1
Изобретение относится к литейному производству, в частности к оборудованию для изготовления литья по выплавляемым и выжигаемым моделям.
Известны устройства .для обсыпки модельных блоков, состоящие из камеры, соединенной с магистралью сжатого воздуха, опорной металлической сетки, на которую засыпают слой обсыпочного материала. При пропускании сжатого воздуха через пористое дно тонкие струи воздуха увлекают песок, создавая кипящий слой его 4.
Известно также устройство для создания псевдокипящего слоя, включающее ванну и спираль из трубки с отверстиями по всей ее длине, расположенную на дне ванны, один конец которой герметизирован, а другой подсоединенк источнику сжатого воздуха SJ.
Недостатком этих устройств является сложность конструкции и связанная с этим большая трудоемкость, металлоемкость и стоимость изготовления.
Цель изобретения - упрощение конструкции устройства для создания кипящего слоя сьгпучего материала.
Указанная цель достигается тем, что спираль выполнена в вице гибкого металлического шланга с подвижным швом.
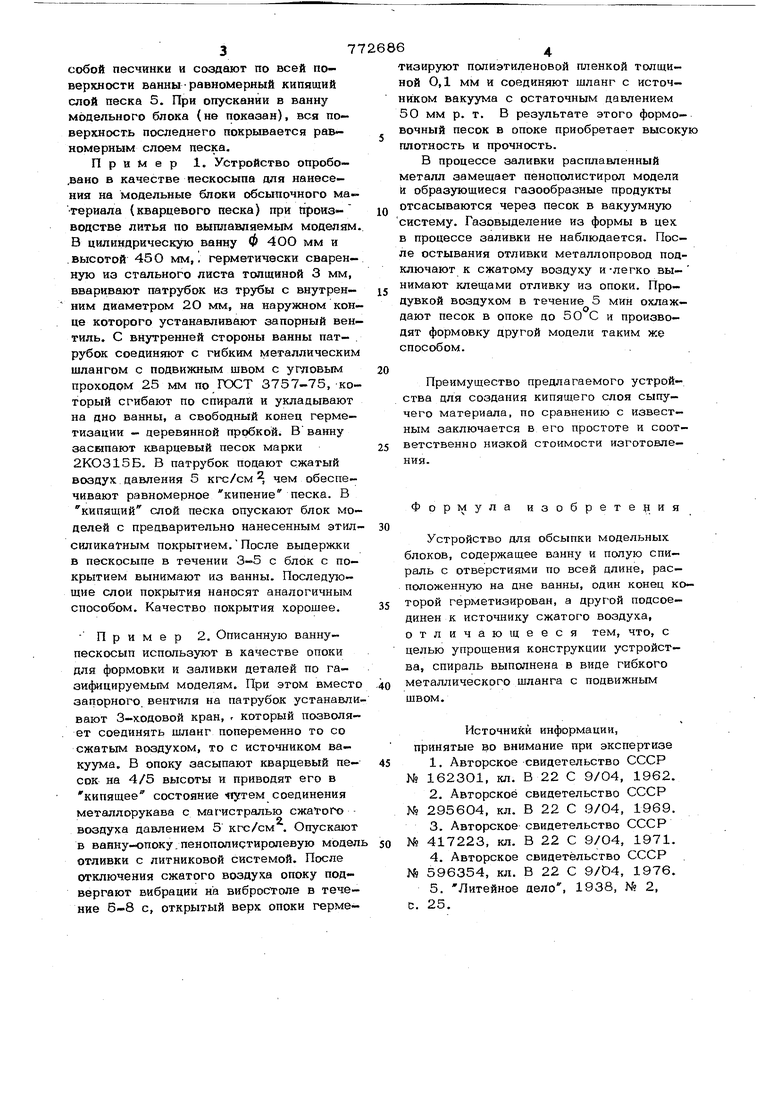
На фиг. 1 показана ванна для нанесения обсыпочного материала; на фиг. 2 - то же, вид сверху.
. Устройство состоит из ванны 1, имеющей патрубок 2, соединенный с одной стороны с источником сжатого воздуха, а с другой - с гибким металлическим шлангом 3 с подвижным швом 3, который расположен на дне ванны в виде спирали и свободный конец которого снабжен.пробкой 4.
Устройство работает следующим образом.
