Изобретение относится к строительной технике, в частности к оборудованию для изготовления железобетонных изделий с предварительно напряженной или ненапряженной арматурой, 5
Известна форма для изготовления железобетонных изделий, включающая торцовые и продольные борта, укрепленные на поддоне, выполненном из двух частей, соединенных между собой при 10 помощи подвижного соединения, к которому прикреплен средний продольный борт, причем подвижное соединение выполнено в виде упругой пластины, жестко прикрепленной к поддону и средне- 5 му продольному борту 13.
Известна тажке дЛя изготовления парных железобетонных изделий, включакяцая поддон откидные продольные и торцовые борта и средний борт, 20 причем поддон формы выполнен из двух частей, соединенных между собой с помощью шарнирной опоры, к которой прикреплен средний продольный борт, а каждый откидной продольный борт 25 связан шарнирными тягами с противоположной частью поддона
Недостатком этой формы является то, что она не обеспечивает необходимых условий распалубки.30
Цель изобретения - улучшение условий распалубки.
Эта цель достигается тем, что в форме, включающей откидные борта, поддон, состоящий из двух шарнирно соединенных частей с фор юобразу1ощими ячейками на каждой, и зачемленный между ними разделитель, части поддона снабжены опорными катками, разделитель выполнен в виде съемного вкладьоаа с двухсторонними выступами, а каждый формообразующий отсек выполнен с пазом в днище для выступа вкладьвиа.
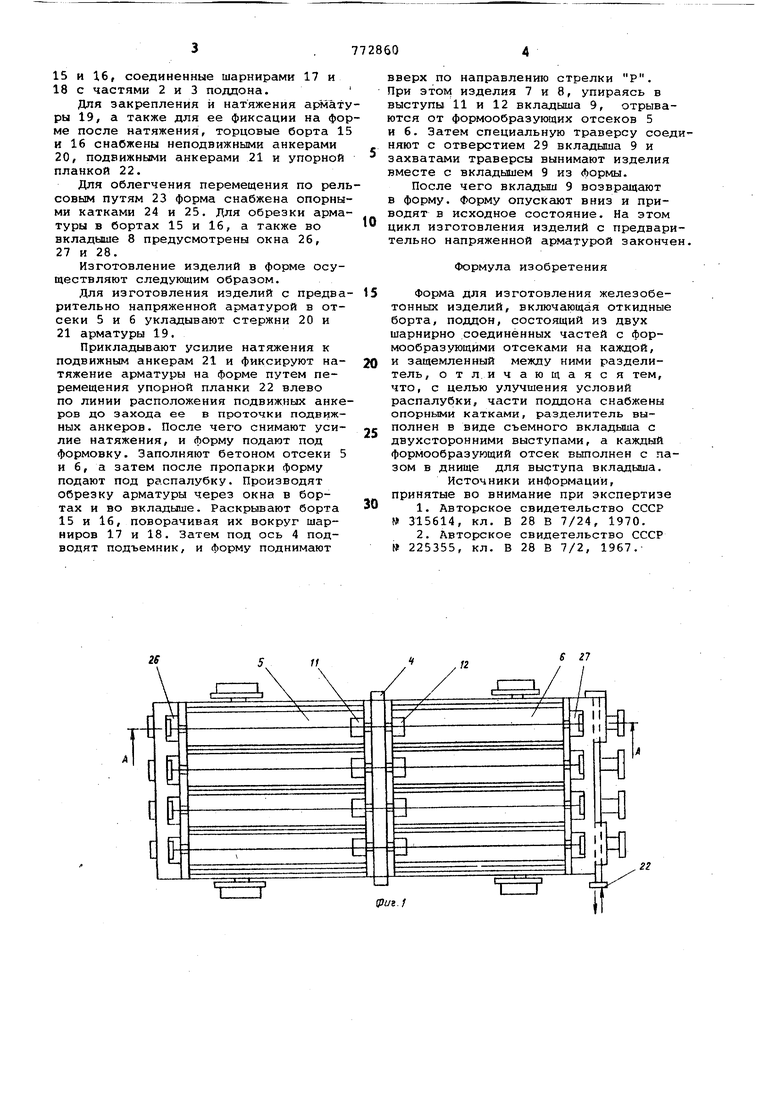
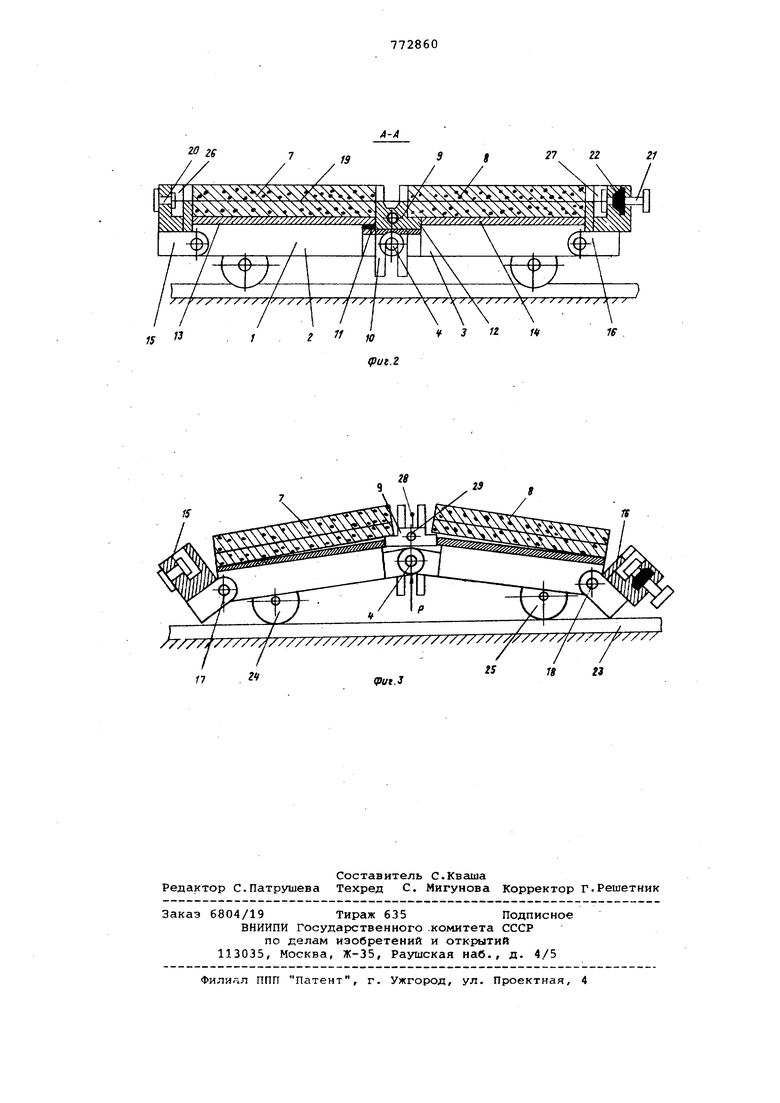
На фиг. 1 изображена форма для изготовления железобетонных изделий, вид сверху; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - то же, в положении распалубки изделий.
Форма содержит поддон 1, выполненный из двух частей 2 и 3, соединенных осью 4; формообразукхцие отсеки 5 и б, образующие конфигурацию отдельных изделий 7 и 8 и закрепленные соосно на частях поддона 2 и 3, вкладыш 9, помещенный между частями 2 и 3 поддона с опорой 10, опирающейся на ось 4, и с двухсторонними выступами 11 и 12, врезанными в днище 14 и 13 отсеков 5 и 6, общие торцовые борта 15 и 16, соединенные шарнирами 17 и 18 с частями 2 и 3 поддона. Для закрепления и натяжения армат ры 19, а также для ее фиксации на фо ме после натяжения, торцовые борта 1 и 16 снабжены неподвижными анкерами 20, подвижными анкерами 21 и упорной планкой 22. Для облегчения перемещения по рел совым путям 23 форма снабжена опорны ми катками 24 и 25. Для обрезки арма туры в бортах 15 и 16, а также во вкладыше 8 предусмотрены окна 26, 27 и 28. Изготовление