления, включая изготовление путем прессования термоотверждаемой или термореактивной композиции в нагретой пресс-форме. В одном раскрытом способе слои тонкой металлической фольги помещают в пресс-формы, добавляют композицию и накладывают верхнюю фольгу, затем пресс-форму закрывают и прикладывают давление. Отформованную деталь затем извлекают.
Чтобы максимизировать скорость, с которой такие детали могут быть отформованы, предпочтительно иметь инструмент с пресс-формой, работающий при высокой температуре, чтобы снизить время отверждения. При нагреве до высоких температур вязкость композиции смола/отвердитель снижается за несколько секунд, и композиция начинает превращаться в гель за еще несколько секунд.
Следовательно, требуется быстрый и удобный способ введения слоев металлической фольги и композиции в полость пресс-формы.
Способ подачи композиции в полость пресс-формы таким образом, что пресс-форма может быть быстро закрыта с тем, чтобы минимизировать и предотвратить проблемы, возникающие от преждевременного отверждения в высокотемпературной пресс-форме, описывается ниже. Также описывается способ, который касается быстрого удаления формованного изделия с тем, чтобы максимизировать работоспособность и производительность пресса.
Способ изготовления изделия, содержащего термоотверждаемую композицию с металлической фольгой или неметаллическим листом на одной или более сторонах, включает в себя:
- продвижение емкости, содержащей термоотверждаемую композицию, в полость нагретой и открытой пресс-формы, причем эта емкость имеет отрытое дно, первую фольгу или лист, закрывающие открытое дно емкости;
- удаление данной фольги или листа, чтобы вызвать размещение термоотверждаемой композиции в полости открытой пресс-формы;
- необязательное наложение второй фольги или листа, чтобы закрыть контейнер;
- закрытие полости нагретой пресс-формы и приложение давления для формования изделия и обеспечение периода времени для отверждения композиции; и
- извлечение формованного изделия из пресс-формы.
В данном способе применяют колодку из множества частей для выполнения любых двух, трех или четырех из этих этапов, причем данная колодка содержит первую часть, чтобы обеспечить емкость для размещения композиции, и вторую часть, чтобы закрывать открытый верх данной емкости, и третью часть, чтобы извлекать формованное изделие из пресс-формы.
Данный способ особенно подходит для формования в целом плоских изделий со слоями фольги или листами, нанесенными на одну или более их основных сторон.
Обращаясь теперь к Фиг. от 1 до 6, колодка J содержит тело, изготовленное из легкого металла, такого как алюминий или любой другой материал, подходящий для рабочей температуры примерно 200°С. Легкий материал является предпочтительным, чтобы с колодкой было легче обращаться оператору или роботизированному устройству, и она имеет до трех частей или зон. Они представляют собой рамку 1 контейнера, чтобы принимать открытый контейнер, необязательный аппликатор 2 крышки из фольги или листа и необязательное поднимающее устройство 3.
На ведущем конце L колодка содержит открытую рамку 1, которая отчасти меньше, чем размер полости С пресс-формы М. Рамка имеет открытое дно 4. По периферии нижней стороны рамки расположены отверстия 5, к которым может подаваться вакуум изнутри рамки. Если требуется, чтобы данная часть была больше, или же фольга является тяжелой, то в центре рамки может подаваться дополнительный вакуум за счет наличия промежуточных элементов рамки, оборудованных присутствующими вакуумными трубками. Следовательно, такая рамка может быть использована для подъема и переноса фольги или листа F1 на своей нижней стороне. На нижней стороне колодки может присутствовать прорезь 6 для образования пространства между рамкой 1 и необязательным аппликатором 2 крышки. Присутствие фольги или листа F1 закрывает дно отверстия рамки и фактически превращает рамку в открытый сверху контейнер или сосуд V для приема отмеренной аликвоты композиции 7 термоотверждаемой смолы и порошка. Данная композиция может быть распределена по площади рамки с помощью скребка или чего-либо подобного, или, в случае умеренно свободнотекущего порошка, с помощью встряхивания или вибрации, или может равномерно распределяться с помощью воронкообразной конструкции, возможно с широким носиком, передвигаемым над соответствующей областью контейнера.
