(5) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С НАПРЯЖЕННОЙ АРМАТУРОЙ.
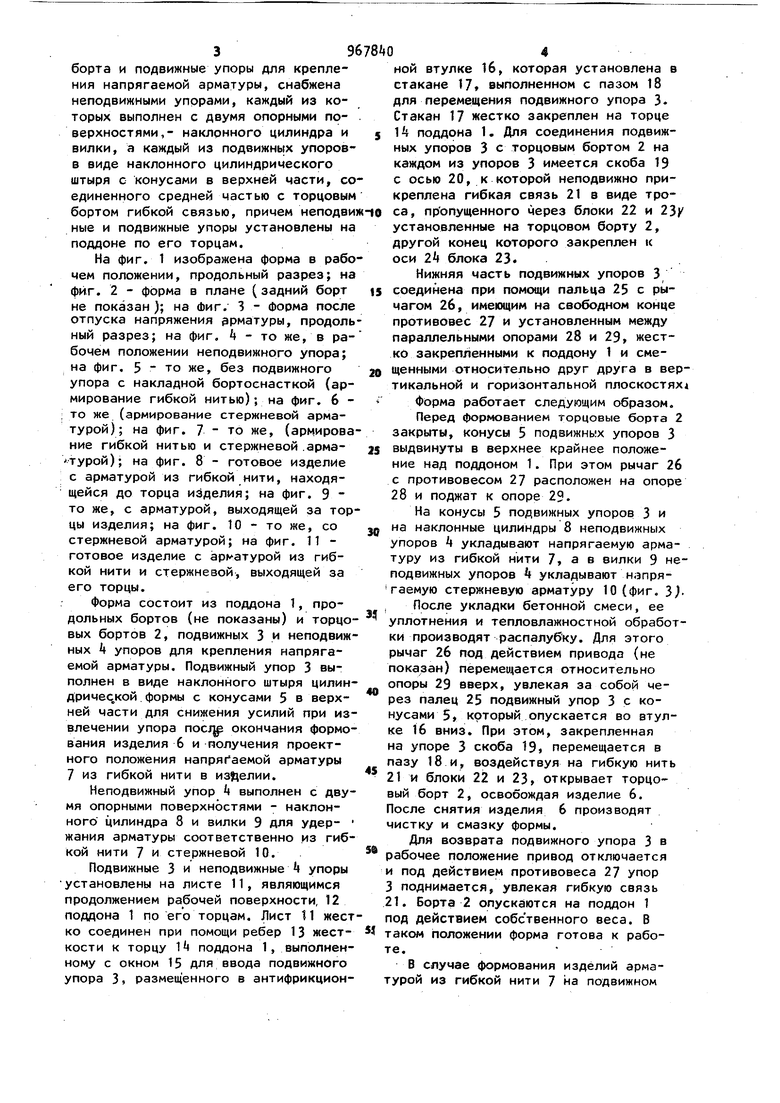
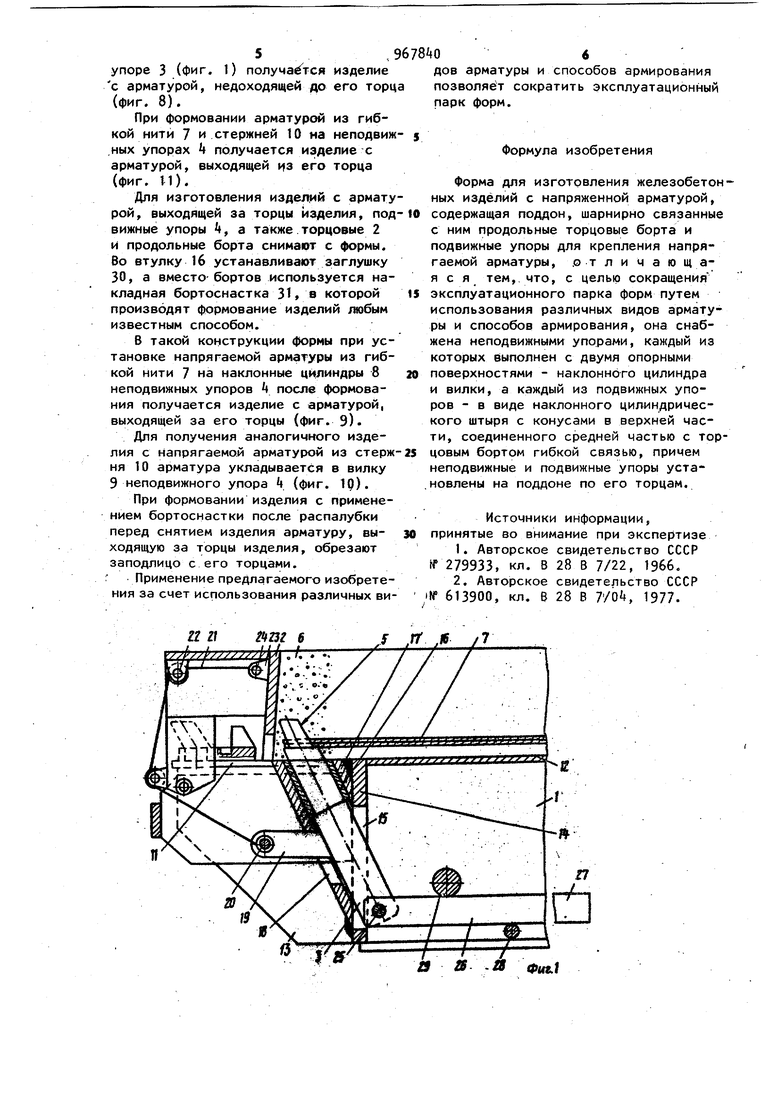
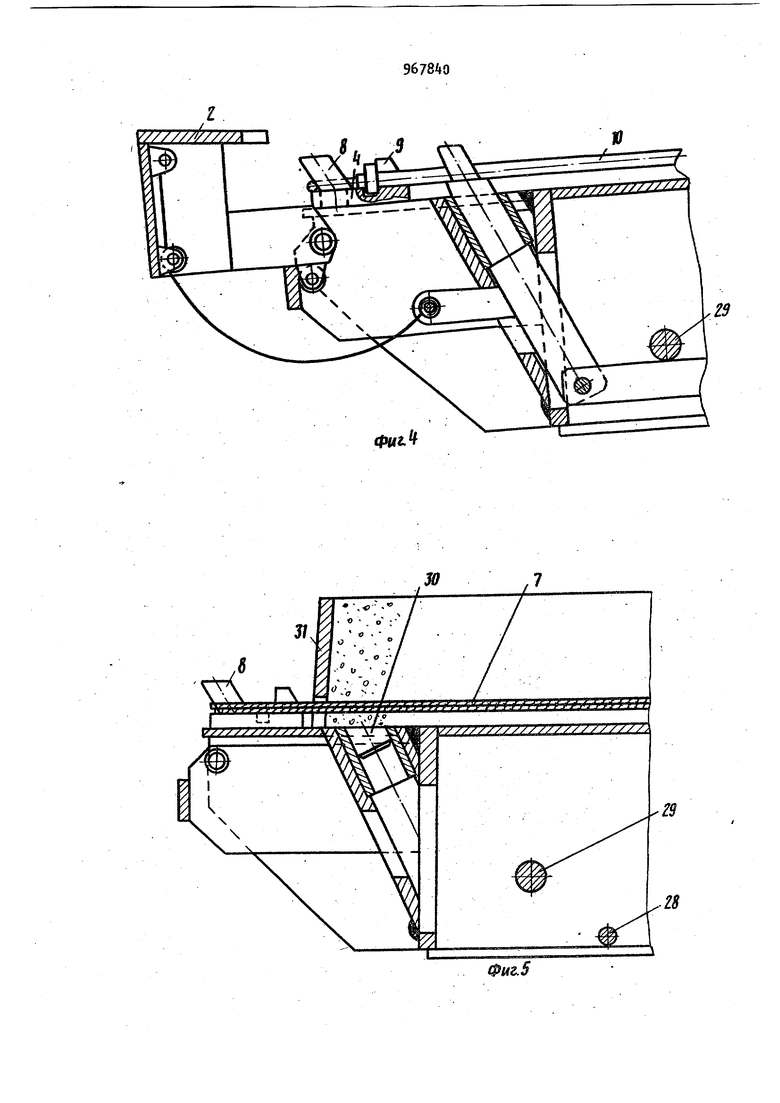
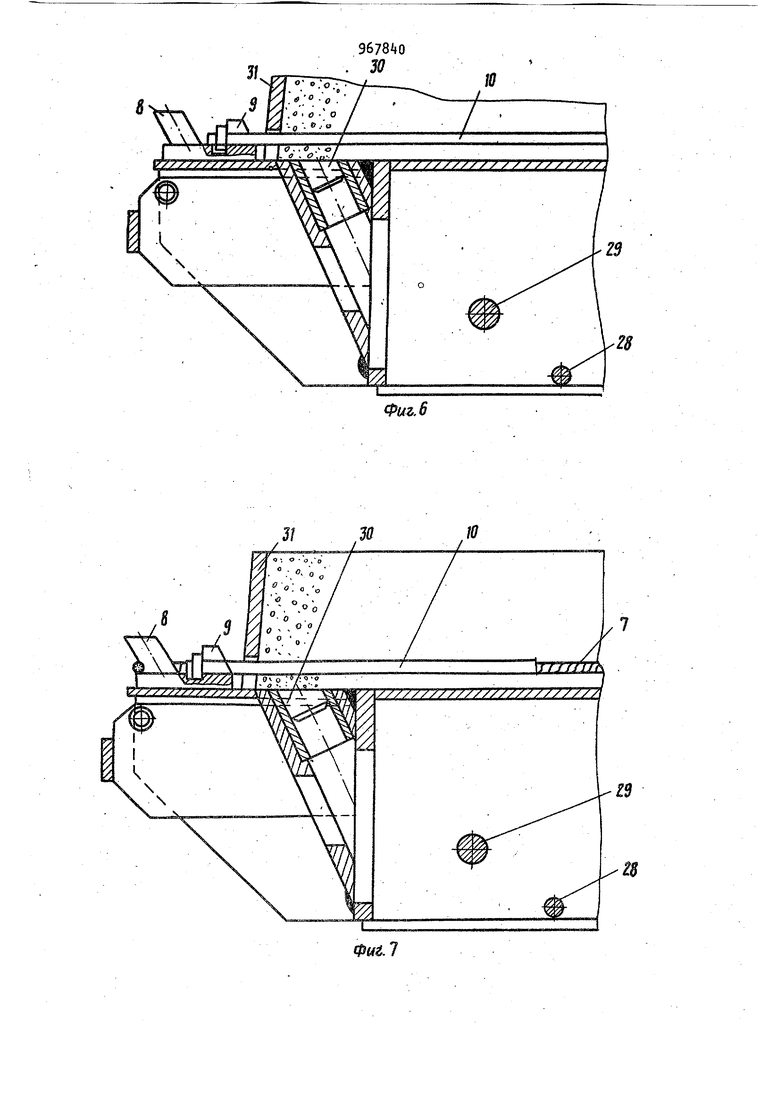

1 Изобретение относится к производству изделий сборного бетона и железобетона, а именно к формам для изго товления предварительно напряженных железобетонных изделий. . Известна форма для изготовления преднапряженных железобетонных изделий, содержащая торцовые борта, закрепленные ниже верха поддона и выполненные с выступами, взаимодействующими со свободными концами утапли ваемых упоров С1 -3. Недостатки этого устройства заключаются в том, что после отпуска напряжения с упоров сохраняется сцеп ление напряженной арматуры с ними при снятии изделия с формы и невозмо но использование формы и ее переоборудование под различные виды арматуры и способы армирования при изготов лении железобетонных изделий. НаибоЬее близким к изобретению яв ляется форма для изготовления предва рительно напряженных изделий.из бето ных смесей, содержащая поддон, шарнирно связанные с ним торцовые борта, продольные борта и утапливаемые поворотные двуплечие упоры для крепления напрягаемой арматуры, эксцентрики, закрепленные на осях шарниров торцовых бортов и контактирующие со свободными плечами утапливаемых упоровС2. Недостатком известного устройства является невозможность использования формы и ее переоборудование под различные виды арматуры и способы армирования- при изготовлении железобетонных изделий, что увеличивает эксплуатационный парк форм. иель изобретения - сокращение