113
Изобретение относится к литейному производству и предназначено, преимущественно, для механизированного изготовления форм с использованием электрофоретического метода формирования оболочки при производстве литья по выплавляемым моделям.
Цель изобретения - повышение про- из водительно сти.
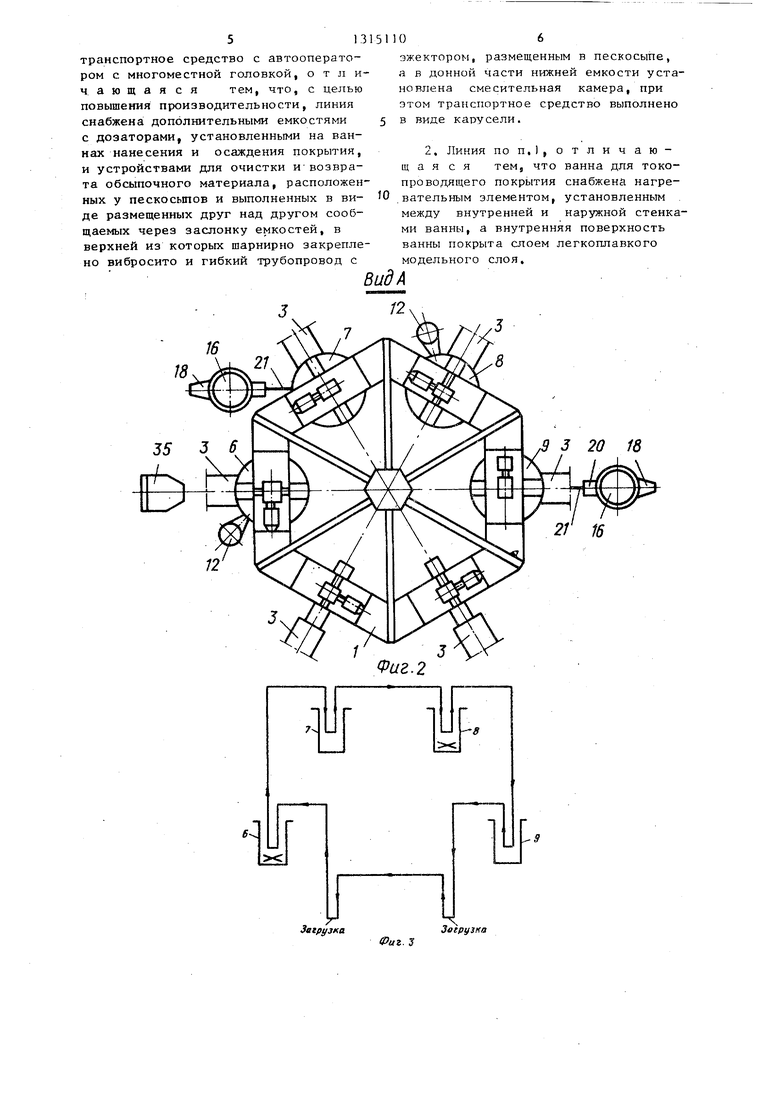
На фиг,1 изображена линия, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - циклограмма работы линии в автоматическом режиме; на фиг.4 - . ванна для токопроводящей суспензии; .на фиг.З - устройство для очистки И возврата обсыпочного материала.