Фольга может быть сделана из свинца или свинцового сплава, никеля или никелевого сплава, или же по меньшей мере одна из фольг содержит металл из группы платины, золота, серебра, палладия, родия, иттрия, иридия, рутения, цинка, осмия, рения, тантала, висмута, сурьмы, олова, ванадия, кобальта, церия, алюминия, титана, меди, индия или любого их сплава. В качестве варианта фольгу заменяют листом, таким как бумажная наклейка или слоистая структура из различных металлов, например свинца и меди или никеля, или их сплавов. В другом варианте фольгу заменяют бумажной наклейкой. Это может иметь несколько преимуществ, например для измерения проводимости отвержденной матрицы нежелательно иметь покрывающую фольгу.
Необязательный аппликатор 2 крышки также имеет вакуумные отверстия, непоказанные, чтобы удерживать крышку F2 из фольги или листа на его нижней стороне, и может быть отделен прорезью 8 от необязательного поднимающего устройства 3. Аппликатор крышки может использоваться для того, чтобы помещать вторую фольгу или лист поверх композиции термоотверждаемой смолы в полости пресс-формы.
Необязательное поднимающее устройство 3 (не показано в сечении) также снабжается вакуумом и может быть преимущественно использовано для подъема и удаления любой ранее законченной детали из пресс-формы в начале каждого цикла. Также могут быть использованы другие способы извлечения данной детали, такие как извлекающие штифты.
Быстрая загрузка полости происходит следующим образом: в рамке 1 создается вакуум посредством отверстий 5 с тем, чтобы прижать фольгу или лист F1 к рамке 1 колодки J. Добавляется отверждаемая композиция 7. Секция аппликатора крышки колодки 2 перемещается в положение, где она аналогично загружается фольгой или листом F2. Возможно, что обе фольги или оба листа могут быть загружены перед тем как композиция загружается в контейнер, образуемый рамкой 1 и фольгой или листом F2.
Будучи загруженной таким образом колодка J перемещается до тех пор, пока поднимающее устройство 3 не окажется рядом с открытой и предварительно нагретой полостью, которая содержит ранее отвержденную деталь, которая прикрепляется к 3 с помощью вакуума, после чего колодка поднимается вертикально, чтобы удалить законченную деталь из полости пресс-формы. Рамка 1 со своей фольгой или листом F1, содержащая данную композицию, подходит и размещается в полости С или на близком расстоянии над полостью С нагретой пресс-формы М. Непоказанные направляющие штифты могут быть использованы для того, чтобы точно разместить рамку 1, или же предпочтительно роботизированное устройство может быть запрограммировано так, чтобы удерживать колодку J и гарантировать точное размещение. Затем вакуум спускают, так что фольга или лист и термоотверждаемая композиция остаются в полости С по мере того как рамка 1 поднимается вертикально. Колодка J затем быстро перемещается (влево, как показано) до тех пор, пока аппликатор 2 крышки, предварительно загруженный второй фольгой или листом F2, не подойдет к полости, и вакуум в нем спускается. Фольга или лист F2 падает на контейнер V. Аппликатор 2 поднимается вертикально, оставляя вторую фольгу или лист F2 поверх композиции 7. Колодка перемещается в сторону, так что инструмент, вмещающий пресс-форму М, может быть закрыт. Время между тем моментом, когда термоотверждаемая композиция размещена в нагретой полости, и тем моментом, когда полость закрыта и приложено давление, при данном способе может быть таким коротким, как примерно 3 секунды, и не больше чем 10 секунд, гарантируя, что влияние преждевременного отверждения минимизируется. Во время периода закрытой пресс-формы смола разжижается и течет к концам полости. Предпочтительно образуется некоторый выброс, чтобы гарантировать, что полость С полностью заполнена, и для этой цели в пресс-форме могут быть предпочтительно сконструированы карманы для выброса. Полость может предпочтительно иметь слегка выступающие структуры 9 уплотнения смолы (смотри Фиг. 4) в частях пресс-формы, чтобы ограничивать возможное затекание жидкой смолы за концы фольги или листа во время отверждения.
Во время периода отверждения колодка J может предпочтительно перемещаться в положение откладывания ранее отвержденной детали для конечной отделки и дополнительной обработки при необходимости, рамка 1 и аппликатор 2 крышки затем перемещаются на участок загрузки и перезагружаются фольгами или листами и композицией. Когда время отверждения истекло, инструмент открывается. Сразу после этого данный цикл начинается снова, как описано выше.
