жащая общий источник c:i;iai:C-; HOI.. 1Г установки дуговой срарки; п ;ог--ij-.одинакового СОПрОТИй:К-;Н; К , ССм д/КИГ:;.
ные с отрицательным ncsjuocoivi исггочника сварочного тока, и элекГ1;г;м;-11-. нитные контакторк для яктоь у.ческс коммутации проводов в проп.есс-:; ,п,у:гс: вой сварки с корпусами судов этом число проводоЕ , сое,ямяюй;;; корпус каждого судна с отрнчатеггьи;; полюсом источника сварочко1 о тока, равно числу установок дугозой сва-пк на судне, катушки контактороя присоединены параллельно балластп-тм реостатам установок и отрицательньй
полюс источника сварочного ТОРЯ Яг:-;
лен через пусковой резистор.
Основной недостаток ИЗЕРСТЯОН системы заключается в том, что в г:р цессе сварки не вс-эгдс обес:иетинает снижение тока, стекающего с nc. части корпусов судов, до eenruiacHOj уровня вследствие того, что с:ааро--т ные токи отделЕ ных установок постов в эависимости от технологических рс жимов могут pa3jrH ciTf-.. в 1,5-3,5 за, а каждый отдельный провод, подключаемий при работе поста элорт;; 0 магнитным контактором к корпусу cy:i на для соединения его с отркдарйлт- полюсом источника сварочного тока, имеет постоя 1яое сопротивление. В зультате такогонесоо.гзс:-сть{---1 па дения напряжения между корпусо:; каждого судна и обли-м отри1гр -е11ь ным полюсом источника сварочного тс ка неодинаково и ме;кду icopuycp;p.:;возникает разность пс тептги ;р-;ог;. величина которой зависит от cpppxi ных токов и может SHapi-rrejn-PiO - pe:-ii щать допустимую з соотзетст-пи с т; бованиями ОСТ 5.9664-76,. вследствк-,чего корпуса судов гтодгигргагатря ::.: рической коррозии. Крог.-;е этогтр. :;Р земление отрицателы-ю10 полюса моточникй свароч-кого тока через r;v:4v вой резистор обус,; ;л:Р1:р : р; 14с корпусов судов в момент:-; .:ал;1 сварки.
Указанные кедостаткр и:-рес-;р р; с темы не обеспечивают достаррр;ор
феКТИВНОСТИ защиты корпусе; C;,
электрической коррозии кагс р npPirc::. сварки, так и в момер|ть ее .;-j ,.
Целью изобретения явлсеторрп;ние эффективности защити корпус:р дов от электрической коррозии п;.; симо от сварочных токов отдег1ьн1:: установок.
Поставленная цель достигается что в систему введены датчики по ляемого установкам сварочного т фиксаторами достижения заданных НИИ тока и формировател - режимов ты электромагнитных контакторов, этом датчики с фиксаторами включ между положительны полгосом исто сварочного тока и корпусом каждо
;р/.гр-р: , .. ; фор.Иг;оЕателям подключены :,;,ре;р:рР. KoiPiciiipcpi-;,
U ,ippj;,;so (piOMOH ир.-оме .иатч; ; : ni.jтре51;яеморо устсзновкамк на судне сваpovf: -po YOKH с фиксаторами достижения :. 7,,:;апоь:х ;-р-;ачон - и тока выполнен в виде cpp:picnpa с ферромагнитным сердечJiH p-.i;v- с установленными на нем магнитеупраБ/;У :еь-мми контактами, каждый из ; отор/лх на.строен на загФлкание от тока соленоида, соответстБующего задс1нному зиа-1е ;ию тока, а формировато;и1 riepH MOB работы электромагнитных контак-торов выполнены на транзисторах, при этом в коллекторы тр-анзисторов включаг Ы ча.тушки KO4TaKTOpf;a, а баз:. Г TJ :3. р я с Р р о в ci: Р е . с о о л ii с т с т в у и G м.-) г;: ;г: оуг:равл ;а1.1ые кортакгя пcдкJЛ JtP:ih Г положите.;:ьнрму г ол}осу 1:сточ; и й :а- -.pv---p-o 7рра, .
