Изобретение относится к обработке металлов давлением и может найти применение при гибке труб в энергетическом, химическом машиностроении и судостроении при изготовлении теплообменной аппаратуры для котлоагрегатов.
Известен станок для гибки змеевиков, содержащий станину с двумя взаимно перпендикулярными направляющими, в которых с возможностью взаимосвязанного перемещения установлены трубогибочные устройства, выполненные в виде каретки с суппортом, на которых смонтированы гибочные головки; суппорт связан с плитой, на которой установлены направляющие колонки. Гибочные головки, связанные зубчато-реечной передачей с соответствующими связями с полушаблонами, образуют жесткий механизм формирования определенного змеевика [1] Это устройство обеспечивает поворотом обоймы вокруг полушаблона с обкатыванием соответствующей рейки вокруг шестерни сближение центров полушаблонов на величину дуг формируемых гибов, а вращением второй рейкой второй шестерни обеспечивается параллельность формируемых ветвей змеевика. Однако этот станок не обеспечивает выполнение гибов с приложением усилий осевого сжатия изгибаемых участков змеевика и выполнение формирования концевых участков с гибами в разных плоскостях.
Известна трубогибочная установка для осуществления способа изготовления змеевиков сложной формы из длинномерных плетей, содержащая станину с двумя взаимно перпендикулярными направляющими, в которых с возможностью возвратно-поступательного перемещения установлены трубогибочные машины для формообразования средней части змеевика с механизмами осевого сжатия и измерительными роликами, соединенными с датчиками перемещений блока управления гибкой, выполненного в виде связанных между собой устройств числового управления с гибочными шаблонами трубогибочных машин, которая снабжена трубогибочной машиной для пространственной гибки концевых участков змеевика, установленной в направляющих с возможностью перемещения вдоль оси гибки и выполненной в виде станины с боковым сквозным пазом и круговыми направляющими, в которых с возможностью поворота смонтирован цилиндрический корпус с идентичным боковым сквозным пазом и размещением в нем гибочным органом с разъемным гибочным шаблоном, выполненным в виде нижнего и верхнего полушаблонов с приводами и с заходной цилиндрической частью, имеющей пазы, цилиндрический корпус по периметру имеет червячное колесо, связанное с приводом поворота корпуса посредством двух червячных валов, ведущего и дополнительного, установленных взаимно перпендикулярных друг к другу и соединенных между собой зубчатой конической парой, а верхний и нижний полушаблоны разъемного гибочного шаблона соединяются посредством шарикового замкового соединения перемещением колонок от гидроцилиндров [2]
Эта установка позволяет выполнять ряд технологических операций по осуществлению способа изготовления змеевиков сложной формы разных типоразмеров с разными радиусами гибов и по формообразованию входных и выходных участков змеевика с гибами в разных плоскостях. Однако на этой установке достижение точности в регулировании скоростей перемещения трубогибочных машин для формообразования средней части змеевика в режиме больших консольных знакопеременных нагрузок при закреплении станин машин на направляющих скольжения большой протяженности технически затруднено из-за заклинивания в направляющих и большого колебания усилий на перемещение машин, что вносит погрешность в измерение и корректирование текущего расстояния между точками фиксации заготовки и приводит к накоплению ошибок в формировании одинаковых длин дуг и к появлению дефектов в зоне гибов.
При выполнении одновременно двух гибов с приложением растягивающего усилия для создания напряжения сжатия в изгибаемых участках из-за отсутствия связи между двумя машинами приложенная растягивающая нагрузка воздействует на механизмы машин, выбирает люфты в соединениях, что приводит к нестабильности их работы и исключает возможность поддержания заданной нагрузки на растягиваемом участке и программного ее изменения в технологическом процессе, что снижает качество гибов, точность выполнения геометрических размеров и стабильность и повторяемость технологического процесса, а также ухудшает эксплуатационные условия работы оборудования.
Крепление трубогибочных головок на станинах машин для формообразования средней части змеевика без регулирования положения их в направлении к продольной оси заготовки не позволяет выбрать оптимальный режим выполнения одновременно двух гибов на 180o, так как для разных марок сталей требуется с учетом остаточной деформации и пруженения стали после снятия изгибающей нагрузки разная величина поправки на увеличение угла гиба, что снижает точность выполнения геометрических размеров изделий.
Выполнение механизма поджима блока гибочных роликов в виде силового цилиндра, связанного посредством ползуна и шарнирно-рычажной системы с шарнирно закрепленным на траверсе блоком, а также выполнение механизма смыкания верхнего и нижнего полушаблонов гибочного органа машины для пространственной гибки концов змеевика в виде шарикового замкового соединения без жесткого зажима блока гибочных роликов и колонок полушаблонов не исключает возможность частичного отжима блока роликов от гибочного шаблона из-за нежесткости системы зажима и разжим полушаблонов в пределах люфтов шарикового замкового соединения, что снижает качество гиба по параметру допускаемой величины овальности изгибаемых участков.
Применение в приводе поворота цилиндрического корпуса с гибочным органом двух взаимно перпендикулярно смонтированных в опорах червячных валов, контактирующих с червячным колесом, жестко закрепленным на цилиндрическом корпусе, и соединенных между собой конической зубчатой парой, не исключает заклинивание системы и быстрый износ зубчатого зацепления из-за погрешностей изготовления шага между зубьями червячных валов и червячного колеса и усложняет конструкцию привода машины. Поэтому предлагается новое устройство с целью повышения производительности и качества изделий и расширения технологических возможностей.