В ванну 1 засыпают песок 5 и соединяют патрубок 2с магистралью сжатого воздуха. Воздух, проходя в зазоры между витками шланга 3, разбивается на тонкие струи, которые увлекают за 37 собой песчинки и создают по всей поверхности ванны равномерный кипящий слой песка 5. При опускании в ванну модельного блока (не показан), вся поверхность последнего покрывается равномерным слоем песка. Пример 1. Устройство опробо.вано в качестве пескосыпа для нанесения на модельные блоки обсыпочного материала (кварцевого песка) при производстве литья по выплавляемым моделям В цилиндрическую ванну Ф 4ОО мм и .высотой 45О мм,; герметически сваренную из стального листа толщиной 3 мм, вваривают патрубок из трубы с внутрен- ним диаметром 2О мм, на наружном кон це которого устанавливают запорный вен тиль С внутренней стороны ванны патрубок соединяют с гибким металлическим шлангом с подвижным швом с угловым проходом 25 мм по ГОСТ 3757-75, -который сгибают по спирали и укладывают на дно ванны, а свободный конец герметизации - деревянной пробкой. Вванну засыпают кварцевый песок марки 2КО315Б. В патрубок подают сжатый воздух давления 5 кгс/см 2, чем обеспечивают равномерное кипение песка. В кипящий слой песка опускают блок моделей с предварительно нанесенным этил силикатным покрытием. После выцерж.ки в пескосыпе в течении 3-5 с блок с покрытием вынимают из ванны. Последующие слои покрытия наносят аналогичным способом. Качество покрытия хорошее. -Пример 2. Описанную ваннупескосып используют в качестве опоки для формовки и заливки деталей по газифицируемым моделям. При этом вместо запорного, вентиля на патрубок устанавли вают 3-ходовой кран,, который позволяет соединять шланг попеременно то со сжатым воздухом, то с источником вакуума. В опоку засыпают кварцевый песок на 4/5 высоты и приводят его в кипящее состояние -путем соединения металлорукава с магистралью сжатого воздуха давлением 5 кгс/см . Опускают в ванну-опоку.пенополидтиролевую модел отливки с литниковой системой. После отключения сжатого воздуха опоку подвергают вибрации на виброст-оле в течение 5-8 с, открытый верх опоки герметизируют псшиэтиленовой пленкой толщиной 0,1 мм и соединяют шланг с источником вакуума с остаточным давлением 50 мм р. т. В результате этого формовочный песок в опоке приобретает высокую плотность и прочность. В процессе заливки расплавленный металл замещает пенополистирол модели и образующиеся газообразные продукты отсасываются через песок в вакуумную систему. Газовыделение из формы в цех в процессе заливки не наблюдается. После остывания отливки металлопровод подключают к сжатому воздуху и-легко вынимают клещами отливку из опоки. Продувкой воздухом в течение 5 мин охлаждают песок в опоке до 50 С и производят формовку другой модели таким же способом. Преимущество предлагаемого устройства для создания кипящего слоя сыпучего материала, по сравнению с известным заключается в его простоте и соответственно низкой стоимости изготовления. Формула изобретения Устройство для обсыпки модельных блоков, содержащее ванну и полую спираль с отверстиями по всей длине, расположенную на дне ванны, один конец которой герметизирован, а другой подсоединен к источнику сжатого воздуха, отл ичающееся тем, что, с целью упрощения конструкции устройства, спираль выполнена в виде гибкого металлического шланга с подвижным швом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 162301, кл. В 22 С 9/04, 1962. 2.Авторское свидетельство СССР № 295604, кл. В 22 С 9/04, 1969. 3.Авторское свидетельство СССР NO 417223, кл. В 22 С 9/О4, 1971. 4.Авторское свидетельство СССР № 596354, кл. В 22 С 9/04, 1976. 5.Литейное дело, 1938, № 2, с. 25.
t - , f , . ;- / (
- vv-v:-w --- - :
( V .:.,. , , - 1 . j - . - . .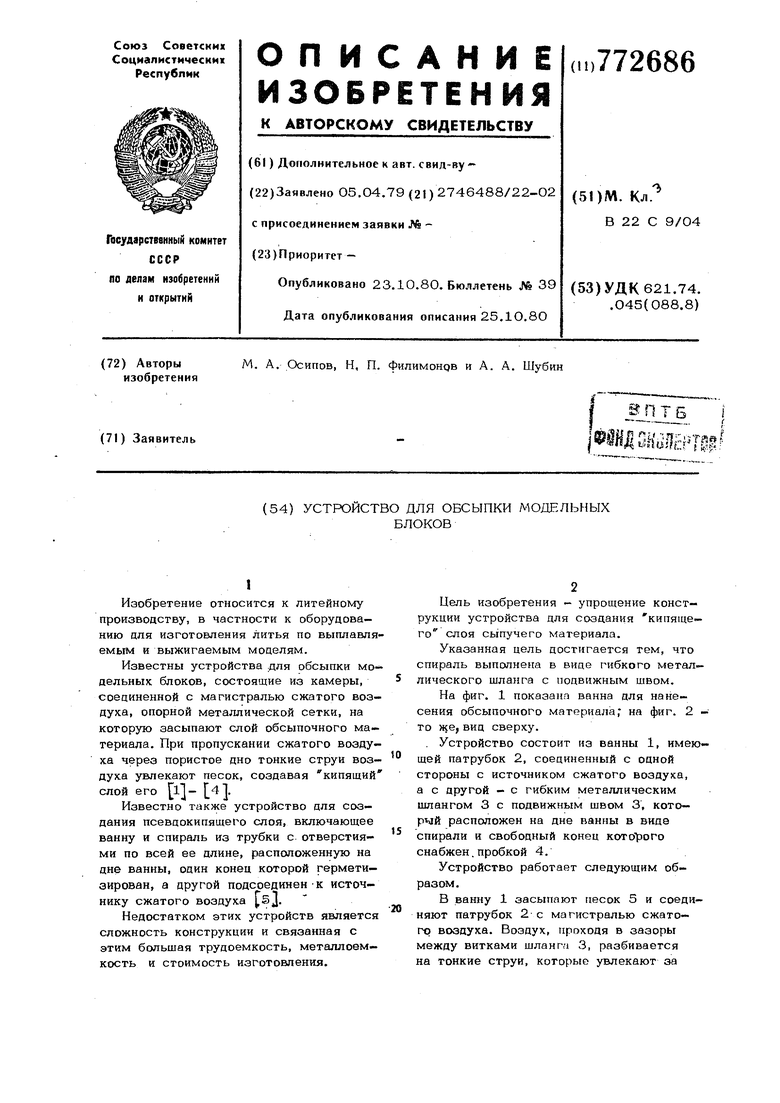
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314891C1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ СЛОЖНОПРОФИЛЬНЫХ ОТЛИВОК | 2013 |
|
RU2529603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
| Способ обсыпки модельных блоков и устройство для его осуществления | 1990 |
|
SU1713716A1 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
. . . «
. 4 ., - -,/
/(.A, . ( ((( (-{( ,ЛУ
, , , , , , X X / xi , V VV VV -71