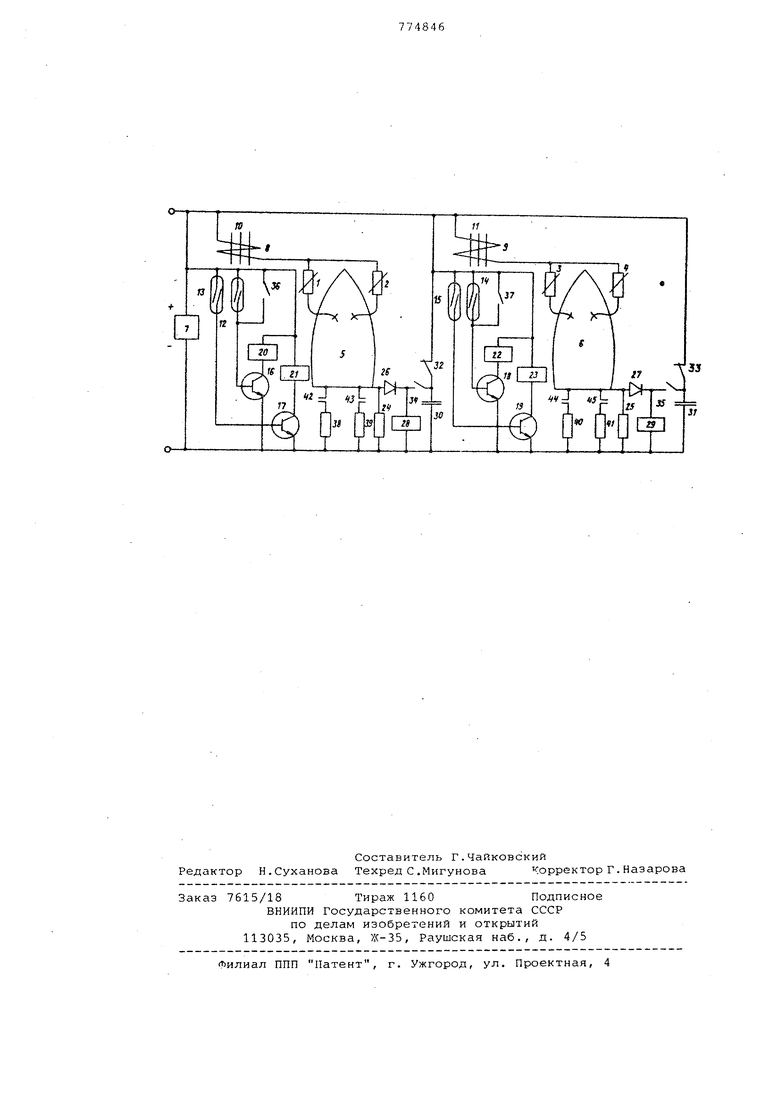
Р-;а;;гсрр;г iPi ;ca;i:pOM датчг кс рраг)е-3ляемол-о устаррнкам сварочного тРка с фиксаторам;- дос::тт жения эадан:1ых eio значений и подключение катучек электромагнитных контакторов к ;:ормировате.;;ям режимов их рабрть: и состретсгвгр-; с достигнутыми заф;-:кси.rpptpHaMp 3 налрриями сварочгото тока иа р;/лр е грззБолкет автоматически рр,р,;„;ержизар1 соединение корпуса каждогг; рутдма с отрицательным полюсом ис:ррчи1- а сварочного тока необхог1;и-/ ip --.рр;-р:р;рром прозодов Е зависимоер с-р пот ;С;б.Тяеморо на су.дне сзароч L;;: :J . Б резу.пьтате изменение aLpHjp г ;пртеРИ:-1 ;ежду корпусом каждого .. 1.:-ч::. р О:;риигтельным полюсом иcтoчн ;Р; pv.pi 1рр:рдртрр в обратно пропор ::, :;Р113ИСИГ.ОСТИ ОТ ИЗ МР П(: ЗИ К .:.; . :. ;рТр ГОГСа. ЭТО ПОВЫГИеТ ТОЧ;:.;;.;.ъ зырарииЕания напряжении между корг:;ус:ом ;саядого судна и отрицатель;р-.:м Г1рл;осом источ1-:ика сварочного тока :.р; ;:; 1ичар ИР маиряженин обес 1ечиваР.г З п-глСйтриг разности потенциалов и -.vppj : сггижеиие тока злектри;;-: : .-Lva.e ррелстазлена злектри-чаррая рхрха предлагаемой .К,
Р;;:; ,;г,г:;;л,;, уРТаНОлИПЛ 1,2 И 3, 4
ра.;га::йе рЗ-риртзР по дтзе установки на ,;.,, ; рудах) к .положительг; ,;/- i;p,iiior:v источника сяарочиого тоР-. рса./ез ра;;чи1 ;и потреОляемого ,--,;н;:ч;г-снор;.; трка с фикеатррами достижрнрл задаи;:,ых его значе -и й, лыполиекаые п Бир.е соленоидов 8- и 9с фрроомагни1р:ы п-1 сердечн п ами 10 и л1, на которых устаиозлены магнитоуиравггяемые контактЕ т 12-15. Каждый из них настроен i-ia загрык.ание от сварочного тока 3 соленоидах 8 и 9, соответствующего заданному Зючению его фиксаь.ии. Величина изменения сварочного юка,, через которую необкодкмо его миксиррнаиие, принимае /ся из условия не 1рег;ым емии допустимой разности потен1 иаяо менщу корпусами судков в
соответсТЕ : с требованиями ОСТ 5 . 9 6 6 4 --76. П р а к т и ч е с к ir ф и к с и Р о в а:-; и е потребляемого сварочного тока судах ка акваториях с морской водой целесообразно принять через каждые 100 А, а на акваториях с оечноя водой -- через ка/к,п,ые 300 Л.
