Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям.
Известен способ обсыпки, заключающийся в погружении модельных блоков в псевдокипящий обсыпЬчнЫй материал.
Недостатком способа является то, что при погружении модельногоблока со свежёнанесенным слоем покрытия в псевдокипящий рбсыпочный материал пР исходит абразивное истирание слоя покрытия что приводит к уменьшению толщины покрытия особенно на выступающих частях и снижению прочности литейной формы Кроме того, способ требу1ет медленного и плавного погружения и извлечения модельного блока из псевдокипящего материала для исключения поломки моделей, что удлиняет цикл нанесения покрытия.V
Известен злеваторный пескосып, состоящий из камер ы обсыпки модельного блока, элеватора раздаточного бункера с вибрЬситом и манипулятора для перемещения и поворота модельного блока. Способ обсыпки с. использованием устройства заключается в
создании песочного дождя и помещения в него модельного блока с одновременным поворотом, его таким образом, чтобы вся поверхность блока была насцщена песком.
Недостатком пескосыпа является то, что получение равномерного слоя покрытия возможно только на сравнительно небольших и простых модельных блоках. При обсыпке большого и сложного с внутренними полостями и поднутрениями бло.ка получение равномерного покрытия практически невозможно, потому что качественного насыщения огнеупорной обмазки обсыпочным материалом необходимо достаточное время. В то вреМя, как обсыпаемая сторона насыщается песком, находящийся в теневой стороне слой обмазки начинает подсыхать. Кроме того, для обсыпки внутренних полостей необходимо время для дополнительного сложного вращения модельного блока.
Известен способ обсыпки модельных блоков, осуществляемой с использованием известного устройства для обсыпки и заключающийся в том, что сжатый воздух под определенным давлением, достаточным для создвн1 я псевдокипящего слоя, подают через пористую прокладку в камеру обсыпки. Одновременно подают воздух в дополнительную систему подачи, состоящую из вертикальной трубы и соединенных с ней горизонтальных замкнутых по периметру трубок с отверстиями. Воздух, проходя через отверстия горизонтальных трубок, создает псёвдокипение обсыпочного материала. Далее в камеру обсыпки помещают модельный блок.
Известное устройство дли обсыпки Модельных блоков, которое содержит камеру обсыпки, камеру расширения, размещенную между ними пористую прокладку, систему подачи сжатого воздуха в камеру расширения и дополнительную систему подачи сжатого воздуха во внутреннюю полость корпуса, выполненную в виде верти.кальной трубы и соединенных с ней горизонтальных замкнутых по периметру трубок с отверстиями, причем оси отверстий наклонены в трубках относительно горизонтальной плоскости.
Недостаток известного способа и устройства заключается в том, что конструкция устройства и способ предусматривают погружение модельного блока со свеженанёсенным слоем обмазки в псевдокипящий обсыпочный материал, при этом происходит абразивное истирание и уменьшение слоя покрытия из-за плотных скоплений в псевдокипящем слое обсыпочного материала, поэтому для исключения истирания покрытия требуется плавное погружение и извлечение модельного блока из псевдокипящего материала. Кроме того, не исключено абразивное истирание нанесенного покрытия на модельный блок воздушными потоками из отверстий горизонтальных трубок, так как при большой площади рабочего пространства предусмотренное введение в конструкцию бокового наддува воздуха не может обеспечить создания равномерного кипящего обсыпочного материала по всей площади камеры. Все это приводитк снижению качества покрытия и интенсификации процесса обсыпки.
Целью изобретения является повышение качества покрытия и интенсификации процесса обсыпки.
Поставленная цельдостигается тем, что согласно способу обсыпки модельных блоков, включающему установку модельного блока в камеру обсыпки, подачу сжатого воздуха в камеру расширения для создания псевдокипящего слоя обсыпочного матери ала в камере обсыпки и дополнительную подачу сжатого воздуха в камеру обсыпки, в
камере обсыпки дополнительно над поверхностью обсыпочного материала создают аэрОвзвесь и г производят подачу обсыпочного материала на всю поверхность модельного блока посредством инжекции.
