Тяжело нагруженные зубчатые передачи электровозов, тепловозов, моторных вагонов и тому подобного часто выходят из строя пз-за образования лучевых трещин у основания зубьев.
Существующие методы поверхностной закалки зубьев шестерек (высокочастотная и пламенная закалка рабочей поверхности зубьев без закалки впадины между ними), увеличивая износоустойчивость зубь. ев, не только не повышает уста-, лостную прочность зубьев в наиболее напряженных частях у их основания, но в ряде случаев снижает эту прочность. Известно также, что при поверхностной закалке наиболее слабым местом детали является место выхода переходного слоя на поверхность детали.
Согласно изобретению, предлагается способ поверхностной закалки зубьев шестерен большого модуля (т 7 мм), при котором нагреву подвергают не только боковые поверхности зубьев, но и поверхностные слои материала, расположенные у впадин между зубьями.
Нагрев под закалку производится током высокой частоты. Сквозная закалка зуба недопустима.
9 Свод. Выпуск 10, 1949 г.
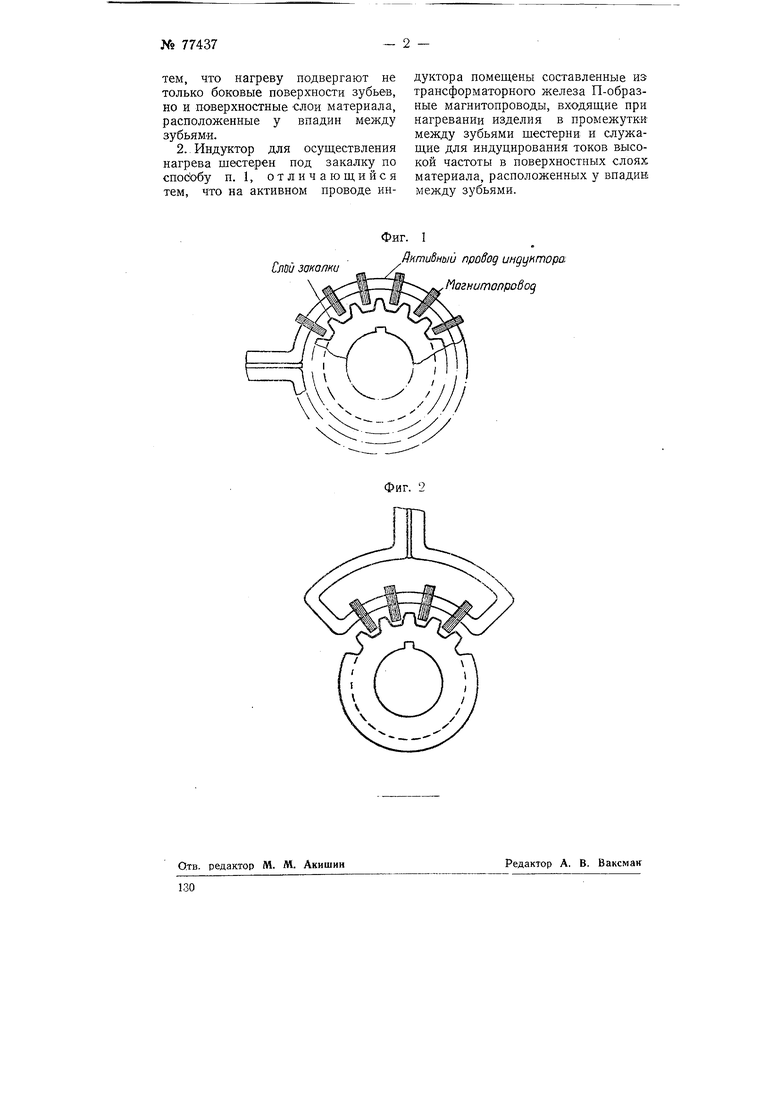
Указанная конфигурация закаленного слоя достигается последовательной закалкой шестерни с применением индуктора (фиг. 1 и 2).
Особенностью индукторов предложенной конструкции является устройство на активном токопровЬде его ряда П-образных магнитопроводов (по числу впадин между зубьями), составленных из трансформаторного железа.
Такая конструкция индуктора обеспечивает при частотах до 20000 гц иагрев и закалку шестерен по профилю зубье«.
Закалка при помощи индукторов предложенной конструкции позволя.ет применять генераторы значительно меньшей мощности, чем это требуется в известных способах закалки током высокой частоты, а также осуществлять быстрый нагрев каждого элемента поверхности зубчатых колес при ее малой поводке и короблении.