Технический результат достигается тем, что трубогибочная установка для изготовления змеевиков, содержащая станину с двумя взаимно перпендикулярными направляющими, в которых с возможностью возвратно-поступательного перемещения установлены трубогибочные машины для формообразования средней части змеевика с гибочными головками, выполненными в виде полой стойки с закрепленной на ней траверсой с блоком гибочных роликов и валом гибочного полушаблона, блок управления гибкой, механизм осевого сжатия, транспортно-накопительные устройства и трубогибочную машину для пространственной гибки концевых участков змеевика, выполненную в виде станины с боковым сквозным пазом и круговой направляющей, в которой с возможностью поворота смонтирован цилиндрический корпус с идентичным боковым пазом и размещенным в нем гибочным органом с разъемным гибочным шаблоном, снабжена колесными тележками, каждая из которых приводной шестерней и роликовыми блоками центрирования кинематически связана с одной из зубчатых реек направляющих перемещения ее и на платформе каждой из которых смонтирована одна из трубогибочных машин с приводами перемещения ее рабочих органов, а трубогибочные машины для формообразования средней части змеевика снабжены с возможностью периодической кинематической связи их разъемной штангой регулируемой длины, выполненной в виде двух консолей, соединяемых встречными концами внахлест посредством приводных фиксаторов с возможностью перемещения в продольном направлении, противоположные концы которых закреплены шарнирно и соосно с осью поворота на траверсах гибочных головок, на конце одной из консолей смонтирован силовой цилиндр, шток которого контактирует с заданным усилием в период выполнения процесса формирования одновременно двух гибов с приложением растягивающего усилия на прямой участок формируемой части змеевика, с упором, закрепленным регулируемой по длине посредством винтовой пары на второй консоли, причем полые стойки гибочных головок закреплены на платформах колесных тележек регулируемо в направлении к продольной оси трубной заготовки с возможностью получения гибов с углом более 180o и снабжены кольцевой направляющей качения, контактируемой посредством опорного кольца с поворотной траверсой, снабженной втулкойфиксатором, на которой смонтирован корпус с блоком гибочных роликов, выполненным в виде шарнирно закрепленных с помощью общей оси на упомянутом корпусе подпружиненных рычагов с гибочными роликами, контактирующих с упором, установленным в направляющих корпуса с возможностью регулируемого резьбовой частью штока перемещения его от силового цилиндра; трубогибочная же машина для пространственной гибки выполнена в виде полой станины с фланцами, на которых с помощью эксцентриковых подшипниковых стаканов смонтированы оси вращения с опорными роликами, с помощью которых в полости станины с возможностью поворота посредством опорных колец закреплен полый шпиндель, на одном из опорных колец которого с помощью кронштейнов поворотно установлен гибочный орган, выполненный в виде рамы с цапфами, в которых соосно установлены штанги с полушаблонами разъемного гибочного шаблона, взаимодействующие посредством роликовых опор с рабочими поверхностями наклонных пазов ползушек, соединенных с приводами их перемещения, которые посредством закрепленной на каждой из них шестерни взаимодействуют с зубчатыми рейками приводов поворота упомянутой рамы, в направляющих которой с возможностью перемещения в направлении к оси гибочного шаблона установлен корпус с гибочными роликами, взаимодействующий с наклонной поверхностью и серьгой с закрепленной в ней осью с приводным клиновым зажимом и с наклонными плоскостями выполненного в нем паза, а на втором опорном кольце закреплено зубчатое колесо, входящее в зацепление одновременно с двумя приводными шестернями, установленными на общей опоре с возможностью поворота шпинделя независимо от положения выполненного в нем сквозного паза и входящими в зацепление с третьей шестерней, передающей вращение от ее привода, при этом сквозной паз в шпинделе и станине продлен за ось вращения и совпадает на станине с направлением перемещения змеевика по технологическому процессу, а на шпинделе выполнен перпендикулярно к оси поворота цапф.
Снабжение трубогибочной установки для изготовления змеевиков сложной формы колесными тележками, каждая из которых приводной шестерней и роликовыми блоками центрирования кинематически связана с одной из зубчатых реек направляющих перемещения ее и на платформе каждой из которых смонтирована одна из трубогибочных машин с приводами перемещения ее рабочих органов, ранее неизвестно и позволяет повысить производительность за счет повышения надежности и повторяемости технологического процесса и повысить качество гибки и точность геометрических размеров за счет повышения точности базирования, стабилизации и поддержания скоростей перемещения по заданной программе за счет исключения заклиниваний в направляющих скольжения путем замены на направляющие качения, что в свою очередь исключает большие колебания усилий на перемещение машин, которые вносят погрешности в измерение и корректирование текущего расстояния между точками фиксации заготовки и приводит к накоплению ошибок в формировании одинаковых длин дуг и к появлению дефектов в зоне гибов.
Снабжение трубогибочных машин для формообразования средней части змеевика разъемной штангой регулируемой длины с возможностью периодической кинематической связи их, выполненной в виде двух консолей, соединяемых встречными концами внахлест посредством приводных фиксаторов с возможностью перемещения в продольном направлении, противоположные концы которых закреплены шарнирно и соосно с осью поворота на траверсе гибочных головок, на конце одной из консолей смонтирован силовой цилиндр, шток которого контактирует с заданным усилием в период выполнения процесса формирования одновременно двух гибов с приложением растягивающего усилия на прямой участок формируемой части змеевика с упором,закрепленным регулируемо по длине посредством винтовой пары на второй консоли, неизвестно в трубогибочном оборудовании и позволяет путем уравновешивания растягивающего усилия, прикладываемого на прямой участок змеевика, усилием, создаваемым в штанге давлением штока силового цилиндра одной консоли на упор второй консоли, исключить воздействие растягивающей нагрузки на механизмы машин и стабилизировать поддержание заданной нагрузки и программного ее изменения в технологическом процессе, что обеспечивает повышение точности поддержания и воспроизводства заданных параметров режима гибки, а следовательно и повышение качества гибов и точности геометрических размеров изделий.