В устройстве для обсыпки модельных блоков, содержащем камеру обсыпки, камеру расширения, разделенные пористой прокладкой, систему подачи сжатого воздуха в камеру расширения и дополнительную систему подачи сжатого воздуха в камеру обсыпки, обсыпки снабжена инжекционными патрубками для создания аэровзвеси.:, выходные концы которых р§ положены рядами по высоте камеры обсыпки, а входные концы сообщены с подающими патрубками дополнительной системы посредством фильтрующих элементов.
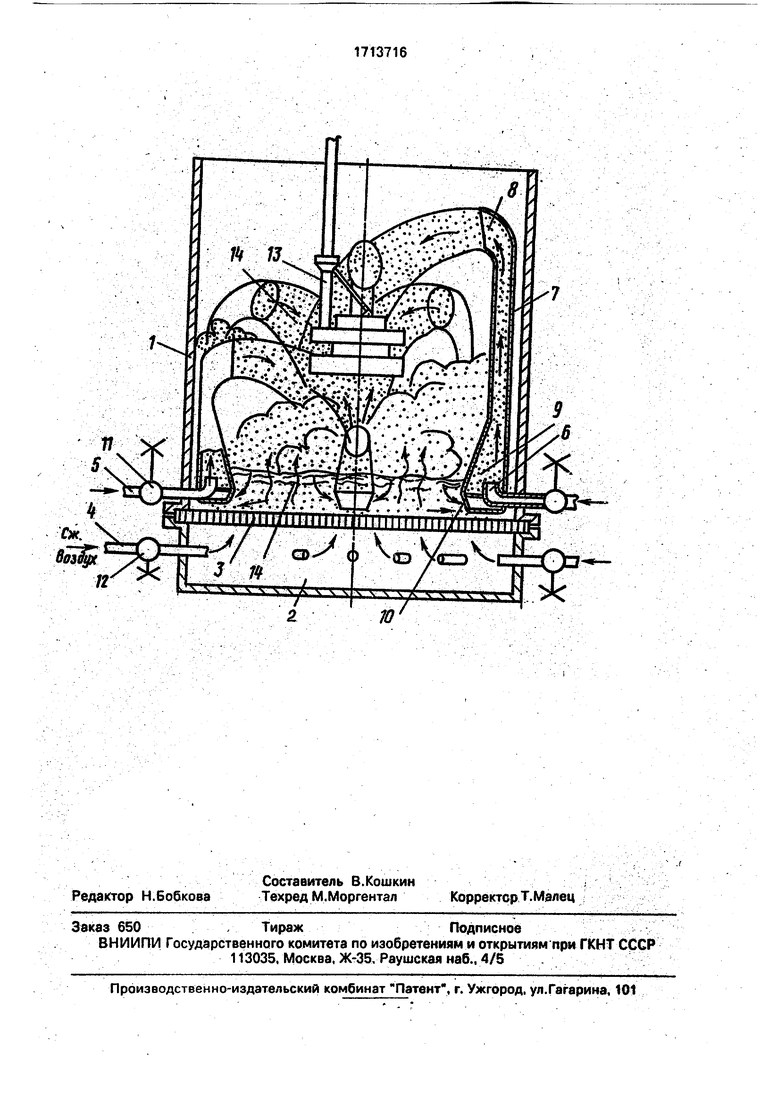
Устройство состоит из камеры 1 обсыпки, камеры 2 расширения и размещенной между ними пористой прокладки 3, системы 4 подачи сжатого воздуха в камеру 2 расширения, дополнительной системы 5 с патрубками 6 для подачи сжатого воздуха во внутреннюю полость камеры 1 обсыпки. Последняя снабжена инжекциЬйными патрубками 7 для создания аэровзвеси выходные концы 8 которых расположены рядами по высоте камеры 1 обсыпки, а входные концы 9 сообщены с подающими патрубками б дополнительной системы 5 посредством фильтрующих элементов 10 для создания инжекции и подачи обсыпочного материала по патрубкам 7 с обеспечением предотвращения попадания комков обсыпочного материала. Системы 4 и 5 подачи сжатого воздуха снабжены устройствами 11 и 12 для регулировки давления и расхода воздуха. Кроме того, показаны модельный блок 13 и обсыпочный материал 14.