эксплуатационного, парка форм путем использования различных видов арматуры и способов армирования. Указанная цель достигается тем, что форма для изготовления железобетонных изделий с напряженной арматурой, содержащая поддон, шарнирно связанные с ним продольные и торцовые борта и подвижные упоры для крепления напрягаемой арматуры, снабжена неподвижными упорами, каждый из которых выполнен с двумя опорными поверхностями,- наклонного цилиндра и вилки, а каждый из подвижных упоровв виде наклонного цилиндрического штыря с конусами в верхней части, со единенного средней частью с торцовым бортом гибкой связью, причем неподви ные и подвижные упоры установлены на поддоне по его торцам. На фиг. 1 изображена форма в рабо чем положении, продольный разрез; на фиг. 2 - форма в плане (задний борт не показан ); на Фиг. 3 - Форма после отпуска напряжения эрматуры, продоль ный разрез; на фиг, 4 - то же, в рабочем положении неподвижного упора; на фиг. 5 - то же, без подвижного упора с накладной бортоснасткой (армирование гибкой нитью); на фиг. 6 то же (армирование стержневой арматурой); на фиг. 7 - то же, (армирова ние гибкой нитью и стержневой .арматурой); на фиг. 8 - готовое изделие с арматурой из гибкой нити, находящейся до торца изделия; на фиг. 9 то же, с арматурой, выходящей за тор цы изделия; на фиг. 10 - то же, со стержневой арматурой; на фиг. 11 готовое изделие с арматурой из гибкой нити и стержневой, выходящей за его торцы. Форма состоит из поддона 1, про . дольных бортов (не показаны) и торцовых бортов 2, подвижных 3 и неподвижных k упоров для крепления напрягаемой арматуры. Подвижный упор 3 выполнен в виде наклонного