Изобретение относится к оборудова-,
нию по формированию строительных изделий/ преимущественно из бетона, и может быть использовано для производства изделий на конвейерных линиях.
Известны формл-вагонетки для изготовления железобетоньмх изделий, содержащие поддон в виде рамы, установленной на опоры качения, подвижные или шарнирно прикрепленные к раме поддона продольные, торцовые борта и замки для соединения бортов друг с другом ,
Однако при укладке и вибрировании бетонной смеси борта известных форм-вагонеток из-за наличия большого количества шарниров и направляющих прилегают к поддону неплотно, а также имеет место неплотное прилегание продольных и торцовых бортов между собой. В результате увеличивается вытекание бетонной смеси в образовавшиеся зазоры в момент укладки и вибрирования. Наличие подтеков затрудняет распалубку изделий, нарушаются геометрические размеры, ухудшаются качество и товарный вид изделий.
Известна форма, включакяцая две полуформы-секции с откидными бортами и фиксаторы, выполненнг-ае в виде
стоек на одной из полуформ и выем: ками на другой С2 .
Однако при изготовлении дпинно мерных изделий типа ригелей, имеющих переменное сечение по длине и высоте, бывает необходимо получить для некоторых элементов изделия качество поверхностей, не требующих дополнительной отделки при монтаже строи10тельного сооружения. Вместе с тем поверхности остальных элементов изделия должны быть шероховатыми, что необходимо для лучшего сцепления с бетоном при окончательном замоно15личивании совместно с другими, сопряженными с ними изделиями.
Известные формы-вагонетки для изготовления железобетонных изделий не позволяют производить изготовле20ние в них изделий переменного сечения с различными требованиями по качеству поверхностей отдельных элементов изделий,
Цель изобретения - снижение метал25лоемкости при немедленной распалубке, удобство эксплуатации и снижение трудоемкости укладки бетонной смеси.
Поставленная цель достигается тем,
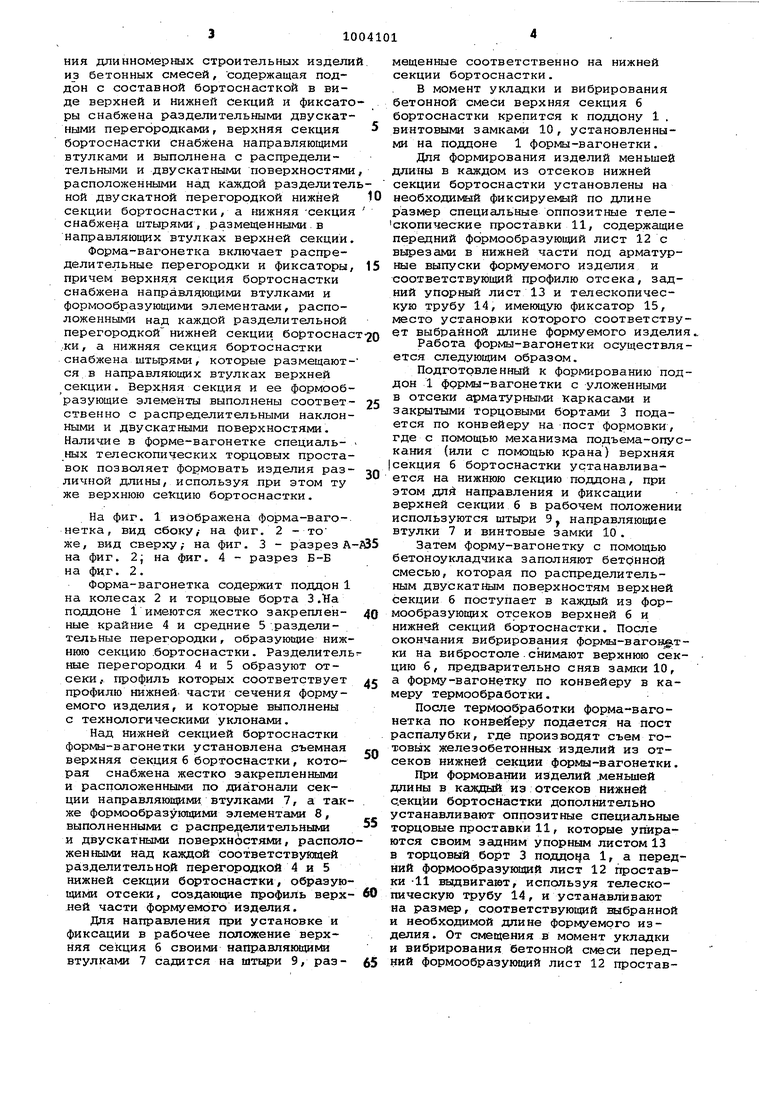
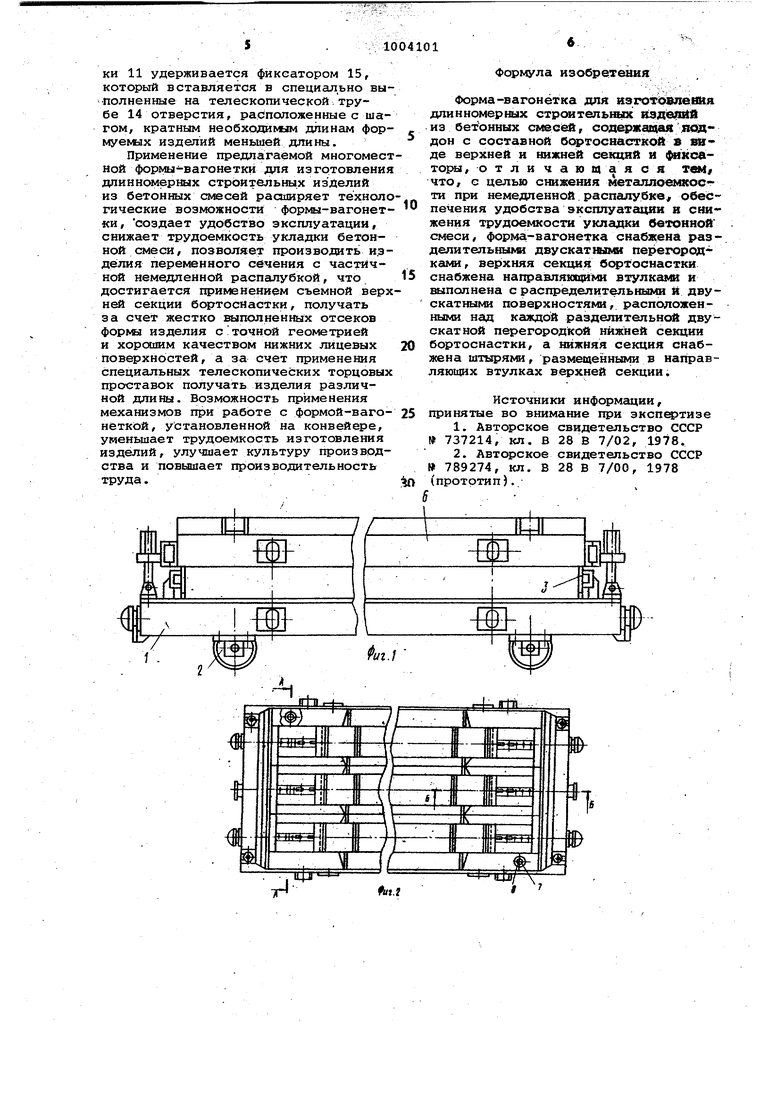
30 что форма-вагонетка для изготовления длинномерных строительных издели бетонных смесей, содержащая поддон с составной бортоснасткой в виде верхней и нижней секций и фиксато ры снабжена разделительными двускатными перегородками, верхняя секция бортоснастки снабжена направляющими втулками и выполнена с распределительными и двускатными поверхностями расположенными над каждой разделител ной двускатной перегородкой нижней секции бортоснастки, а нижняя -секция снабжена штырями, размещенными.в направляющих втулках верхней секции Форма-вагонетка включает распределительные перегородки и фиксаторы причем верхняя секция бортоснастки снабжена направляющими втулками и формообразующими элементами, расположенными над каждой разделительной перегородкой нижней секции бортоснас ,ки, а нижняя секция бортоснастки снабжена штырями, которые размещают ся в направляющих втулках верхней секции. Верхняя секция и ее формооб разующие элементы выполнены соответ ственно с распределительными наклон ными и двускатными поверхностями. Наличие в форме-вагонетке специальных телескопических торцовых проста вок позволяет формовать изделия раз личной длины, используя при этом ту же верхнюю сетсцию бортоснастки. На фиг. 1 изображена форма-вагонетка, вид сбоку/ на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2. Форма-вагонетка содержит поддон 1 на колесах 2 и торцовые борта 3 .