В известных индукторах для поверхностной закалки шестерен большого модуля () нагрев боковых поверхностей зубьев и впадин между ними осуществляется при непрерывно-последовательном способе закалки, при котором индуктор в процессе закалки перемещается вдоль закаливаемой впадины между зубьями детали.
Однако закалка, осуществляемая неирерывно-последовательным способом, имеет сравнительно низкий к.п-д. индуктора и относительно небольшую производительность, а конструкция индуктора для осуществления этого способа не позволяет применять закалку с самоотпуском, необходимым для устранения образования трещин во впадине между зубьями.
Описываемая конструкция индуктора не имеет этих недостатков. Предлагаемый индуктор выполнен из двух соединенных последовательно (прямого и обратного) токопроводов, между которыми и па обратном токопроводе расположены магнитопроводы. Такая конструкция наряду с достижением равномерности закалки боковых поверхностей зубьев и впадин между ними позволяет использовать упрощенную констрз кцию закалочного станка, поскольку нагрев в этом случае осуществляется не непрерывно-последовательным, а одновременным способом. Кроме того, такой индуктор дает возможность производить закалку с са,моотпзском, что устраняет образование трещин во впадине зубьев изделия.
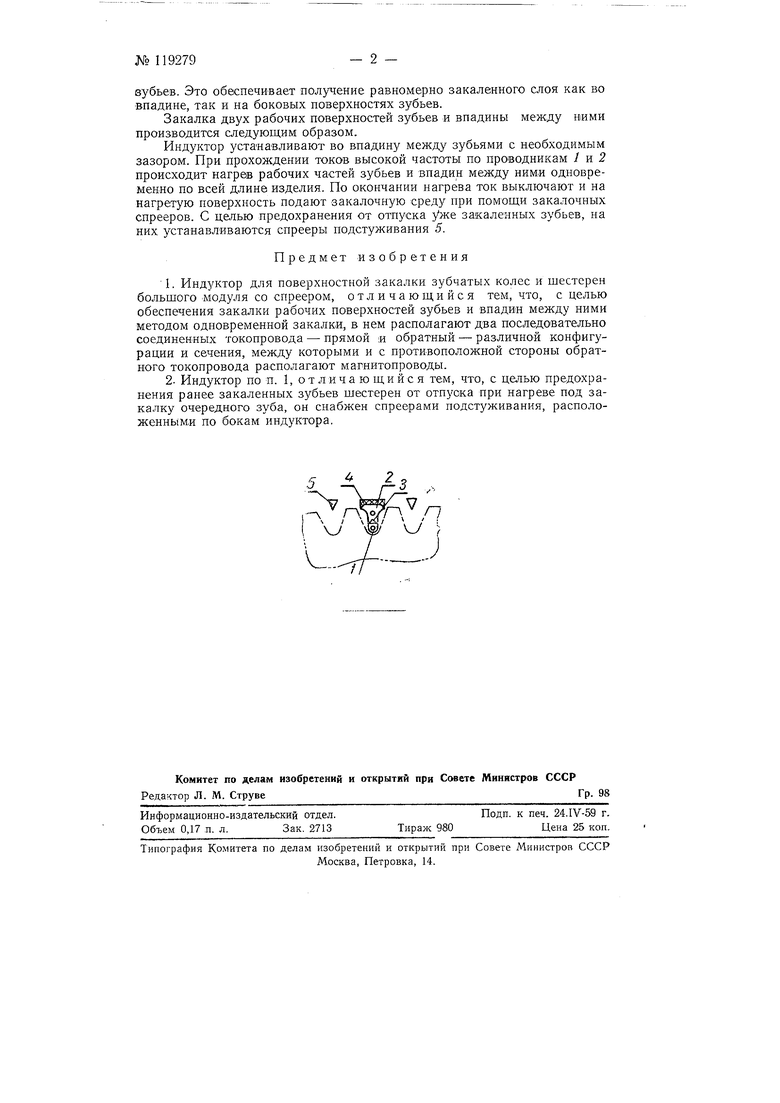
Активная часть индуктора состоит из двух токопроводов (см. чертеж) - прямого / и обратного 2 - различной конструкции и сечения, соединенных последовательно. Между прямым и обратным токопроводами расположен магнитопровод 3. На обратном токопроводе также расположен магнитопровод 4.
Сечение токопровода 2 значительно больше сечения токопровода /, поэтому при последовательном их включении плотность тока в токопроводе 1, предназначенном для нагрева впадины, в несколько раз больше, чем в токопроводе 2, предназначенном для нагрева боковых поверхностей
№ 119279- 2 вубьев. Это обеспечивает получение равномерно закаленного слоя как во впадине, так и на боковых поверхностях зубьев.
Закалка двух рабочих поверхностей зубьев и впадины между пими производится следующим образом.
Индуктор устанавливают во впадину между зубьями с необходимым зазором. При прохождении токов высокой частоты по проводникам / и 2 происходит нагрев рабочих частей зубьев и впадин между ними одновременно по всей длине изделия. По окончании нагрева ток выключают и на нагретую поверхность подают закалочную среду при помощи закалочных спрееров. С целью предохранения от отпуска уже закаленных зубьев, на них устанавливаются спрееры подстуживаиия 5.
Предмет изобретения
1.Индуктор для поверхностной закалки зубчатых колес и шестерен больщого модуля со спреером, отличающийся тем, что, с целью обеспечения закалки рабочих поверхностей зубьев и впадин между ними методом одновременной закалки, в нем располагают два последовательно соединенных токопровода - прямой я обратный - различной конфигурации и сечения, между которыми и с противоположной стороны обратного токопровода располагают магнитопроводы.
2.Индуктор по п. 1, от л ича ю щи и с я тем, что, с целью предохранения ранее закаленных зубьев шестерен от отпуска при нагреве под закалку очередного зуба, он снабжен спреерами подстуживания, расположенными по бокам индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для поверхностной закалки шестерен большого модуля | 1952 |
|
SU99545A2 |
| Способ поверхностной закалки шестерен большого модуля | 1948 |
|
SU77437A1 |
| Способ термической обработки крупномодульных эвольвентных зубчатых колес | 1989 |
|
SU1740456A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ШЕСТЕРЕН ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1971 |
|
SU322381A1 |
| СПОСОБ ДЛЯ ЗАКАЛКИ КОНЦОВ РЕЛЬС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1949 |
|
SU85263A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ С МАЛЫМ РАССТОЯНИЕМ МЕЖДУ НАГРЕВАЕМЫМИ СТОРОНАМИ | 1998 |
|
RU2130698C1 |
| Способ закалки цилиндрическихиздЕлий из лЕгиРОВАННыХ СТАлЕй ичугуНОВ | 1978 |
|
SU810851A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ПИЛЬНЫХ ДИСКОВ | 1991 |
|
RU2051187C1 |
| Индуктор-спрейер для закалкишЕСТЕРЕН | 1978 |
|
SU808543A1 |