штыря цилиндриче кой формы с конусами 5 в верхней части для снижения усилий при извлечении упора nocj окончания формования изделия 6 и получения проектного положения напрягаемой арматуры 7 из гибкой нити в изйелии. Неподвижный упор выполнен с двумя опорными поверхностями - наклонного цилиндра 8 и вилки 9 для удержания арматуры соответственно из гибкой нити 7 и стержневой 10. Подвижные 3 и неподвижные k упоры установлены на листе 11, являющимся продолжением рабочей поверхности, 12 поддона 1 по его торцам. Лист 11 жест КО соединен при помощи ребер 13 жесткости к торцу Т поддона 1, выполненному с окном 15 для ввода подвижного упора 3, размещенного в антифрикцион94 ной втулке 16, которая установлена в стакане 17 выполненном с пазом 18 для перемещения подвижного упора 3Стакан 17 жестко закреплен на торце 14 поддона 1. Для соединения подвижных упоров 3 с торцовым бортом 2 на каждом из упоров 3 имеется скоба 19 с осью 20, к которой неподвижно прикреплена гибкая связь 21 в виде троса, пропущенного через блоки 22 и 23К установленные на торцовом борту 2, другой конец которого закреплен к оси блока 23. Нижняя часть подвижных упоров 3 соединена при помощи пальца 25 с рычагом 26, имеющим на свободном конце противовес 27 и установленным между параллельными опорами 28 и 29, жестко закрепленными к поддону 1 и смещенными относительно друг друга в вертикальной и горизонтальной плоскостях Форма работает следующим образом. Перед формованием торцовые борта 2 закрыты, конусы 5 подвижных упоров 3 выдвинуты в верхнее крайнее положение над поддоном 1. При этом рычаг 26 с противовесом 27 расположен на опоре 28 и поджат