На поддоне i имеются жестко закрепленные крайние 4 и средние 5 .разделительные перегородки, образующие ниж нюю секцию .бортоснастки. Разделител ные перегородки 4 и 5 образуют отсеки , профиль которых соответствует профилю нижней части сечения формуемого изделия, и которые выполнены с технологическими уклонами. Над нижней секцией бортоснастки формы-вагонетки установлена съемная верхняя секция б бортоснастки, которая снабжена жестко закрепленными и расположенными по диагонали секции направляющими втулками 7, а так же формообразуюпдами элементами 8, выполненными с распределительными и двускатными поверхностями, распол женными над каждой соответствующей разделительной перегородкой 4 и 5 нижней секции бортоснастки, образую щими отсеки, создающие профия;ь верх ней части формуемого изделия. Для направления при установке и фиксации в рабочее положение верхняя секция б своими напр.авляющими втулками 7 садится на штыри 9, размещенные соответственно на нижней секции бортоснастки. В момент укладки и вибрирования бетонной смеси верхняя секция 6 бортоснастки крепится к поддону 1 . винтовыми замками 10, установленными на поддоне 1 формы-вагонетки. Для формирования изделий меньшей длины в каждом из отсеков нижней секции бортоснастки установлены на необходимый фиксируемый по длине размер специальные оппозитные телескопические проставки 11, содержащие передний формообразующий лист 12 с вырезами в нижней части под арматурные выпуски формуемого изделия и соответствуюищй профилю отсека, задний упорный лист 13 и телескопическую трубу 14, имеющую фиксатор 15, место установки которого соответствует выбранной длине формуемого изделия.. Работа формы-вагонетки осуществляется следующим образом. Подготовленный к формированию поддон 1 формы-вагоне тки с уложенныг/ш в отсеки арматурными каркасами и закрытыми торцовыми бортами 3 подается по конвейеру на пост формовки, где с помощью механизма подъема-опускания (или с погжэщью крана) верхняя секция 6 бортоснастки устанавливается на нижнюю секцию поддона, при этом дли направления и фиксации верхней секции б в рабочем положении используются штыри 9, направляющие втулки 7 и винтовые замки 10. Затем форму-вагонетку с помощью бетоноукладчика заполняют бетрнной смесью, которая по распределительным двускатным поверхностям верхней секции б поступает в каждый из формообразующих отсеков верхней б и нижней секций бортоснастки. После окончания вибрирования формы-ваговь§.тки на вибростоле.снимают верхнюю секцию б, предварительно сняв замки 10, а форму-вагонетку по конвейеру в камеру термообработки. После термообработки форма-вагонетка по конвейеру подается на пост распалубки, где производят съем готовых железобетонных изделий из отсеков нижней секции формы-вагонетки. При формовании изделий .