Закрепление гибочных головок на платформе колесных тележек регулируемо в направлении к продольной оси трубной заготовки с возможностью получения гибов с углом более 180o позволяет качественное выполнение одновременно двух гибов с углом 180o на изделиях любых марок сталей, используемых в трубном производстве, что расширяет технологическое возможности и улучшает качество изделий за счет повышения точности геометрических размеров.
Выполнение гибочных головок с кольцевой направляющей качения, контактирующей посредством опорного кольца с поворотной траверсой, на которой смонтирован корпус с блоком гибочных роликов, выполненный в виде шарнирно закрепленных с помощью общей оси на корпусе подпружиненных рычагов с гибочными роликами, контактирующих с упором, установленных в направляющих корпуса с возможностью регулируемого резьбовой частью штока перемещения его от силового цилиндра позволяет повысить качество гибов по параметру овализации и стабилизировать процесс путем исключения заклинивания или дестабилизации скоростей в рабочих органах гибочных машин и путем введения зажимов гибочных инструментов в рабочем режиме жесткими упорами.
Выполнение трубогибочной машины для пространственной гибки в виде полой станины с фланцами, на которых с помощью эксцентриковых подшипниковых втулок смонтированы оси вращения с опорными роликами, с помощью которых в полости станины с возможностью поворота посредством опорных колец закреплен полый шпиндель неизвестно ранее в трубогибочных машинах и позволяет заменить в тяжело нагруженных конструкциях со знакопеременной нагрузкой трение скольжения на трение качения, где невозможно применение по обычной схеме из-за сквозного паза в корпусе станины и в шпинделе обычного подшипника качения, а это в свою очередь повышает производительность оборудования за счет повышения скорости и надежности выполнения операций технологического цикла.
Выполнение гибочного органа в виде рамы с цапфами, в которых соосно установлены штанги с полушаблонами разъемного гибочного шаблона, взаимодействующие посредством роликовых опор с рабочими поверхностями наклонных пазов ползушек, соединенных с приводами их перемещения, и которые посредством закрепленных на них шестерен взаимодействуют с зубчатыми рейками приводов поворота упомянутой рамы, в направляющих которой с возможностью перемещения в направлении к оси гибочного шаблона, установлен корпус с гибочными роликами, взаимодействующий наклонной поверхностью и серьгой с закрепленной в ней осью с приводным клиновым зажимом и с наклонными поверхностями выполненного в нем паза неизвестно и позволяет повысить качество гибов за счет исключения люфтов в соединениях гибочного органа и исключения возможных противоотжимов гибочных роликов и полушаблонов разъемного гибочного шаблона и за счет применения жестких клиновых зажимов элементов гибочного инструмента.