к опоре 29. На конусы 5 подвижных упоров 3 и на наклонные цилиндры 8 неподвижных упоров k укладывают напрягаемую арматуру из гибкой нити 7, а в вилки 9 неподвижных упоров 4 укладывают напрягаемую стержневую арматуру 10 (фиг. 3JПосле укладки бетонной смеси, ее уплотнения и тепловлажностной обработки производят распалубку. Для этого рычаг 26 под действием привода (не показан) перемещается относительно опоры 29 вверх, увлекая за собой через палец 25 подвижный упор 3 с конусами 5 который опускается во втулке 16 вниз. При этом, закрепленная на упоре 3 скоба 19 перемещается в пазу 18 и, воздействуя на гибкую нить 21 и блоки 22 и 23, открывает торцовый борт 2, освобождая изделие 6. После снятия изделия 6 производят чистку и смазку формы. Для возврата подвижного упора 3 в рабочее положение привод отключается и под действием противовеса 27 упор 3 поднимается, увлекая гибкую связь 21. Борта 2 опускаются на поддон 1 под действием собственного веса. В аком положении форма готова к рабое. В случае формования изделий армаурой из гибкой нити 7 на подвижном упоре 3 (фиг. 1) получаё тся изделие с арматурой, недоходящей до его тор (фиг. 8). При формовании арматурой из гибкой нити 7 и стержней 10 на неподви ных упорах k получается изделие с арматурой, выходящей из его торца (фиг. 11). Для изготовления изделий с армат „., , - -,-. - u::J ° 1°. ° вижные упоры , а также торцовые 2 и продольные борта снимают с формы. Во втулку 16 устанавливают заглушку 30, а вместо-бортов используется накладная бортоснастка 31, в которой производят формование изделий любым известным способом. В такой конструкции формы при установке