С учетом принятой велкчинк изменения сварочного тока, например 100 А, магнитоуправляемые контакты 12-15 настраиваются на поочере,иное замыка.чие при достижении сваро -гным током в соленоидах8 и 9 значений 100 А, 200 А, 300 А, 400 А н т.д. Магнитоуправляемые контакты 12-15 соединены с базами соответствен; о транзисторов 16-19, которые вы1 о;;н;-ют функцию формирователей работы электромагнитных контакторов, Катушки электромагнитных контагсторо 20--23 включены нагрузка.-:; соответственно транзисторов 16-19.
Корпуса судов 5 и 6 соединены с отрицательным полюсо -; источника саарочного тока 7 пусковыми резпс орами 24 и 25, параллельно которым чгереу диодьз 26 и 27 подключены vaTyiJKiэлектромагнитных реле 23 i-i 29, Конденсаторы 30 и 31 через i-iopMa:ibi;o замкнутые контакты 32 и 33 соответственно реле 28 и 29 подключены к г оложительному полюсу источни ; СБЛрочного тока 7 и заряжены до - аг;рк;г:с ния этого источника, а через :5орма.-гьно разомкнутые контакты 34 и 35 Юр ключекь параллельно катушкам реле 25 и 29, Нормаль 1О разомкнутые контакт
там 1/. и
ныгЛ н замыкание от сварочного :
100 А, проходящего в со.;;енокдах
Провода одинакового со Ленин соединены с отрицательным сом источника сварочного тока 7 и посредством контактов 42-45 электромэт-нитных контакторов подключт;г;ы -;r-;j, сам судов 5 и 6.
Система работает слсдую;цим образс м
При начале сварки на одноГг -;о сварочных установок на судне, напр -гмер на установке 1 на судне 5, ток от положительного полюса источника сварочного тока 7 к отрицательному проходит по цепи: соленоид 8 с ферромагнитным сердечником 10 - установка 1 - корпус судна 5 - пусковой резистор 24 - диод 26 - катушка электромагнитного реле 28. Под действием тока в катушке реле 28 замыкаются его нормально разомкнутые контакты 34 и 36. Контакт 34 подключает параллельнокатушке реле 28 заряженный до напряжения источника тока 7 конденсатор 30. Контакт 36 шунтирует магнитоуправляемый контакт 12 и подает напряжение на базу транзистора 16. Транзистор 16 открывается и через катугику электромагнитного контактора
20 проходит ток, под действием которого заь-мкается его контакт 42 и подключает провод 38 к корпусу судна 5.
Конденсатор 30 разряжается на катушку ре.че 28 и обеспечивает удержание его контактов 34 и 36 на период переходных процессов при замыкании контактов 42 и шунтировании ими пускового резистора 24, а диод 26 препятствует разряду конденсатора 30 на замкнутые контакты 42 и пусковой резистор 24.
Под действием установившегося сварочного тока, протекающего в соленоиде 8 сферромагнитным сердечником 10, возникает магнитное поле, под действием которого aaNiHKaroTCH и удерживаются в замкнутом положении установленные на ферромагнитном сердечнике 10 магнитоуправляемые контакты 12, настроенные на замыкание от сварочного тока Б.100 А.
При увеличении -сварочного тока на судне 5 до 200 А, которое может быть связано как с изменением режима сварки на установке 1, так и включением в работу установки 2 и других не по.-: зак:--ых на чертеяе установок на 5 :;ол действием магнитного поля /зеличе г юго сварочного тока замыаются следующие настроенные на это магкитоуправляемые контакты 13, оторые подводят напряжение к базе транзистора 17. Транзистор 17 откры ает.-я, через катчаику электромагнитного контактора 21 проходит ток и ,каятся его контакт 43, который rc-MiKniv--aeT еще один провод 39 к корпусу судна 5.