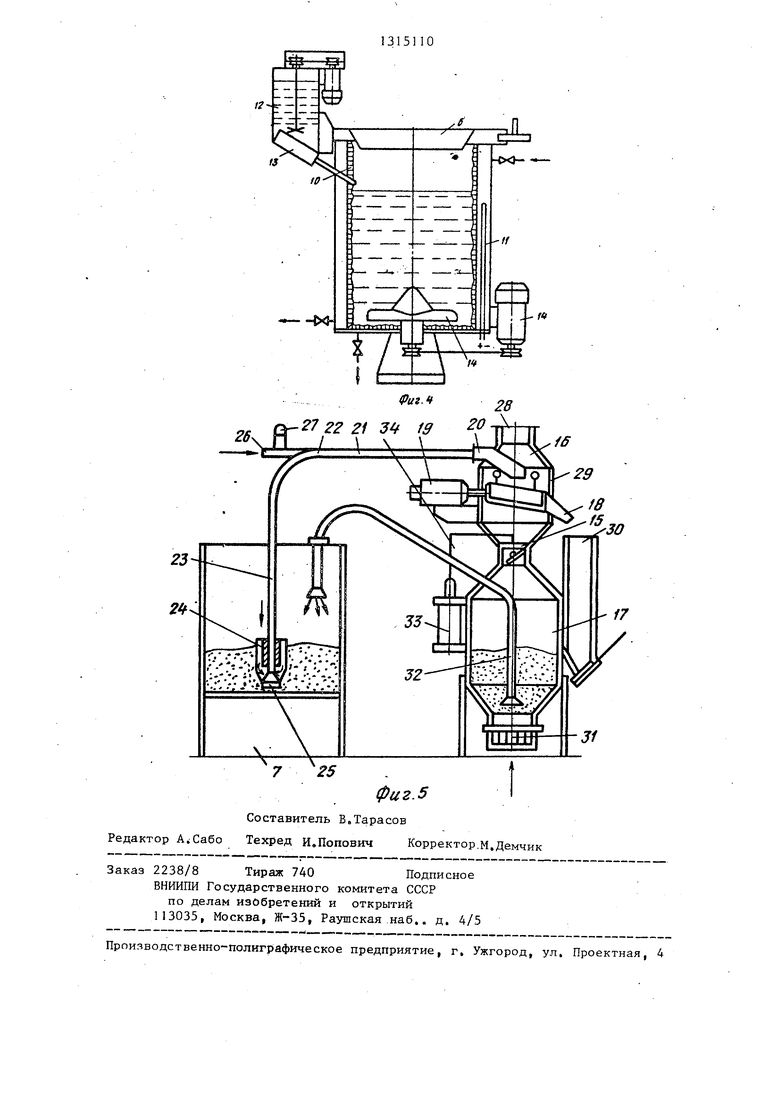
Линия содержит транспортное средство , выполненное в виде карусели 1, которая приводится во вращательное движение приводом 2. В верхней части карусели 1 закреплены шесть автооператоров 3, каждый з которых снабжен многоместной головкой 4 для подвески модельных блоков- 5. По ходу технологического йроцесса на линии расположены ванна 6 для нанесения токрпроводящего покрытия, пескосып 7, ванна 8 для осаждения электрофоретического слоя покрытия и пескосып 9. Над центрами ванны 6 для нанесения токопроводящего покрытия расположены модельные блоки 5. Ванны 6 и 8 выполнены цилиндрической формы. Между внутренней и наружной стенка- ,ми ванн 6 и 8 имеется полость, в которую подается вода под давлением для охлаждения суспензии. На внутренние стенки ванны 6 токопроводящего покрытия дополнительно нанесен слой 10 легкоплавкого модельного состава, а между -ее внутренней и наружной стенками установлен нагревательный элемент 11 для нагрева воды. Над каждой ванной установлена емкость 12 с дозатором 13 для пополнения суспензии в ваннах 6 и 8. Для равномерного перемешивания суспензий ванны 6 и 8 оборудованы перемешивающими устройствами 14, которые размещены в их донной части.
Пескосыпы 7 и 9 предназначены для закрепления в кипящем слое токопроводящего и форетического слоев огнеупорным обсыпочным материалом. Для пополнения пескосыпов 7 и 9 огнеупорным обсыпочным материалом каждый из них дополнительно снабжен устройством для очистки и возврата обсы5110
5
0
5
0
5
0
5
0
5
почного материала, выполненным в виде двух периодически сообщающихся между собой через заслонку.15 ёмкостей: верхней 16 и нижней 17, В верхней емкости 16 щарнирно установлено вибросито 18, которое приводится в колебательное движение вибратором 194 Вибратор 19 установлен с наружной стороны верхней емкости 16, которая через патрубок 20 соединена гиб кой связью 21 с эжектором 22. Эжектор 22 выполнен в виде трубопрово а 23, -,. в нижней части которого имеет ся насадка 24 и гайка 25, а в верхней части - патрубок 26 с дросселем 27 для подсоса воздуха. В, емкости 16 предусмотрены окно 28 для отсоса пыли и окно 29 для выброса отходов крупных фракций в мусоросборник 30. Мусоросборник 30 установлен с наружной стороны нижней емкости 17. В дон ной части нижней емкости 17 располо- ,жена смесительная камера 31, вьтол- ненная в виде цилиндра, разделенного на сектора, к каждому из которых . индивидуально подведен воздух для создания равномерного давления в камере. Над камерой 31 установлен отсасывающий патрубок 32 для перекачивания просеянного материала С наружной стороны емкости 16 симметрично мусоросборнику 30 размещен цилиндр 33. Цилиндр 33 соединен тягой 34 с заслонкой 15, I
Для управления вибратором 16,
цилиндром 32 и регулирования давления в смесительной камере 31 устройство для очистки и возврата обсыпочного материала оборудовано пуско- регулирующей апп.аратурой (не показано) . Пуск линии, осуществляется с пульта 35 управления.
