1
Система может применяться при питании нескольких сварочных постов на судах, находящихся на плаву, от общего источника сварочного тока при обеспечении защиты от электрокоррозии.
Известна многопостовая система питания сварочных установок, содержащая источник сварочного тока, балластные реостаты, электрододержатели и провода, постоянно соединяющие корпуса судов с общим отрицательным зажимом соответствующих источников питания. При этом корпуса судов соединены с береговым заземляющим контуром и стоящими рядом судами дренажными проводами.
Однако известная система не обеспечивает защиту от электрической коррозии одновре.менно достраиваемых и ремонтируемых на плаву судов при электроснабжении постов ручной дугового сварки на них от общего для всех судов источника сварочного тока, потому что в этом случае с подводной части каждого корпуса судна стекает до 30% потребляемого на судне сварочного тока и в условиях акватория с морской водой, имеющей высокую проводимость, сопротивление дренажных проводов становится равным сопротивлению растекания. Ток утечки превыщает допустимый, что усиливает процесс электрокоррозии корпуса.
Несмотря на это на практике нащла щирокое применение схема централизованного электроснабжения сварочных постов на нескольких одновременно достраиваемых и ремонтируемых на плаву судах от общего для всех судов источника тока - общих распределительных шинопроводов, вследствие того, что такая схема обеспечивает экономию электроэнергии и повыщение стабильности сварочного напрял ения.
Целью изобретения является обеспечение защиты судов на плаву от электрической коррозии в процессе осуществления на них ручной дуговой сварки при электроснабжении сварочных постов от общего для всех судов источника сварочного тока.
Это достигается тем, что в предлагаемой системе количество проводов, соединяющих
каждое судно с общим (отрицательным) зажимом источника, равно количеству сварочных постов на этом судне, причем провода имеют одинаковое сопротивление и нодключены параллельно один другому через замыкающие контакты сварочных контакторов, катущки которых подключены параллельно балластному реостату соответствующего сварочного поста на судне, а общий зажим источника сварочного тока заземлен через пусковой резистор.
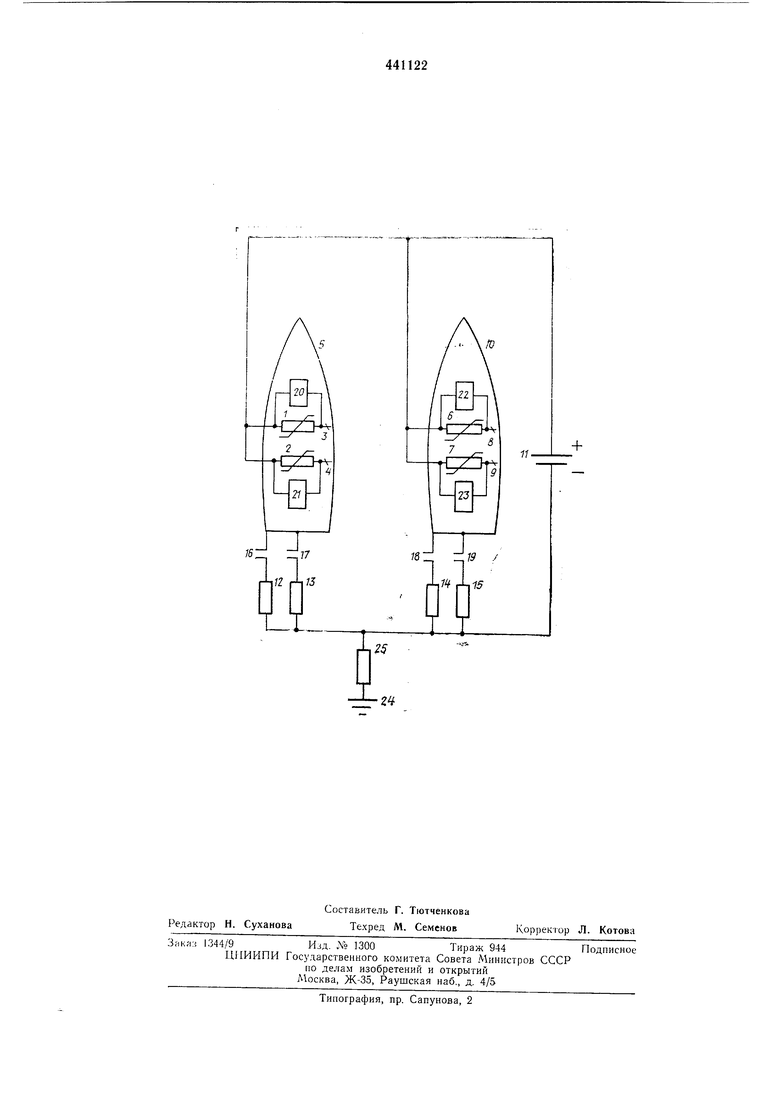
На чертеже представлена схема предлагаемой системы питания.