изделий в форме осуществляют следующим образом. Для изготовления изделий с предва рительно напряженной арматурой в отсеки 5 и 6 укладывают стержни 20 и 21 арматуры 19. Прикладывают усилие натяжения к подвижным анкерам 21 и фиксируют натяжение арматуры на форме путем перемещения упорной планки 22 влево по линии расположения подвижных анке ров до захода ее в проточки подвижных анкеров. После чего снимают усилие натяжения, и форму подают под формовку. Заполняют бетоном отсеки 5 и 6, а затем после пропарки форму подают под распалубку. Производят Обрезку арматуры через окна в бортах и во вкладыше. Раскрывают борта 15 и 16, поворачивая их вокруг шарниров 17 и 18. Затем под ось 4 подводят подъемник, и форму поднимают вверх по направлению стрелки Р. При этом изделия 7 и 8, упираясь в выступы 11 и 12 вкладыша 9, отрываются от формообразующих отсеков 5 и 6. Затем специальную траверсу соеди няют с отверстием 29 вкладыша 9 и захватами траверсы вынимают изделия вместе с вкладышем 9 из формы. После чего вкладьш 9 возвращают в форму. Форму опускают вниз и приводят в исходное состояние. На этом цикл изготовления изделий с предварительно напряженной арматурой закончен. Формула изобретения Форма для изготовления железобетонных изделий, включающая откидные борта, поддон, состоящий из двух шарнирно соединённых частей с формообразующими отсеками на каждой, и защемленный между ними разделитель, отл.ичающаяся тем, что, с целью улучшения условий распалубки, части поддона снабжены опорными катками, разделитель выполнен в виде съемного вкладыша с двухсторонними выступами, а каждый формообразующий отсек выполнен с пазом в днище для выступа вкладыша. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ( 315614, кл. В 28 В 7/24, 1970. 2.Авторское свидетельство СССР № 225355, кл. В 28 В 7/2, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления предварительно напряженных железобетонных изделий | 1978 |
|
SU779081A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| Устройство для фиксации на поддоне формы анкеров | 1983 |
|
SU1135888A1 |
| Форма-вагонетка для изготовления длинномерных строительных изделий | 1981 |
|
SU1004101A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1986 |
|
SU1414649A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1359132A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1133102A1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU779083A1 |
| Форма для изготовления железобетонных изделий с напряженной арматурой | 1981 |
|
SU967840A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
26
Л
6 27
П г 7/ у J « г