напрягаемой арматуры из гибкой нити 7 на наклонные цилиндры 8 неподвижных упоров после формования получается изделие с арматурой, выходящей за его торцы (фиг. 9). Для получения аналогичного изделия с Напрягаемой арматурой из стерж ня 10 арматура укладывается в вилку 9 неподвижного упора k (фиг. IQ). При формовании изделия с применением бортоснастки после распалубки перед снятием изделия арматуру, выходящую за торцы изделия, обрезают заподлицо с его торцами. Применение предлагаемого изобретения за счет использования различных ви12 Z1
.rf /7
а а .18 фиг,1 дов арматуры и способов армирования позволяет сократить эксплуатационный парк форм. Формула изобретения Форма для изготовления железобетон ных изделий с напряженной арматурой, 4ui V, nciiiijnmcnnuin арматурой содержащая поддон, шарнирно связанные с ним продольные торцовые борта и подвижные упоры для крепления напрягаемой арматуры, .отличающаяся тем, что, с целью сокращения эксплуатационного парка форм путем использования различных видов арматуры и способов армирования, она снабжена неподвижными упорами, каждый из которых выполнен с двумя опорными поверхностями - наклонного цилиндра и вилки, а каждый из подвижных упоров - в виде наклонного цилиндрического штыря с конусами в верхней части, соединенного средней частью с торцовым бортом гибкой связью, причем неподвижные и подвижные упоры установлены на поддоне по его торцам. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 279933, кл. В 28 В 7/22, 1966. 2.Авторское свидетельство СССР f 613900, кл. В 28 В 7/0, 1977.
9678ifO 30
Фиг. 6
/
J f ffljEl
13
7 S
f
ЗХ. f f J ifJiir
ГЛТ V.
ll
л e -4
Фиг.Ю
6 1Q