При времени отверждения в 30 секунд и 7 секунда на загрузку и разгрузку пресс-формы один единственный многоосевой робот и колодка могут обслуживать 4 пресса и изготавливать детали со скоростью 1 штука за 9ј секунд.
Затем к одной или обеим плоским поверхностям могут прикрепляться решеточный шаблон и/или периферийный элемент-разделитель.
Применение данного способа в данном изобретении не ограничивается использованием вышеописанного варианта осуществления. Части колодки могут быть раздельными. Фольга или лист F1 могут быть того же размера, как и полость; в некоторых случаях предпочтительно они могут быть меньше (например, меньше на несколько миллиметров), чем размер полости. Вторые фольга или лист F2 могут быть немного меньше, чем первые фольга или лист F1, и в этом случае вторые фольга или лист F2 могут быть размещены поверх композиции в рамке 1, как показано на Фиг. 3b.
Колодка J также может нести сопла для периодического нанесения агента, облегчающего выемку изделий из пресс-формы, или щетки для периодической очистки полости пресс-формы.
В другом способе вторые фольга или лист F2 могут подниматься с помощью вакуумной системы второй части колодки J - способом, аналогичным первым фольге или листу на части 1, но в этом случае для части 2 не требуется представлять собой рамку. Часть 2 (см. Фиг. 3) аналогичным образом имеет немного меньший размер, чем размер загружаемой полости.
В одном варианте в полость пресс-формы может быть также загружена предварительно отформованная пластиковая рамка с помощью части 1 колодки J вторым действием после подъема первых фольги или листа F1. Это потребует применения дополнительной вакуумной системы, а также совместной полости для приема предварительно отформованной пластиковой рамки в по меньшей мере одной части полости пресс-формы. Предварительно отформованная пластиковая рамка может содержать другие признаки, такие как отверстия и клапаны, которые будут важны в том случае, если в биполярной электрохимической ячейке или батарее следует использовалась такую законченную деталь.
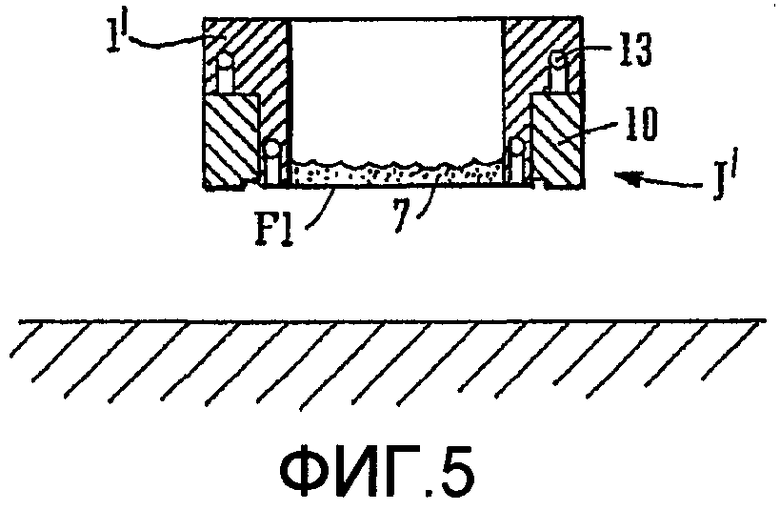
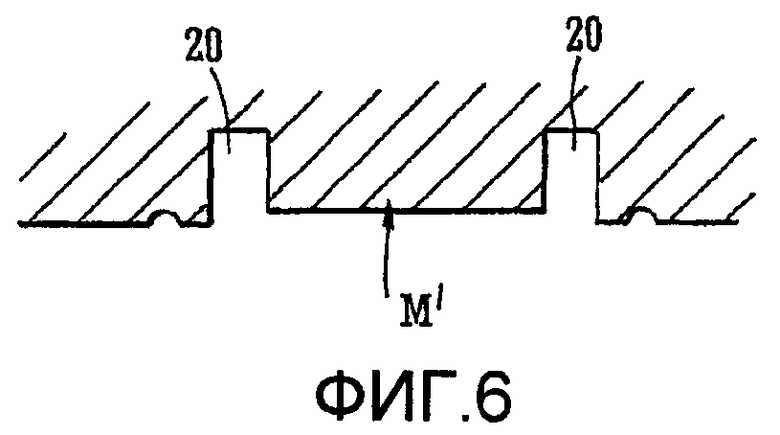
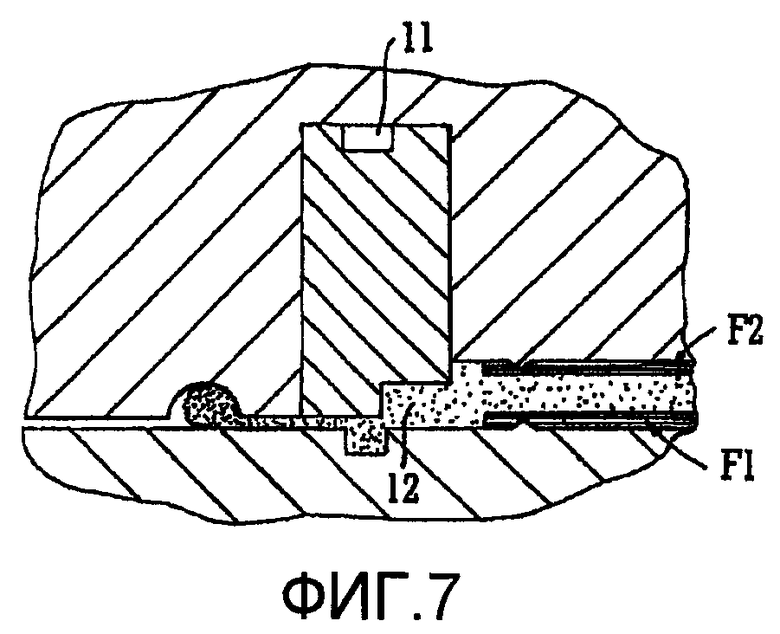