Балластные реостаты 1 и 2 с присоединенными к ним сварочнЫМи электродами 3 и 4 сварочных постов на судне 5 (на чертеже показано по два поста на двух судах) и балластные реостаты 6 и 7 с присоединенными к ним сварочными электродами 8 и 9 сварочных постов на судне 10 подключены к положительному зажиму источника 11 сварочного тока.
Корпуса судов 5 и 10 соединены с отрицательным зажимом источника 11 тока проводами 12-15 одинакового сопротивления посредством замыкаюш,их контактов 16-19 сварочных контакторов 20-23, катушки которых подклк)чены параллельно соответствующим балластным реостатом 1, 2, 6 и 7.
Общий отрицательный зажим источника 11 сварочного тока соединен с береговым заземляющим коитуром 24 сопротивлением 25.
Система работает следующим образом.
При начале сварки одним сварщиком и зажигании дуги сварочным электродом, например электродом 3, на корпусе судна 5 ток от источника И протекает по цепи; балластный реостат 1 - катушка контактора 20 - сварочный электрод 3 - сопротивление растекания тока с подводной части корпуса судна 5 - береговой заземляющий контур 24 - пусковое сопротивление 25.
При падении напряжения на балластном реостате 1, достаточном для включения контактора 20, последний включается и замыкающим контактом 16 подключает провод 12 к корпусу судна 5.
При зажигании дуги на судне 5 вторым и последующими сварщиками включение поста в работу происходит аналогичным образом. Таким же образом включаются в работу сварочные посты на судне 10 и на других судах, не показанных на чертелсе.
При обрыве дуги и прекращеиии сварки контактор отключается и силовым контактом отключает соответствующий провод от корпуса судна.
Таким образом, в процессе сварки корпус каждого судна подключен к отрицательному зажиму общего для судов источника сварочного тока параллельно подключаемыми проводами одинакового сопротивления, количество которых равно количеству сварочных постов на судне.
При прекращении сварки на отдельном судне его корпус отключается от отрицательного зажима источника тока, в результате разрывается цепь стекания тока с подводной части 5 корпусов, па которых ведется сварка, на корпус судна, на котором сварка прекратилась. Заземление отрицательного зажима источника сварочного тока пусковым резистором не вызывает опасных токов с подводной части
судов, так как величина пускового сопротивления в сотни раз больше сопротивления соединительных нроводов.
При одинаковом сопротивлении соединительных проводов общее сопротивление системы при параллельном соединении проводов обратно пропорционально пх числу, а следовательно, количеству работаюищх сварочных постов на судне и среднему обпгему сварочному току на судне.
О Таким образом, система обеспечивает ступенчатое регулирование общего сопротивления проводов, соединяющих корпус каждого судна с общим зажимом многопостового источника сварочного тока. Это способствует поддержанию близкого падения напряжения между каждым судном общим зажимом источника сварочного тока, а следовательно, снижает разность потенциалов между отдельными судами, что способствует снижению токов, стекающих с их подводной части, и уменьшает электрическую коррозию корпусов.
Предмет изобретения
Многопостовая система питания сварочных установок при выполнении дуговой сварки одновременно на нескольких судах на плаву, содержащая источник сварочного тока, балластные реостаты, электрододержатели и соединительные провода, отл ич ающа я ся тем, что, с целью защиты корпусов судов от электрической коррозии на плаву, количество проводов, соединяющих каждое судно с общим
(отрицательным) зажимом источника, равно количеству сварочных постов на этом судне, причем провода имеют одинаковое сопротивление и подключены параллельно один другому через контакты сварочных контакторов,
катушки которых подключены иараллелыю балластному реостату соответствующего поста на судне, а общий зажим источника заземлен через пусковой резистор.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНИЖЕНИЯ ТОКА, СТЕКАЮЩЕГОС ПОДВОДНОЙ ЧАСТИ СУДОВ НА ПЛАВУ ПРИ ВЫПОЛНЕНИИНА НИХ СВАРОЧНЫХ РАБОТ | 1973 |
|
SU433979A1 |
| Многополостная система питания сварочных установок при выполнении дуговой сварки одновременно на нескольких судах на плаву | 1978 |
|
SU774846A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| Устройство для автоматического управления сварочной цепью при дуговой сварке постоянным и переменным током | 1971 |
|
SU442902A1 |
| Многопостовая система питания для электродуговой сварки | 1973 |
|
SU460957A1 |
| Система централизованного питания сварочных постов | 1989 |
|
SU1798074A1 |