Процесс изготовления форм на линии осуществляется следующим образом,
В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В дозаторы 13 и ванны 6 и 8 запивают суспензию. В пескосыпы 7 и 9 подается сжатый воздух для создания кипящего слоя огнеупорного обсыпочного материала, суспензии в ваннах 6 и 8 перемешиваются. На позиции Загрузка модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управления. Выполнение всех технологических операций при изготовлении форм осу313
ществляется в автоматическом режиме согласно циклограмме (фиг.З).
С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останав ливается над токопроводящей ванной б с суспензией после чего автооператоры 3 начинают движение вниз с одновременным вращением многоместной головки 4. Модельные блоки 5 погру- жаются в ванну 6 с суспензией. После нанесения на модельный блок заданной толщины электрофоретического слоя покрытия производят подьем автооператора 3 вверх. По команде от пуско- регулирующей аппаратуры производят наклон и вращение многоместной головки 4, После стекания излишков суспензии с модельных блоков 5 автооператор 3 по команде с пульта 35 управления возвращается в исходное положение. Затем карусель 1 автоматически поворачивается на позицию Обсыпка, где на модельные блоки 5 наносят огнеупорный спой обсыпочно го материала. После этого модельные блоки 5 погружают опять в ванну 8 осаждения электрофоретического слоя покрытия, а карусель 1 поворачивается на следующую-позицию Обсыпка, где на модельные блоки 5 наносят окончательный слой огнеупорного материала. Затем на позиции Выгрузка модельные блоки 5 снимают и отправляют в сушильную камеру.
Пополнение выработанной суспензии происходит за счет емкости 12 с дозатором 13 в момент поворота карусели 1 с позиции на позицию, а пополнение пескосыпов 7 и 9 огнеупорным обсыпоч ным материалом происходит за счет, устройства для очистки и возврата обсыпочного материала.
Устройство для очистки и возвра- та обсыпочного материала работает следующим образом. После команды с пульта 35 управления включается цилиндр 33, соединенный тягой 34 с заслонкой 15, которая перекрывает две сообщающиеся между собой емкости 16 и 17. В смесительную камеру 31 подается сжатый.воздух. Б нижней емкости 17 обсыпочный материал подвергается аэрации воздухом, поступающим из смесительной камеры 31. Так как заслонка 15 закрыта, то в емкости 17 создается избыточное давление воздуха, под действием которого обсыпочный
4
материал через патрубок 32 транспо тируется в каждый из пескосыпов 7 и
После очистки загрязненного обсыпочного материала в пескосыпе 7 или 9 с Пульта 35 управления подается кманда на цилиндр 33, соединенный тягой 34 с заслонкой 15. Заслонка 15 открывается, одновременно включаетс и вибратор 18, затем подают сжатый воздух в эжектор. В эжекторе 22 пермещением насадки 24 относительно гайки 25 достигается регулировка подаваемого воздуха. Воздух, засасываемый -,в нижнюю часть эжектора, увлекает за собой обсыпочный материал, который по трубопроводу 23 и гибкой связи 21 через патрубок 20 ссыпается на вибросито 18 верхней емкости 16. Просеянный обсыпочный материал ссыпается в нижнюю емкость 17, а крупные фракции материала поступают в мусоросборник 30.