меньшей длины в каждый из отсеков нижней с.екцйи бортоснастки дополнительно устанавливают оппозитные специальные торцовые проставки 11, которые упираются своим задним упорным листом 13 в торцовый борт 3 поддоца 1, а передний формообразующий лист 12 проставки -11 выдвигают, используя телескопическую трубу 14, и устанавливают на размер, соответствующий выбранной и необходимой длине формуемого изделия. От смещения в момент укладки и вибрирования бетонной смеси передний формообразующий лист 12 проставки 11 удерживается фиксатором 15, который вставляется в специально вы полненные на телескопической трубе 14 отверстия, расположенные с шагом, кратным необходимым длинам фор муемлх изделий меньшей длины. Применение предлагаемой многомес ной формы-вагоне тки для изготовлени длинномерных строительных изделий из бетонных смесей расширяет технол гические возможности формы-вагонет ки, создает удобство эксплуатации, снижает трудоемкость укладки бетонной смеси, позволяет производить и.з дёлия перекюиного сйчёния с частичной немедленной распашубкой, что достигается применением съемной верх ней секции бортоснастки, получать за счет жестко выполненных отсеков формы изделия сточной геометрией и хорошим качеством нижних лицевых поверхностей, а за счет применения специальных телескопических торцовых проставок получать изделия различной длины. Возможность применения механизмов при работе с формой-вагонеткой, установленной на конвейере, уменьшает трудоемкость изготовления изделий, улучшает культуру производства и повышает производительность труда.. . Формула изобретения Форма-вагонетка для изготс«ле№я длинномерных строительных из бетЪнных смесей, сод жащая яоддон с составной бсртоснахэткой S stf де верхней и нижней секций и фихсатоЕ«ы, о тли чающаяся r&ti что, с целью снижения металлоемкости при немедленной распалубке обеспечения удобства эксплуатгщии в снижения трудоемкости укладки бетонной смеси, форма-вагонетка снабжена раз делительными двускаткллс перегород ками, вер1хняя секци1з: бортоснастки снабжена направлягацими втулками и шлполнена с распределительными и двускатными поверхностями, расположенными над каждой разделительной двускатной перегородкой нижней секции бортоснастки, а нижняя секция снабжена штырями, размещенными в натфааляющих втулках верхней секции. Источники информации, принятые во внимание при 1.Авторское свидетельство СССР 737214, кл. В 28 В 7/02, 1978. 2.Авторское свидетельство СССР 789274, кл. В 28 В 7/00, 1978 (прототип). 
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1976 |
|
SU936556A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1135658A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1991 |
|
SU1812108A1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082605C1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1096114A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2104152C1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
w/////m m t3