..
Устройство работает следующим образом.
В камеру 2 расширения подают сжатый воздух под определенным давлением, который, проходя через пористую Прокладку 3, создает псевдокипящий слой обсыпочного материала в нижней части камерц . Далее через подающие патрубки 6 дополнительной системы 5 и фильтрующие элементы 10 подают сжатый воздух, который путем инжекции захватывает обсыпочный материал 14 и по инжекционным патрубкам 7 подает его в зону обсыпки модельного блока 13. Интенсивность и скорость потоков аэровзвеси обсыпочного Материала 14 на выходе инжекционных патрубков 7 регулируют индивидуально устройствами 11 и 12 систем 4 и 5 подачи сжатого воздуха.
Путем расположения выходных концов 8 инжекционных патрубков рядами по высоте камеры 1 обсыпки в зоне обсыпки образуются хаотически двигающиеся потоки азровзвеси частиц обсыпочнрго материала 14, при дтом скорость потоков за счет встречности направлений взаимно гасится. После этого модельный блок 13 помещают в камеру 1 обсыпки, где в разнонаправленных потоках азровзвеси обсыпочного материала 14 происходит быстрое насыщение песком слоя обм1азки по всей поверхности блока с образованием равномерного покрытия без абразивного истирэния, После обсыпки блок 13 извлекают из камеры 1.
Падаюц е частицы обсыпочного материала 14, попадая в нижнюю часть камеры 1, вновьЕювлекаются в псёвдокипящёе состояние, в результате чего слой обсыпочного материала быстро выравнивается без образования скопления плотных масс в центре и воронок в зоне йнжекционного захвата.
Для улучшения качества покрытия предусмотрены фильтрующие злементы, размещенные в месте сообщения подающих патрубков б дополнительной системы 5с инжекционными П1атрубками 7 для предотвращения попадания комков слипшегося песка в зону инжекции.
Предлагаемый.,способ и устройство для его осуществления по сравнению с известными позволяютСНИЗИТЬ брак литья на 1520% и повысить производительность труда
- ., .:;
путем повышения интенсификации процесса обсыпки на 10-15%,
ф о р м у л а и 3 о б р е т е н и я 1. Способ обсыпки модельных блоков, включающий установку модельного блока в камеру обсыпки, подачу сжатого воздуха в камеру расширения для создания псевдокипящего слоя обсылочного материала в камере обсыпки и дополнительную подачу сжатого воздуха в камеру обсыпки, о т л и ч а ю щи и с я тем. что, с целью повышения качества покрытия и интенсификации процесса обсыпки, в камере обсыпки дополнительно над поверхностью обсыпрчного материала создают азровзвесь и производят подачу обсыпочного материала на всю поверхность модельного блока посредством инжекции.
21. Устройство для обсыпкиМодельных блоков, содержащее камеру обсыпки, камеру расширения, разделенные пористой прокладкой, систему подачи сжатого воздуха в камеру расщирения и дополнительную систему подачи сжатого воздуха в камеру обсыпки, отл ичаю щееся тем, что, с целью повышения качества покрытия и интенсификации процесса обсыпки, камера обсыпки снабжена инжекционными патрубками для создания азровзвеси, выходные концы которых расположены рядами по высоте камеры обсыпки, а входные концы сообщены с .подающими патрубками дополнительной системы посредством фильтрующих злементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обсыпки модельных блоков | 1986 |
|
SU1375401A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Устройство для обсыпки модельных блоков | 1979 |
|
SU772686A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| Устройство для обсыпки модельных блоков | 1976 |
|
SU596354A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| Способ изготовления керамических оболочек | 1985 |
|
SU1353565A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям. Цель изобретения - повышение качества покрытия и интенсификация процесса обсыпки. При обсыпке модельных блоков подачу обсы- почного материала осуществляют на всю Поверхность блока посредством инжекции, посредством расположенных определенным образом инжекционных трубок, свя^ занных с дополнительной системой подачи воздуха. 2 с.п. ф-лы, 1 ил.