Применение зубчатого колеса, входящего в зацепление одновременно с двумя приводными шестернями с возможностью поворота шпинделя независимо от положения выполненного в нем и в зубчатом колесе сквозного паза неизвестно и позволяет, не прерывая зацепления в зубчатой передачей, производить вращение зубчатого колеса с имеющимся участком без зубчатого зацепления.
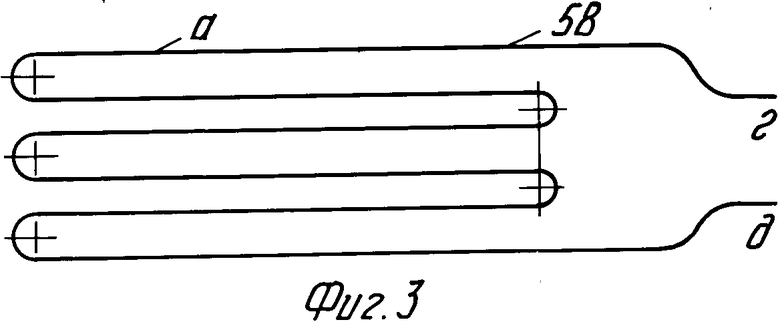
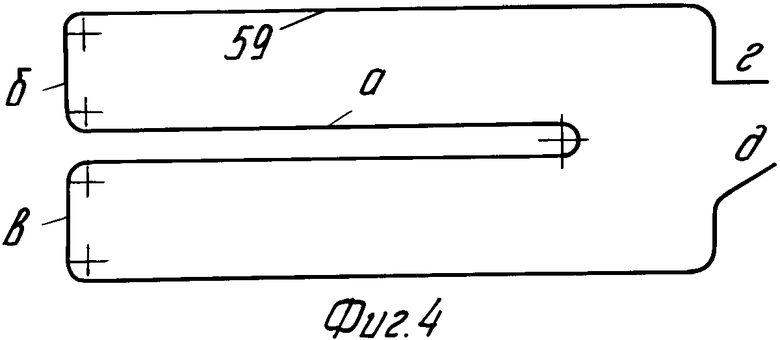
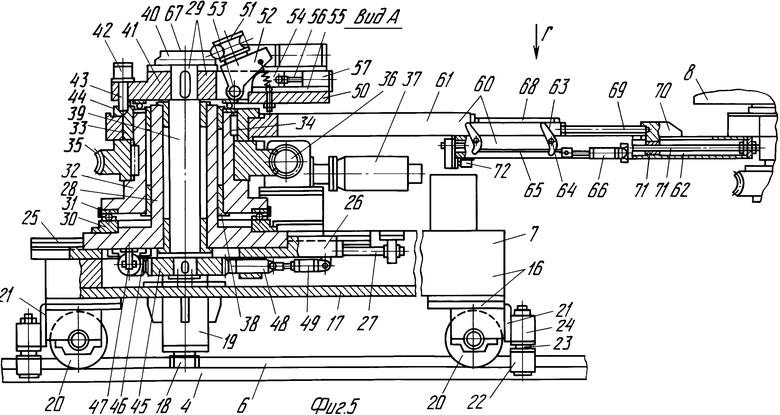
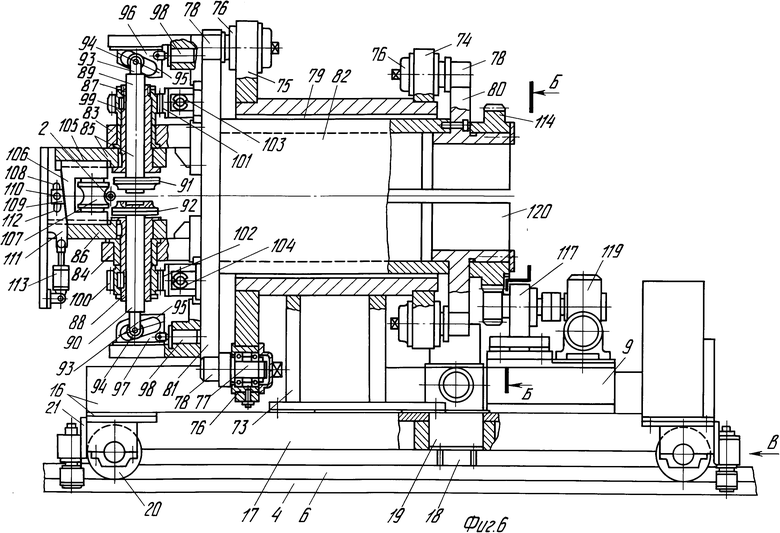
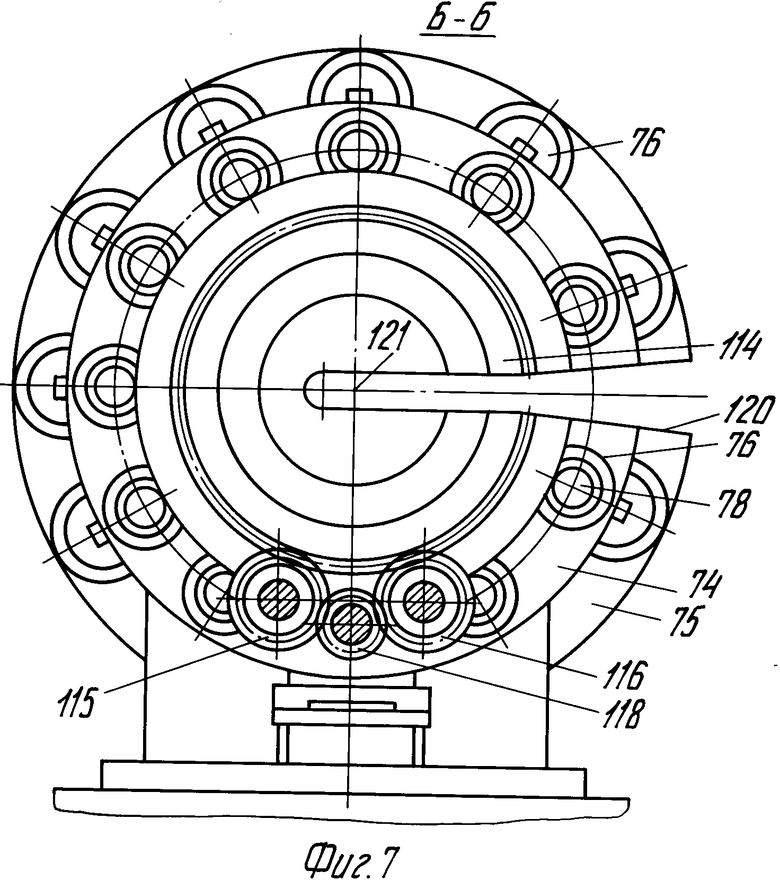
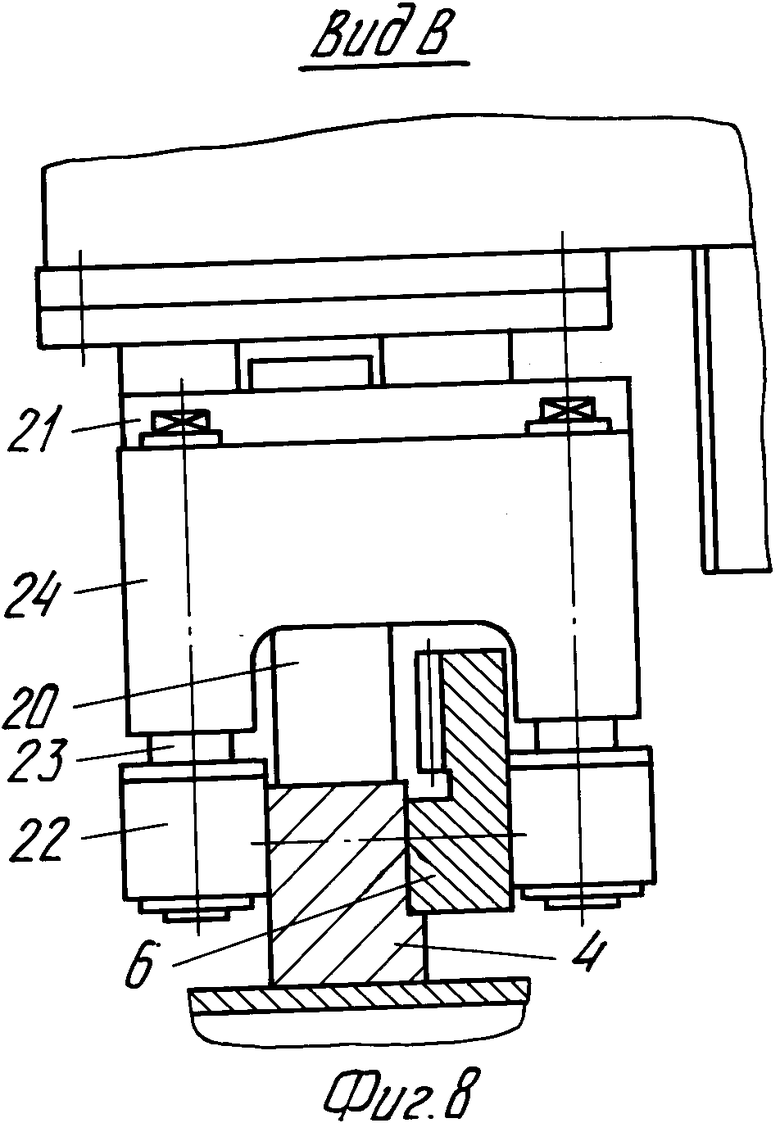
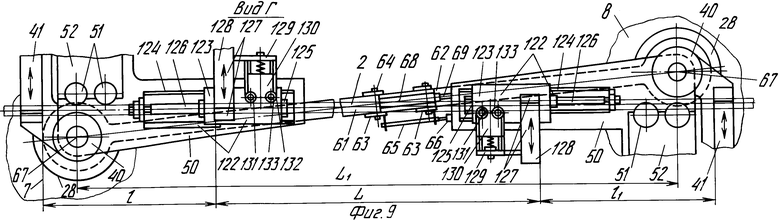
На фиг. 1 изображена трубогибочная установка для изготовления змеевиков сложной формы, общий вид, фронтальная проекция; на фиг. 2 трубогибочная установка, общий вид в плане; на фиг. 3 схема змеевиков с круговыми участками (а) гибов и с пространственными участками (г и д) гибов; на фиг. 4 - схема змеевиков с круговым (а), плоскими П-образными (б,в) и пространственными (г,д) участками гибов; на фиг. 5 вид А на фиг.2 общий вид трубогибочной машины для формообразования средней части змеевика соединенной штангой со второй аналогичной машиной; на фиг. 6 машина для пространственной гибки концевых участков змеевика, общий вид; на фиг. 7 разрез Б-Б на фиг.6; на фиг. 8 вид В на фиг.6; на фиг. 9 вид Г на фиг. 5 механизмы зажима и осевого сжатия изгибаемых участков, вид в плане.
Трубогибочная установка для изготовления змеевиков сложной формы включает в себя механизм 1 подачи трубной плети 2, силовую станину 3 с взаимно перпендикулярными направляющими 4 и 5, по всей длине которых закреплена зубчатая рейка 6, трубогибочную машину 7 для формирования правой части змеевика, трубогибочную машину 8 для формирования левой части змеевика, трубогибочную машину 9 для пространственной гибки концевых участков змеевика, транспортно-накопительное устройство 10, установленное на направляющих 11, с устройством 12 для съема и укладки змеевика, смонтированное в направляющих 13 и с накопителем 14 для готовых змеевиков и блок 15 управления гибкой.
