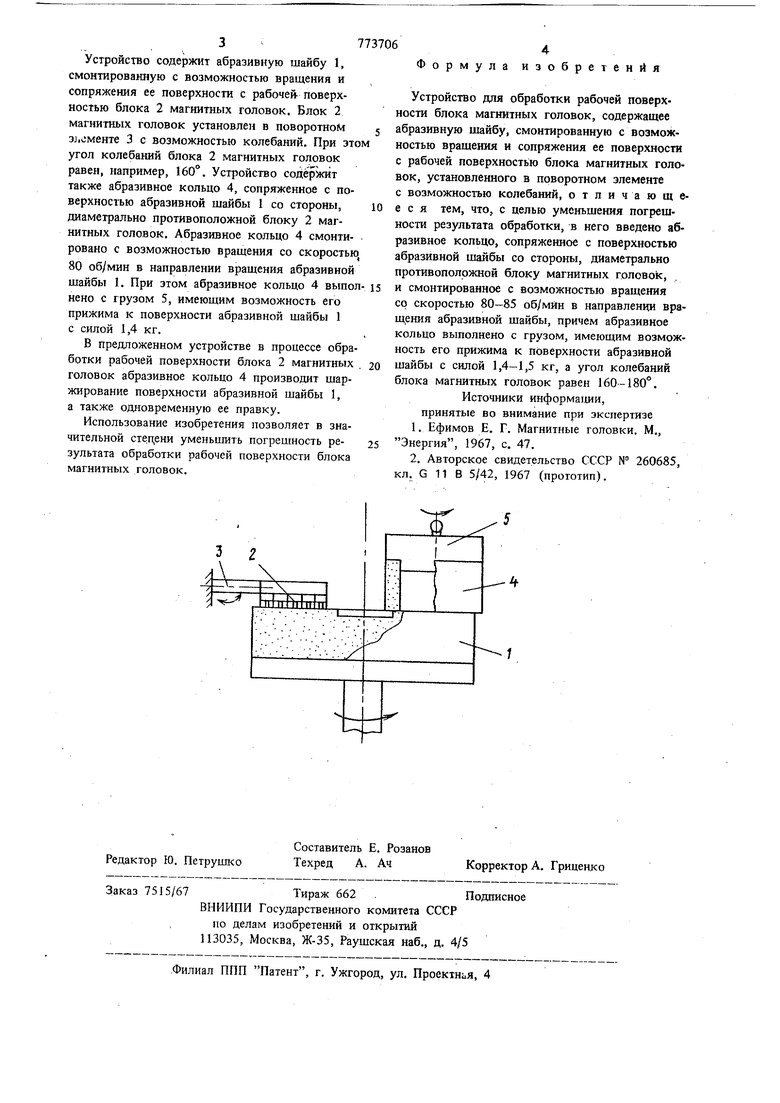
Изобретение относится к магнитной записи, а именно к устройствам для обработки рабочей поверхности блока магнитных головок. Известно устройство для обработки рабочей поверхности блока магнитных головок, содержащее абразивный брусок, поверхность которого имеет возможность сопряжения с рабочей поверх ностью блока ма нитных. головок, установленного с возможностью колебания. Устройство име ет от1ккитсльно простую конструкцию 1. II--i Недостаток устройства состоит в значительной сложности процесса o6pa6oTKtj рабочей поверхнос ти блока ма1ыигных головок. Известно также устройство для обработки рабочей поверхности блока магнитных гоЛовок, содержащее абразивную шайбу, смонтированную с возможностью вращения и сопряжения ее поверхности с рабочей поверхностью блока магнит ных головок, установленного в поворотном злементе с возможностью колебаний. Это устройство позволяет обеспечить относительную простоту процесса обработки рабочей поверхности блока магнитных головок 2, Недостаток подобного устройства состоит в значительной погрешности результата обработки, приводящей к большой шероховатости рабочей поверхности и к малой точности геометрических размеров блока мапштных головок. Цель изобретения - уменьшение погрешности. результата обработки рабочей поверхности блока магнитных головок. Цель достигается тем, что в устройство для обработки рабочей поверхности блока магнитных головок введено абразивное кольцо, сопряженное с поверхностью абразивной шайбы со стороны, диаметрально противоположной блоку магнитных головок, и смонтированное с в,озможностью вращения со скоростью 80-85 об/мин в направлении вращения абразивной шайбы. При зтом абразивное кольцо выполнено с грузом имеющим возможность его прижима к поверхности абразивной шайбы с силой 1,4-1,5 кг, а угол колебаний блока магнитных головок равен 160-180°. На чертеже изображено устройство для обработки рабочей поверхности блока магнитнь х головок, вариант I. Устройство содержит абразивную шайбу 1, смонтированную с возможностью вращения и сопряжения ее поверхности с рабочей- поверхностью блока 2 магнитных головок. Блок 2 магнитных головок установлен в поворотном sj.oMeHTe 3 с возможностью колебаний. При это угол колебаний блока 2 магнитных головок равен, например, 160°. Устройство содер т также абразивное кольцо 4, сопряженное с поверхностью абразивной шайбы 1 со стороны, диаметрально противоположной блоку 2 магнитных головок. Абразивное кольцо 4 смонтировано с возможностью вращения со скоростью 80 об/мин в направлении вращения абразивной шайбы 1. При этом абразивное кольцо 4 выпол нено с грузом 5, имеющим возможность его прижима к поверхности абразивной шайбы 1 с силой 1,4 кг. В предложенном устройстве в процессе обработки рабочей поверхности блока 2 магнитных головок абразивное кольцо 4 производит шаржирование поверхности абразивной шайбы 1, а также одновременную ее правку. Использование изобретения позволяет в значительной стедени уменьшить погрешность результата обработки рабочей поверхности блока магнитных головок. Формула изобретения Устройство для обработки рабочей поверхности блока магнитных головок, содержащее абразивную шайбу, смонтированную с возможностью вращения и сопряжения ее поверхности с рабочей поверхностью блока магнитных головок, установленного в поворотном элементе с возможностью колебаний, отличающееся тем, что, с целью уменьшения погрешности результата обработки, в него введено абразивное кольцо, сопряженное с поверхностью абразивной шайбы со стороны, диаметрально противоположной блоку магнитных головок, . и смонтированное с возможностью вращения со скоростью 80-85 об/мин в направлении вращения абразивной шайбы, причем абразивное кольцо выполнено с грузом, имеющим возможность его прижима к поверхности абразивной шайбы с силой 1,4-1,5 кг, а угол колебаний блока магнитных головок равен 160-180 . Источники информации, принятые во внимание при экспертизе 1.Ефимов Е. Г. Магнитные головки. М., Энергия, 1967, с. 47. 2.Авторское свидетельство СССР № 260685, кл. G 11 В 5/42, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки плоскостей разъемов полублоков магнитных головок | 1979 |
|
SU773705A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Устройство для юстировки блока магнитных головок | 1980 |
|
SU943836A1 |
| Пневматический привод ленты | 1982 |
|
SU1075307A1 |
| Узел магнитных головок | 1975 |
|
SU539317A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