Предмет изобретения
1. Способ поверхностной закалки щестерен больщого модуля с местным нагревом их зубьев током высокой частоты, отличающийся
129
тем, что нагреву подвергают не только боковые поверхности зубьев, но и поверхностные слои материала, расположенные у впадин между зубьями.
2. Индуктор для осуществления нагрева шестерен под закалку по cnodo6y п. 1, отличающийся тем, что на активном проводе инСлой закалки
дуктора помещены составленные из трансформаторного железа П-образные магнитопроводы, входящие при нагревании изделия в промежутки между зубьями шестерни и служащие для индуцирования токов высокой частоты в поверхностных слоях материала, расположенных у впадин между зубьями.
Фиг. 1
йктибный провод uнglj(mopa
Пагнитопровод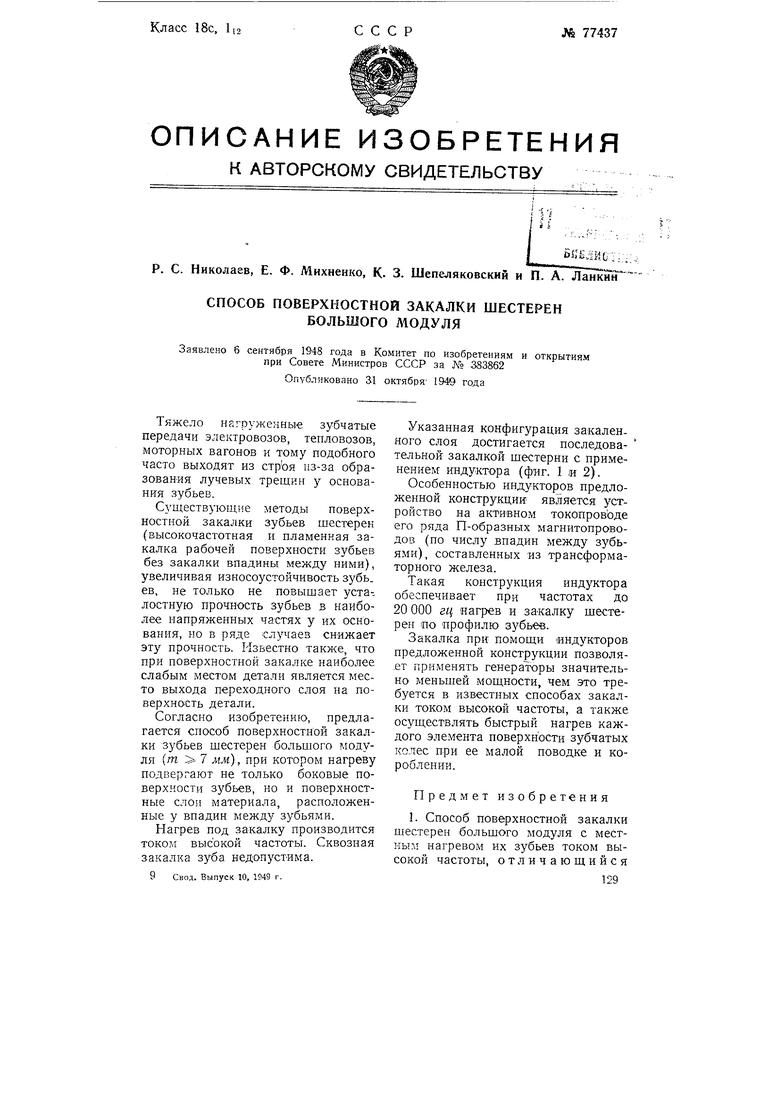
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для поверхностной закалки шестерен большого модуля | 1952 |
|
SU99545A2 |
| Индуктор для поверхностной закалки зубчатых колес и шестерен большого модуля | 1958 |
|
SU119279A1 |
| Приспособление для индукционной закалки шестерен | 1944 |
|
SU65218A1 |
| Станок для горячей и холодной накатки зубьев цилиндрических шестерен | 1956 |
|
SU118259A1 |
| Способ поверхностной закалки рабочего зеркала блока цилиндров двигателя внутреннего сгорания | 1950 |
|
SU91434A1 |
| Стан для прокатки цилиндрических зубчатых колес | 1950 |
|
SU91178A1 |
| Устройство для поверхностной контурной закалки шестерен | 1958 |
|
SU117218A1 |
| Конструкционная сталь | 1959 |
|
SU128482A1 |
| Способ поверхностной закалки шестерен | 1956 |
|
SU113770A1 |
| Высокочастотная печь периодического действия для газовой цементации изделий с нагревом их индуцированным током высокой частоты | 1949 |
|
SU92358A1 |