Каждая трубогибочная машина 7 и 8 выполнена в виде колесной тележки 16 с платформой 17, кинематически связанной посредством шестерни 18 привода 19 с одной из зубчатых реек 6 направляющих 4 или 5 перемещения тележки, сцентрированной по оси зубчатого зацепления с рейкой 6 с помощью колес 20 и роликовых блоков 21, ролики 22 которых закреплены с помощью эксцентриковых осей 23 в корпусе 24.
На платформе 17 в направляющих 25 установлена плита 26 с возможностью перемещения ее в направлении к оси заготовки от привода 27, на которой смонтирована полая стойка 28 гибочной головки 29 (фиг.1,2,5,8), снабженная кольцевой направляющей качения 30, контактирующей посредством опорного кольца 31 с поворотной траверсой 32, снабженной втулкой-фиксатором 33, жестко закрепленной посредством шпонки 34 на траверсе 32 с червячным колесом 35, взаимодействующим с червячным валом 36 привода 37 поворота траверсы. В полости стойки 28 с помощью подшипников 38 поворотно укреплен вал 39, в верхней части которого закреплен гибочный полушаблон 40 и прижим 41 с приводом 42 фиксатора 43, контактирующего с отверстием 44 втулки-фиксатора 33.
В нижней части вала 39 закреплена шестерня 45, постоянно контактирующая с рейкой 46, связанной с приводом 47 ее перемещения и периодически с фиксатором 48, связанным с приводом 49 его возвратно-поступательного перемещения. На фланце втулки-фиксаторе 33 смонтирован корпус 50 блока гибочных роликов 51, закрепленных на подпружиненных рычагах 52 с помощью общей оси 53, контактирующих с упором 54, установленным в направляющих 55 корпуса 50 с возможностью регулируемого резьбовой частью штока 56 перемещения его от силового цилиндра 57.
Трубогибочные машины 7 и 8 для формообразования средней части (а,б и в) змеевиков 58 или 59 (фиг. 3 и 4) снабжены с возможностью периодической кинематической связи их, разъемной штангой 60 (фиг.1,2,5,9) выполненной в виде двух консолей 61 и 62, соединяемых встречными концами внахлест посредством фиксаторов 63, поворотно закрепленных с помощью осей 64 на нижней консоли 62 и соединенных общей тягой 65 с приводом 66 фиксаторов. Противоположный конец консоли 61 закреплен шарнирно и соосно с осью 67 поворота на втулке-фиксаторе 33. На конце консоли 61 смонтирован силовой цилиндр 68, шток 69 которого контактирует с заданным усилием в период выполнения процесса формирования одновременно двух гибов (а) с приложением растягивающего усилия на прямой участок формируемой части змеевика с упором 70, закрепленным регулируемо по длине консоли 62 посредством винтовой пары 71, соединенной с приводом 72 перемещения упора 70. Второй конец консоли 62 закреплен аналогично с консолью 61 на втулке-фиксаторе 33 трубогибочной машины 8.