Такилг же образом с дальнейшим увел Г-:ением сварочного тока на каждые 100 А к корпусу судна 5 подключаются ; , (не показаны) провода между корпусом судна 5 и отрицательным полюсом источника сварочного тока 7,
При снкженин сварочного тока на с;. -- магнитное поле в соленоиде 8 г а к ж е у м е н ь оla е т с я .
В момент, когда магнитное поле становится меньше поля удержания, например, магнитоуправляемого контакта 13 3 замкнутом положении последний раз гь1кается. При этом отключается напряжение от базы транзистора 17, который закрывается. В результате ток в эл ектромагнитного контактора 21 прекращается, размыкается контакт 43 и провод 39 отключается от корпуса судна 5. С прекращением сварки на судне 5 ток в соленоиде 8 также прекращается, магнитное поле исчезает, магнитоуправляемый контакт 12 размыкается, закрывается транзистор 16, ток в кат Т11ке электромагнитного контактора 20 прекращается,его замкнутый контакт 42 размыкается и провод 38 отключается QT корпуса судна 5.
Таким же порядком в зависимости от потребляемого сварочного тока.
проходящего через соленоид 9, подключаются и отключгиотся провода 40 и 41 к корпусу судна б, а также к другим (не показаны) судам, подключенным к источнику сварочного тока 7
В результате в процессе сварки число проводов, подключенных между корпусом каждого судна и отрицательным полюсом источника сварочного ток находится в зависимости от потребляемого на каждом судне сварочного тока а это способствует выравниванию потециалов судов и снижению разности потенциалов между ними до допустимой величины.
Техническая эффективность предлагаемой системы электроснабжения видна из сравнения возникающей между одними и теми же судами разности потенциалов при работе на них 1-3 постов ручной дуговой сварки в производственных условиях на акватории с речной водой. Как показала практика при постоянном соединении корпуса каждого из двух судов.с отрйцательным шинопроводом тремя одинаковыми проводами длиной 20 м и сечением 75 мм разность потенциалов между корпусами достигает 450-550 мВ.
При коммутации этих же проводов в зависимости от числа работающих сварочных постов разность потенциалов достигает 80-180 мВ, а при коммутации по предлагаемой системе (через 300 А) разность потенциалов изменялась в пределах 40 - 80 мВ, что соответствует требованиям ОСТ 5.9664-76 для речной пресной воды.
Экономический эффект складывается из увеличения междокового периода судов и снижения затрат на ремонт подводной части корпусов из-за повышения надежности защиты их от электрической коррозии. По предварительному расчету экономический эффект достгает 6000 рублей в год на одно судно водоизмещением 1500-3000 т и объемом сварочных работ на плаву около 3000 нормочасов.
Формула изобретения
1. Многопостовая система питания сварочных установок при выполнении
дуговой сварки одновременно на нескольких судах на плаву, содержащая общий источник сварочного тока, отрицательный полюс которого подключен к корпусам судов через провода одинакового сопротивления при помощи электромагнитных контакторов, а также установки для дуговой сварки, отличающаяся тем, что, с целью повьттения эффективности защиты корпусов судов от электрической коррозии независимо от сварочньж токов отдельных установок, в нее введены датчики потребляемого установками сварочного тока с фиксаторами достижения заданных значений тОка и формирователи режимов работы электромагнитных контакторов, hoдключeнныe к катушкам последних, при этом датчики с фиксаторами включены между положительным полюсом источника сварочного тока и корпусом каждого судна.
2.Многопостовая система по п.1, отличающаяся тем, что каждый датчик потребляемого на судне сварочного тока с фиксаторами достижния заданных значений тока выполнен
в виде соленоида с ферромагнитным сердечником, на котором установлены магнитоуправляемые контакты, каждый из которых настроен на замыкание от тока соленоида, соответствующего заданному значению тока.
3.Многопостовая система по п.1, отличающаяся тем, что формирователи режимов работы электромагнитных контакторов выполнены на транзисторах, при этом в коллекторы транзисторов включены катушки контакторов, а базы транзисторов через соответствующие магнитоуправляемые контакты подключены к положительному полюсу источника сварочного тока.
Источники информации, принятые во внимание при экспертизе
1.Богорад И.я. Электрокоррозия судов. Л.,Судпромгиз, 1956, с.14.
2.Авторское свидетельство СССР № 441122, кл. В 23 К 9/10, 1973 (прототип).