Очистку ванны 6 токопроводящего покрытия от затвердевшей суспензии осуществляют следующим образом. Перед началом работы на внутренние стенки ванны 6 наносят слой 10 легко плавкого модельного состава. После окончания работы из ванны 6 сливают остаток суспензии: и включают нагревательный элемент 1, при помощи которого нагревается вода, находящаяся между внутренней и наружной стенками ванны 6. Слой 10 легкоплавкого модельного состава плавится, вместе с ним разрушается и корка затвердевшей суспензии на внутренней поверхности ванны 6. После этого расплавленный слой 10 и корка, суспензии стекают на дно ванны 6 и удаляются при ее опрокидывании.
Использование предлагаемой линии позволит значительно уменьшить ручные операции, повысить производительность труда на 30% и надежность ее в работе.
Формула изобретения
1; Линия для получения форм методом электрофореза по выплавляемым моделям, содержащая ванну для нанесения токопроводящего покрытия, ванну для осаждения электрофоретического слоя, в каждой из которых установлено перемешивающее устройствО( пескосыпы и связывающее оборудование в технологической последовательности.
513
транспортное средство с автооператором с многоместной головкой, отличающая ся тем, что, с целью повышения производительности, линия снабжена дополнительными емкостями с дозаторами, установленными на ваннах нанесения и осаждения покрытия, и устройствами для очистки и возврата обсыпочного материала, расположенных у пескосыпов и выполненных в ни- де размещенных друг над другом сообщаемых через заслонку емкостей, в верхней из которых шарнирно закреплено вибросито и гибкий трубопровод с
106
эжектором, размещенным в пескосыпе, а в донной части нижней емкости установлена смесительная камера, при этом транспортное средство выполнено в виде карусели.
2, Линия по п.
отличающаяся тем, что ванна для токо- проводящего покрытия снабжена нагревательным элементом, установленным между внутренней и наружной стенками ванны, а внутренняя поверхность ванны покрыта слоем легкоплавкого модельного слоя.
В ид А
16
Фиг. 2
Ч
3etpy3KaЗоерузка
Фиг. 3
-- W
27 22 2 3 fff POK Z 21 3 I П /
фиг.б
Составитель В.Тарасов Редактор Техред И.Попович Корректор.М.Демчик
Заказ 2238/8 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.. д. 4/5
fS
29
f8
3O
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям | 1980 |
|
SU897387A1 |
| Элеваторный пескосып | 1982 |
|
SU1044412A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Способ изготовления оболочковых форм по выплавляемым моделям | 1981 |
|
SU1014630A1 |
| Устройство для нанесения покрытийНА МОдЕльНый блОК | 1979 |
|
SU804186A1 |
| Устройство для обсыпки модельных блоков | 1979 |
|
SU772686A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| Устройство для электрофоретического формирования оболочек на поверхности выплавляемых или выжигаемых моделей | 1976 |
|
SU604881A1 |
Изобретение относится к литейному производству и предназначено, преимуп1ественно, для механизировйн- ного изготовления форм с использованием электрофоретического метода формирования оболочки при производстве литья по вьшлавляемым моделям. Целью изобретения является повышение производительности. Линия одержит карусель 1 с автооператорами 3 с многоместными головками, ванну 6 для нанесения токопроводящегб покрытия, ванну для осаждения злектрофорети- ческого слоя, пескосыпы. Каждый пес- косып снабжен устройством для очистки от возврата обсыпочного материала , которое выполнено в виде двух периодически сообщающихся между собой через заслонку 15 емкостей 16 и 17, установленных одна над другой. В верхнюю емкость подается загрязненный обсыпочный материал, очищается с помощью вибросита и периодически ссыпается в нижнюю емкость 17, отку- .да через отсасывающий патрубок 32 подается обратно в пескосьт, внутренние поверхности ванны 6 для нанесения покрытия покрыты слоем модель- ного состава, который в конце работы расплавляется с помощью нагревателя, установленного между стенками ванны 6. з.п. ф-лы. 5 ил. i (Л {6 / /га tf
| Устройство для нанесения покрытий, преимущественно керамического, на модель методом электрофореза | 1973 |
|
SU476073A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям | 1980 |
|
SU897387A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