Трубогибочная машина 9 для пространственной гибки концевых участков (г и д) змеевиков 58,59 выполнена в виде колесной тележки 16, на платформе 17 которой установлена станина 73 с фланцами 74 и 75, на которых с помощью эксцентриковых подшипниковых втулок 76 смонтированы диаметрально оси 77 вращения с опорными роликами 78, с помощью которых в полости 79 станины 73 с возможностью поворота закреплен посредством опорных колец 80 и 81 полый шпиндель 82. На опорном кольце 81 шпинделя 82 с помощью кронштейнов 83 и 84 поворотно установлен гибочный орган 85, выполненный в виде рамы 86 с цапфами 87,88, в которых соосно установлены штанги 89 и 90 с полушаблонами 91 и 92 разъемного гибочного шаблона. В вилках 93 штанг 89 и 90 установлены роликовые опоры 94, контактирующие с рабочими поверхностями наклонных пазов 95 ползушек 96 и 97, соединенных с приводами 98 их перемещения.
На цапфах 87 и 88 закреплены шестерни 99 и 100, взаимодействующие с зубчатыми рейками 101 и 102 приводов 103 и 104 синхронного поворота рамы 86, в направляющих 105 которой с возможностью перемещения в направлении к оси гибочных полушаблонов 91 и 92 установлен корпус 106 с гибочными роликами 107, взаимодействующий наклонной поверхностью 108 и серьгой 109 с закрепленной в ней осью 110, с клиновым зажимом 111 и с наклонными поверхностями выполненного в нем паза 112. Клиновой зажим 111 соединен с силовым цилиндром 113 его перемещения.
На опорном кольце 80 закреплено зубчатое колесо 114, входящее в зацепление одновременно с двумя приводными шестернями 115 и 116 (фиг. 6,7) установленными на общей опоре 117 и входящими в зацепление с третьей шестерней 118, передающей вращение от ее привода 119. В станине 73, в шпинделе 82 и в зубчатом колесе 114 выполнен сквозной паз 120, продлен за ось 121 и совпадает на станине с направлением перемещения змеевика по технологическому процессу, а на шпинделе выполнен перпендикулярно к оси поворота цапф 87 и 88.
Гибочная головка 29 также включает механизм осевого сжатия 122, (фиг.9) представляющий собой ползун 123, установленный в направляющих 124 корпуса 50 с возможностью возвратно-поступательного перемещения его от жестко закрепленного на нем цилиндра 125, шток 126 которого закреплен неподвижно на корпусе 50. На ползуне 123 закреплен прижим 127, подвижная губка 128 которого соединена с плитой 129, в направляющих которой установлена подпружиненная ползушка 130, на которой установлены измерительные ролики 131 и 132 и связанные с ними датчики положения 133.
Между машинами 7 и 8 установлено поддерживающее устройство 134 с выдвижными роликами 135.
Работа трубогибочной установки осуществляется следующим образом.
В блок управления гибкой 15 с помощью ЭВМ верхнего уровня (на чертеже не показано) вводят управляющую программу последовательности и направления перемещений машин и рабочих органов, величины скорости перемещения приводов и усилий осевого сжатия.
В исходном положении трубогибочная машина 7 находится в левой части направляющих 4, трубогибочная машина 8 в конце направляющих 5 так, что ручьи их полушаблонов 40 находятся по оси плети 2. Рычаги 52 с гибочными роликами 51 отведены от полушаблонов 40, фиксаторы 48 находятся в контакте с шестернями 45, фиксаторы 43 вне контакта с отверстием 44 втулки-фиксатора 33.
Трубогибочная машина 9 для пространственной гибки концевых участков змеевика находится в крайнем правом положении на направляющих 4. Верхний 91 и нижний 92 полушаблоны отведены от оси трубной плети 2 (фиг.6); гибочные ролики 107 отведены от полушаблонов.
Ролики 135 поддерживающего устройства 134 выведены в позицию приема трубной плети 2. Захваты (на чертеже не показано) транспортно-накопительного устройства 10 опущены. Передний конец плети 2 введен в зону действия подающих роликов механизма 1 подачи трубной плети 2.
Перемещением плит 26 в направляющих 25 платформ 17 от привода 27 регулируют положение осей 67 гибочных головок 29 относительно оси плети 2 на заданный размер поправки угла гиба в зависимости от механических свойств материала трубной плети 2.
Если гибы средней части змеевика предполагаются по типу "а", то перемещением по направляющим 4 трубогибочной машины 7 от привода 19 устанавливают соответствующее расстояние между осями 67 гибочных головок 29 машин 7 и 8 и консоли 61 и 62 штанги 60 соединяют на фиксаторах 63, выдвигают шток 69 цилиндра 68 на длину не менее суммарной длины дуг гибов и включением привода 72 винтовой пары 71 перемещают упор 70 в контакт со штоком 69, регулируют усилие штока 69 на упор 70 на одинаковую величину с растягивающим усилием, приложенным к заготовке на прямом участке между гибами.
Блок управления 15, воздействуя по заданной программе на привод механизма 1, перемещает трубную плеть 2 на заданный размер в ручьи полушаблонов 40 трубогибочных машин 7 и 8.
Включением цилиндров 57 упор 54 перемещается в направляющих 55 корпуса 50 штоком 56, поворачивает рычаг 52 на оси 53 и заживает плеть 2 гибочными роликами 51 на полушаблонах 40 машин 7 и 8.
Одновременно включаются приводы прижимов 41 и 127 на зажим плети подвижными губками 128 с подводом в контакт с трубой измерительных роликов 131 и 132, связанных с датчиками 133 (фиг.9).