Фиг. 5 показывает конструкцию, при которой дополнительная вакуумная система 13 используется в части 1 колодки J с тем, чтобы удерживать предварительно отформованную пластиковую деталь-рамку 10. Когда часть 1 колодки J подводят к полости пресс-формы, как описано выше, оба вакуума спускают, закладывая фольгу или лист F1, термоотверждаемую композицию и предварительно отформованную рамку 10 в полость. После необязательного размещения вторых фольг или листа F2 прижимают ответную часть пресс-формы (Фиг. 6), закрывая полость. Фиг. 7 показывает подробно, как закрытая пресс-форма, обе фольги или оба листа, термоотверждаемая композиция и предварительно отформованная рамка будут выглядеть в разрезе в то время как прикладываются тепло и давление. Фиг. 7 также иллюстрирует необязательную возможность признака-выступа, отформовываемого в термоотверждаемой композиции, который имеет ответный признак-выемку в предварительно отформованной рамке, чтобы облегчить сборку многоэлементной электрохимической ячейки или батареи.
В данном изобретении пластину предпочтительно формуют изначально в виде гладкой пластины "без поверхностных признаков" и затем снабжают отдельным разделителем, который может включать в себя решеточный шаблон. Разделитель фиксируют на изначально гладкой пластине с помощью клея (например, эпоксидной смолы) или других подходящих средств. Разделитель образует шаблон, который намечает, где будет наноситься паста, и помогает удерживать ее на месте. Решеточный шаблон (или что-либо подобное) может наноситься на пластину, отформованную с помощью способов, описанных здесь со ссылкой на Фиг. с 1 по 8. Фиг. 10 показывает пластину с решеточным шаблоном, который была образован с помощью процесса формования с последующей адгезией к плоской поверхности пластины.
Обращаясь к Фиг. 11А и 11В, там показан электрод по изобретению 30, содержащий плоскую пластину 31 без поверхностных признаков, образованную из проводящих частиц (например, субоксида титана) в основе (например, термореактивной смоле), на основные поверхности которой может быть нанесен металлический слой.
В соответствии с изобретением непроводящий периферийный элемент-разделитель 32 был нанесен на обе основные поверхности, задавая пару выемок 33 для удерживания проводящей пасты.
Элемент-разделитель 32 может содержать сегменты или ветви, задавая ячейки, как в случае электрода по Фиг. 10. Элемент 32 может быть расположен внутри одного или более из наружных краев основной поверхности или поверхностей пластины 31.
Электрод может иметь разные шаблоны на любой стороне, например решетку на одной стороне и элемент-разделитель на другой.