Блок 15 управления гибкой включает привод 19 шестерни 18 колесной тележки 16 и перемещает машину 9 навстречу плети 2 на заданный размер посредством зацепления шестерни-рейки 6 по направляющим 4. Включением привода 119 посредством зацепления шестерен 115, 118 и 116 с зубчатым колесом 114 шпиндель 82 с опорными кольцами 80 и 81 поворачивается на заданный угол относительно сквозного паза 120 станины 73. Производится фиксация плети 2 в гибочном органе 85, для чего включаются приводы 98 ползушек 96,97, наклонные пазы 95 которых, воздействуя на роликовые опоры 94 вилок 93 штанг 89 и 90, производят смыкание полушаблонов 91 и 92, а затем включением цилиндра 113 перемещают клиновым зажимом 111 корпус 106 по направляющим 105 рамы 86 до контакта гибочных роликов 107 с трубной плетью 2. При обратном ходе клинового зажима 111 ось 110 серьги 109 входят в контакт с наклонной поверхностью паза 112 и перемещает корпус 106 с гибочными роликами 107 в направлении разжима трубной плети 2.
Включением приводов 103 и 104 зубчатых реек 101 и 102, находящихся в зацеплении с шестернями 99 и 100, закрепленных на цапфах 87 и 88, производится поворот гибочного органа 85 на заданный угол, осуществляется отгиб конца заготовки по заданной программе. После выполнения гиба механизмы гибочного органа возвращаются в исходное положение. Аналогичным образом осуществляются последующие гибы первого конца змеевика.
После выполнения последнего гиба полушаблоны 91 и 92 разжимаются перемещением ползушек 96 и 97 в направлении втягивания штоков цилиндров 98, гибочный орган 85 возвращается в исходное положение. Включением привода 119 полый шпиндель 82 поворачивается до совмещения паза в нем с пазом в станине 73, после чего блок 15 управления гибкой выдает команду на разрешение гибки средней части змеевика трубогибочными машинами 7 и 8 и, воздействуя на механизмы 122 осевого сжатия, включает цилиндр 125 на перемещение ползуна 123 в направляющих 124 корпуса 50 в направлении от зажатого прижима 127 к прижиму 41, чем создается усилие на участках l и l1 сжатия изгибаемых элементов плети 2, а на участке L растягивающее усилие между механизмами 122. Включением цилиндра 68 штанги 60 на заданное усилие штока 69 на упор 70 обеспечивается уравновешивание растягивающего усилия на участке l плети 2 усилием сжатия штанги 60 на ее длине l1, что повышает точность измерения усилий осевого сжатия и исключает погрешности в создании и измерении этих усилий и величин растяжения и сжатия и передачу этих усилий на механизмы машин.
Растяжение участка l плети 2 (фиг.9) вызывает поворот измерительных роликов 131 и 132 с датчиками положения 133, которые формируют сигнал в блоке 15 управления процессом гиба и программного регулирования растягивающего усилия и величины сжатия изгибаемых участков, после чего блок 15 управления гибкой, воздействуя на приводы 19, синхронно перемещает машины 7 и 8 и их гибочные механизмы головок 29. При этом расстояние l1 между гибочными машинами 7,8 по осям 67 уменьшается на величину суммы сформированных длин дуг, а транспортно-накопительное устройство 10 перемещается синхронно с гибочной машиной 8. При уменьшении расстояния l1 синхронно изменяется и длина штанги 60 за счет ввода штока 69 упором 70 в полость цилиндра 68 и смещения при этом консолей 61 и 62 в направлении уменьшения длины штанги 60 под действием усилий и гибочных головках 29.
После выхода конца змеевика из паза 120 гибочная машина 9 возвращается в исходное состояние, а гибочная машина 8 и транспортно-накопительное устройство 10 после формирования элемента змеевика на 90o меняют направления перемещения и начинают двигаться в направлении к оси плети 2. Гибочная машина 7 при этом продолжает перемещаться в том же направлении. После формирования гиба на 180o блоком 15 управления гибкой выключаются приводы 7 и 8 и транспортно-накопительного устройства 10, осуществляется отвод гибочных роликов 51 и возврат машин 7 и 8 в исходное положение. Формирование последующих элементов змеевика осуществляется аналогичным образом.
Если формируется П-образный гиб на трубогибочной машине 8, то после гибки элемента на 90o прекращается перемещение гибочных машин 7 и 8 и осевое сжатие плети в изгибаемых участках. Штанга 60 освобождается от нагрузки снятием давления в цилиндре 68, консоли 61 и 62 включением цилиндра 66 расфиксируются поворотом фиксаторов 63 тягой 65 и отводятся в стороны. Далее выключается цилиндр 49 (фиг.5) и расфиксирует шестерню 45, вал 39 вместе с прижимом 41 поворачивается на 90o в сторону направления гибки, и шестерня 45 включением цилиндра 49 на обратный ход фиксируется фиксатором 48.
После этого машина 8 перемещается в направлении к оси плети 2 на заданное расстояние при поднятой сформированной части змеевика транспортно-накопительным устройством 10. Затем змеевик опускается на ось гибочных устройств и фиксируется в гибочной машине 8, после чего производится процесс окончательного формирования элемента змеевика. После формирования основной части змеевика производится отгибка второго конца змеевика в сторону собираемого узла. При этом шестерня 45 расфиксируется, а прижим 41 фиксируется вводом фиксатора 43 приводом 42 в отверстие 44 втулки-фиксатора 33 с траверсой 32. При отгибке второго конца плеть 2 не фиксируется в гибочных механизмах машин 7. Расстояние между гибочными машинами 7 и 8 в этом случае непрерывно уменьшается на величину сформированной длины дуги, и корректировка расстояния между машинами 7 и 8 не производится.
После возвращения машин 7 и 8 в исходное состояние производится формирование второго конца змеевика машиной 9 и возврат ее в исходное состояние.
Расфиксированный змеевик с транспортно-накопительного устройства 10 устройством 12 передается в накопитель 14 для готовых змеевиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |

Использование: обработка металлов давлением, в частности, изготовление змеевиков из трубной плети. Сущность изобретения: трубогибочная машина включает установленные на взаимноперпендикулярных направляющих трубогибочные машины для формообразования средней части змеевика, трубогибочную машину для пространственной гибки концевых участков змеевика, блок управления, механизм осевого сжатия, транспортно-накопительные устройства. Каждая машина снабжена колесными тележками. Трубогибочные машины для формообразования средней части змеевика снабжены обеспечивающей их периодическую кинематическую связь разъемной штангой регулируемой длины. Гибочные головки упомянутых машин закреплены на платформах колесных тележек, регулируемых в направлении к продольной оси обрабатываемой трубной плети с возможностью получения гибов с углом 180o. Трубогибочная машина для пространственной гибки выполнена в виде полой станины с фланцами, на которых с помощью роликовых опор смонтированы оси вращения с опорными роликами. В полости станины посредством опорных колец смонтирован полый шпиндель с гибочным органом на одном из опорных колец. 9 ил.
Трубогибочная установка для изготовления змеевиков, содержащая размещенные на станине взаимно перпендикулярные направляющие, в которых с возможностью возвратно-поступательного перемещения установлены для формообразования средней части змеевика трубогибочные машины с гибочными головками, выполненными в виде полой стойки с закрепленными на ней траверсой с блоком гибочных роликов и валом гибочного полушаблона, блок управления гибкой, механизм осевого сжатия, транспортно-накопительные устройства и трубогибочную машину для пространственной гибки концевых участков змеевика, выполненную со станиной, имеющей сквозной боковой паз и круговую направляющую, в которой с возможностью поворота смонтирован цилиндрический корпус с идентичным боковым пазом и размещенным в нем гибочным органом, включающим разъемный гибочный шаблон, отличающаяся тем, что каждая трубогибочная машина оснащена колесными тележками с приводами их перемещения, блоками центрирования относительно введенных в направляющие зубчатых реек, платформой, несущей рабочие гибочные органы, трубогибочные машины для формообразования средней части змеевика снабжены обеспечивающей их периодическую кинематическую связь разъемной штангой регулируемой длины, выполненной в виде закрепленных одним концом на соответствующей машине двух консолей, обращенные друг к другу концы которых соединены посредством приводных фиксаторов с возможностью перемещения в продольном направлении, а связанные с трубогибочными машинами концы консолей закреплены с возможностью поворота в горизонтальной плоскости на траверсах гибочных головок, причем связанный фиксатором конец одной из консолей снабжен установленным с возможностью регулировочного перемещения по длине консоли и фиксации в заданном положении упором, а встречно обращенный к нему конец другой консоли силовым цилиндром для взаимодействия штоком с упомянутым упором в период одновременного выполнения двух гибов с приложением растягивающего усилия на прямой участок формуемой части змеевика, а полые стойки гибочных головок закреплены на платформах колесных тележек с возможностью регулировочного перемещения в направлении к продольной оси подачи обрабатываемого змеевика и снабжены кольцевой направляющей качения с опорным кольцом для контакта направляющей с траверсой, снабженной жестко связанной с ней втулкой-фиксатором и смонтированным на последней корпусом, несущим блок гибочных роликов, выполненный в виде шарнирно закрепленных на корпусе с помощью общей оси подпружиненных рычагов с гибочными роликами, смонтированных с возможностью взаимодействия с упором, установленным в предусмотренных в корпусе направляющих с возможностью регулировочного перемещения от привода в виде силового цилиндра, а трубогибочная машина для пространственной гибки концевых участков змеевика, станина которой выполнена полой с торцевыми фланцами, на которых с помощью эксцентриковых подшипниковых втулок смонтированы оси вращения с опорными роликами, снабжена установленным в полости станины с возможностью поворота посредством опорных колец полым шпинделем, на одном из опорных колец которого посредством кронштейнов с возможностью поворота установлен гибочный орган, выполненный в виде снабженной приводом поворотной рамы с цапфами, в которых соосно установлены штанги, на встречных концах которых размещены полушаблоны разъемного гибочного шаблона, а на других концах штанг смонтированы роликовые опоры, а также выполненных с наклонными пазами для взаимодействия с роликовыми опорами штанг ползушек с приводами их перемещения, а привод поворота рамы выполнен в виде установленной в каждой цапфе зубчатой шестерни, входящей в зацепление с соответствующей зубчатой рейкой, связанной с приводом ее перемещения, а также установленного в выполненных в раме направляющих с возможностью перемещения в направлении к оси разъемного шаблона корпуса, несущего гибочные ролики и выполненного с наклонной поверхностью и серьгой с закрепленной в ней осью для взаимодействия с введенным в трубогибочную машину приводным клиновым зажимом и с наклонными поверхностями выполненного в нем паза, а на втором опорном кольце закреплено введенное в трубогибочную машину зубчатое колесо, входящее в зацепление с двумя расположенными симметрично относительно перпендикулярной платформе оси приводными шестернями для поворота шпинделя независимо от углового положения выполненного в нем сквозного паза, установленными на общей опоре и входящими в зацепление с третьей шестерней, имеющей привод вращения, причем сквозной паз для перемещения змеевиков по технологическому процессу в станине и шпинделе выполнен по ширине, превышающей радиальный размер машины, и в шпинделе расположен перпендикулярно оси поворота цапф.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1411075, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2038886, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