Предпочтительный диапазон высоты элемента-разделителя 32 и/или решетки составляет между 0,1 мм и 8 мм или, что даже лучше этого, между 0,3 мм и 3 мм. Высота решеточного шаблона, показанного на Фиг. 10, равна 1 мм. Следует подчеркнуть, что рассматриваемое здесь изобретение включает в себя все признаки электродов, пластин, способов и средств, описанные здесь ранее, при применении в сочетании с признаком изготовления пластины в виде «гладкого» и/или лишенного поверхностных признаков предмета и прикрепления к ней изначально отдельного рельефного шаблона, такого как элемент-разделитель или решетка, или тому подобный шаблон.
Элемент-разделитель 32 и/или решетка могут быть выполнены с размерами, позволяющими удерживать различные объемы пасты прилегающими к разным областям пластины 31.
Решетка не обязательно задает регулярный (правильный) массив ячеек и/или не обязательно простирается на большую часть лицевой стороны пластины.
Изобретение также включает в себя изготовление элемента-разделителя, который может включать решеточный шаблон, и присоединение этого элемента к пластине непосредственно во время процесса формования. Шаблон, показанный на Фиг. 10, может быть изготовлен с помощью этого процесса и может иметь такие же размеры.
Например, разделитель (например, включающий решеточный шаблон) может быть отформован с прикрепленной к нему металлической фольгой и как целое использован в способе, описанном в связи с Фиг. с 1 по 8.
Форма шаблона будет определяться применением изготавливаемого электрода. Например, если электрод предназначен для применения в высокоциклических режимах (включающих много событий разрядки), вероятно использование наносимого решеточного шаблона, имеющего множество ячеек для того, чтобы ограничить эффекты разбухания и сжатия пасты.
Также было обнаружено, что введение рельефного шаблона, например элемента-разделителя, решеточного шаблона или тому подобного, может приводить к увеличению жесткости лишенной поверхностных признаков пластины, тем самым увеличивая прочность.
Пластина может иметь некоторые поверхностные признаки, предусмотренные вокруг ее периферии, такие как признак в виде периферийного выступа (как показано на Фиг. 7).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ АККУМУЛЯТОРА | 2002 |
|
RU2295803C2 |
| ЭЛЕКТРОД И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2497239C2 |
| ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД И ЩЕЛОЧНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ, СОДЕРЖАЩАЯ ЕГО | 2018 |
|
RU2691974C1 |
| Биосовместимые перезаряжаемые элементы питания для биомедицинских устройств | 2015 |
|
RU2628772C2 |
| ТЕРМООТВЕРЖДАЮЩАЯСЯ КОМПОЗИЦИЯ ЭПОКСИДНОЙ СМОЛЫ И ПОЛУПРОВОДНИКОВОЕ УСТРОЙСТВО | 2009 |
|
RU2528849C2 |
| ЭЛЕКТРОД И ЭЛЕКТРИЧЕСКОЕ АККУМУЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СВИНЦОВО-КИСЛОТНОЙ СИСТЕМЫ | 2011 |
|
RU2585240C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ БИОСОВМЕСТИМЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОМЕДИЦИНСКИХ УСТРОЙСТВ, СОДЕРЖАЩИХ МНОГОСЛОЙНЫЕ КОМПОЗИТЫ И ОСАЖДЕННЫЕ РАЗДЕЛИТЕЛИ | 2015 |
|
RU2670422C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОСОВМЕСТИМЫХ УСТРОЙСТВ, СОДЕРЖАЩИХ МНОГОСЛОЙНЫЕ КОМПОЗИТЫ И ОСАЖДЕННЫЕ РАЗДЕЛИТЕЛИ | 2015 |
|
RU2631333C2 |
| СПОСОБЫ ФОРМИРОВАНИЯ БИОСОВМЕСТИМЫХ ПЕРЕЗАРЯЖАЕМЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОМЕДИЦИНСКИХ УСТРОЙСТВ | 2015 |
|
RU2675797C2 |
| УСТРОЙСТВО АККУМУЛИРОВАНИЯ ЭЛЕКТРОЭНЕРГИИ И ЕГО ЭЛЕКТРОД | 2010 |
|
RU2554100C2 |
Изобретение относится к электродам для применения в электрохимической ячейке или батарее, например биполярной свинцово-кислотной аккумуляторной батарее. Согласно изобретению электрод (30) содержит пластину (31), имеющую основную поверхность, к которой был прикреплен изначально отдельный рельефный шаблон (32) для направления нанесения и/или удерживания пасты электролита, прилегающей к пластине (31). Техническим результатом является высокая плотность мощности и энергии, продолжительный срок службы батареи. 4 н. и 9 з.п. ф-лы, 11 ил.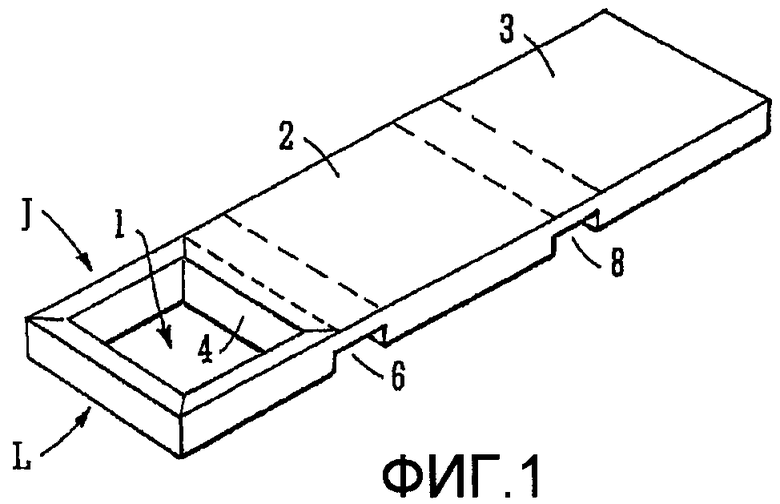
1. Электрод, содержащий пластину, имеющую основную поверхность, содержащую шаблон для направления нанесения и/или удерживания пасты электролита, прилегающей к пластине, отличающийся тем, что этот шаблон содержит прикрепленный к основной поверхности изначально отдельный рельефный шаблон, который простирается до или около периферии основной поверхности, оставляя края пластины открытыми.
2. Электрод по пункту 1, в котором пластина изначально является гладкой, в целом без поверхностных признаков пластиной.
3. Электрод по п.1, в котором пластина содержит формованное, по существу, беспористое тело из отвержденной смолы и с электрическими путями, задаваемыми контактирующими проводящими частицами.
4. Электрод по п.3, в котором проводящие частицы представляют собой частицы субоксида титана.
5. Электрод по любому предыдущему пункту, содержащий металлический промежуточный слой между шаблоном и пластиной.
6. Электрод по п.1, в котором шаблон содержит закраину, расположенную на или около периферии одной или обеих основных поверхностей пластины.
7. Электрод по п.1, в котором шаблон содержит решетку, задающую множество ячеек для нанесения и удерживания электролитной пасты.
8. Электрод по п.1, в котором шаблон образован из непроводящего материала.
9. Электрод по п.8, в котором непроводящий материал выбран из отвержденной эпоксидной смолы или акрилонитрилбутадиенстирола.
10. Химический источник тока, батарея или элемент питания, содержащий(ая) электрод по любому предыдущему пункту.
11. Способ изготовления электрода, содержащий изготовление, по существу, гладкой и/или плоской электродной пластины, имеющей две основные поверхности и периферийные края, и после такого изготовления упомянутой пластины скрепление с ней отдельно изготовленного рельефного шаблона для направления и/или удерживания пасты электролита, причем этот шаблон простирается около или до периферии основной поверхности и оставляет края пластины открытыми.
12. Способ изготовления электрода, охарактеризованного в п.1, содержащий размещение изначально отдельного формованного шаблона в пресс-форме; введение проводящих частиц в эту пресс-форму; формование пластины из проводящих частиц, к которым этот шаблон прикрепляется так, чтобы оставить открытыми края пластины, и при этом шаблон простирается до или около периферии основной поверхности.
13. Способ по п.11 или 12, содержащий размещение металлического промежуточного слоя между рельефным шаблоном и пластиной.
| US 5993494 А, 30.11.1999 | |||
| US 5045170, 03.09.1991 | |||
| WO 0243176 А1, 30.05.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 1997 |
|
RU2133070C1 |
| RU 2052543 C1, 20.01.1996. | |||

