1
Изобретение относится к технике управления процессом обжига материалов во вращающихся печах и может быть использовано при проектировании и усовершенствовании процесса тер- 5 мического синтеза керамических спеков.
Известен способ управления процессом обжига во вращающейся печи, включающий управления расходом сщзья Ю и топлива, подаваемых в печь, измерение амплитуды заданной полосы периодических колебаний тока статора привода печи, а также поддержание заданного значения этой ампли- tS туды с помощью регулятора расхода топлива,суммированием значения измеренной величины амплитуды с величиной, соответствующей заданному значению расхода сырья 1,20
Однако такой способ применим в специфичном производстве керамзита и не может быть использован в спековом производстве, так как изменение плотности спека на выходе печи не 25 отражается на амплитуде полосы периодических колебаний тока статора привода печи.
Известен и другой близкий к .213обретению способ .управления про- 30
цесеом обжига гранулообразного ма- териала, преимущественно керамического спека во вращающихся печах,включающий отбор пробы и изменение подачи топлива и воздуха в печь 2,
По этому способу количество тепла, вводимого в печь, устанавливается с помощью математической модели в зависимости от изменения входных контролируемых параметров. С целью увеличения производительности, подачу тепла в печь производят с уче.том инерционности объекта. Полное количество тепла рассчитывают как сумму составляющих полезного тепла, вводимого в зоны максимального теплопотребления. При этом учитывают время запаздывания меязду моментами подачи сырья в печь и прихода его в зону максимального теплопотребления.
Недостатки данного способа в применении к управлениюпроцессом обжига кбраьмического спека состоят в том,.что в результате исследования гранулометрии клинкера получают информацию в гранулометрическом составе, которой достаточно для увеличения производительности цементной , но недостаточно дляулучшения
качества керамического материала, изготавливаемого в спековрй вращающейся печи. Кроме того, этим способом не учитывается временной сдвиг/ заключающийся в опережении момента подачи топлива относительно момента измерения выходного параметра на выходе печи. Отсутствием такого учета упускается возможность улучшения качества керамического материала изготавливаемого в спековой печи.
Цель изобретения - повышение качества обожженного материала.
Это достигается тем, что при способе управления процессом обжига гранулообразного материала, преимущественно керамического спека во вращающихся печах, включающем отбор пробы и изменение подачи топлива и воздуха в печь, в процессе отбора пробы выделяют из нее основную-и опережающую фракции материала я устанавливают зависимость временного сдвга воздействия опережающей фракции на изменение подачи топлива и воздух от часового выхода спека, далее измеряют плотности основной и опережающей фракций и часовой выход спека, вычисляют знак и значение отклонения относительно среднего значения плотности опережающей фракции спека и по установленной зависимости временной сдвиг воздействия опережающей фракции, а изменение подачи топлива и воздуха в печь осуществляют в зависимости от измеренной плотности основной фракции с учетом поправки, определяемой в зависимости от вычисленных знака и значения отклонения относ ительно срнего значения плотности опережающей фракции и временного сдвига воздействия опережающей фракции.
Способ основывается на некоторых .особенностях технологического процесса обжига керамического спека.
Фракционный состав гранулообразного спека формируется в основном на входе печи в зоне гранулообразования. При перемещении материала вдоль печи происходит незначительное перераспределение гранулометрического состава за счет термического расширения гранул, распушения в зоне газовыделения, сжатия при спекании, истирания и т,д,
Перемещение материала вдоль печи происходит за счет скатывания гранул в направлении наибольшей крутизны от гребня потока, поднимаемого вращением печи. Более крупные гранулы отрываются от гребня раньше, чем мелкие, и прокатываются дальше навстречу вращению печи. Наоборот, наиболее мелкие гранулы поднимаются вместе с вращающейся стенкой печи выше, чем гранулы других фракций, и падают с вершины гребня не дальше середины потока, не достигая его
нижнего края. Таким образом, в поперечном сечении потока происходит его расслоение на крупные и Мелкие фракции,
В цилиндрической части печи за счет незначительного прокатывания .крупных гранул, выскакивающих за пределы нижнего края потока, по уклону печи крупные фракции гранул несколько опережают основной поток материала, образуя несущественное временное смещение фракций потока материала,
В зоне спекания печи, выход которой выполнен в виде усеченного конуса, происходит существенное временное перераспределение фракций потока материала. Функциональное назначение сужения таково, что за счет задержки материала в зоне спекания, спек дополнительно усредняется, при воздействии тепла дозревает до заданного значения плотности Тем не NKHee, пофракционное расслоение потока здесь также имеет место что приводит к пофракционному различию значения плотностей.
Сужение потока на выходе печи и накопление материала в начале конической части печи приводит к тому, что высота потока на входе в конусную часть значительно больше высоты других сечений потока, в том числе на выходе конусной части,
Здесь высота потока уменьшается за счет ускорения движения гранул перед выпаде.нием их из печи. Разность высот потока в различных сечениях конусной части печи образует наклон его поверхности с возвращающей крутизной, В связи с этим скорость. продольного движения крупных и средних фракций гранул в конической части печи снижается, а скорость продольного передвижения мелких фракций увеличивается.
Мелкая фракция спека, ранее принадлежавшая сечению потока, находящемуся в зоне спекания, с вершины гребня по линии наибольшей крутизны скатывается к выходу печи. На выходе печи эта опережающая фракция входит в новое сечение потока, готовое поступить в измерительную камеру,
Опережающая фракция несет в себе некоторую информацию о состоянии тех основных фракций спека, с которыми она составляла сечение потока при входе в зону спекания. Эта способность процесса обжига спека во вращающихся печах используется в предлагаемом способе для прогнозирования состояния основных фракций по состоянию опережающей фракции спека
Таким образом, по результатам измерения плотности основной фракции спека возможно вести грубое управление процессом, а по информации о состоянии опережающей фракции вырабатьгаается поправка для более точного управления процессом. При введении поправки учитывают как скорость изменения плотности опережающей фракции, так и время опережения
Размер временного перераспределения фракций зависит в основнс от .двух параметров, Один из них скорость вращения печи. Этот параметр достаточно легко стабилизируют Второй - наполнение ггечи материалом стабилизировать трудно. -Наполнение печи зависит от таких параметров, как загрузка печи, плотность сырьевой смеси, образование наслоений материала на входе печи и т,д. Степень наполнения зоны спекания, печи можно определить по выходу спека, ,
Статистическая связь между степенью наполнения и временем опережения определяется из опыта, проведенного заранее на холодной печи с помсядыо меченых гранул, например, окрашенных яркой краской.
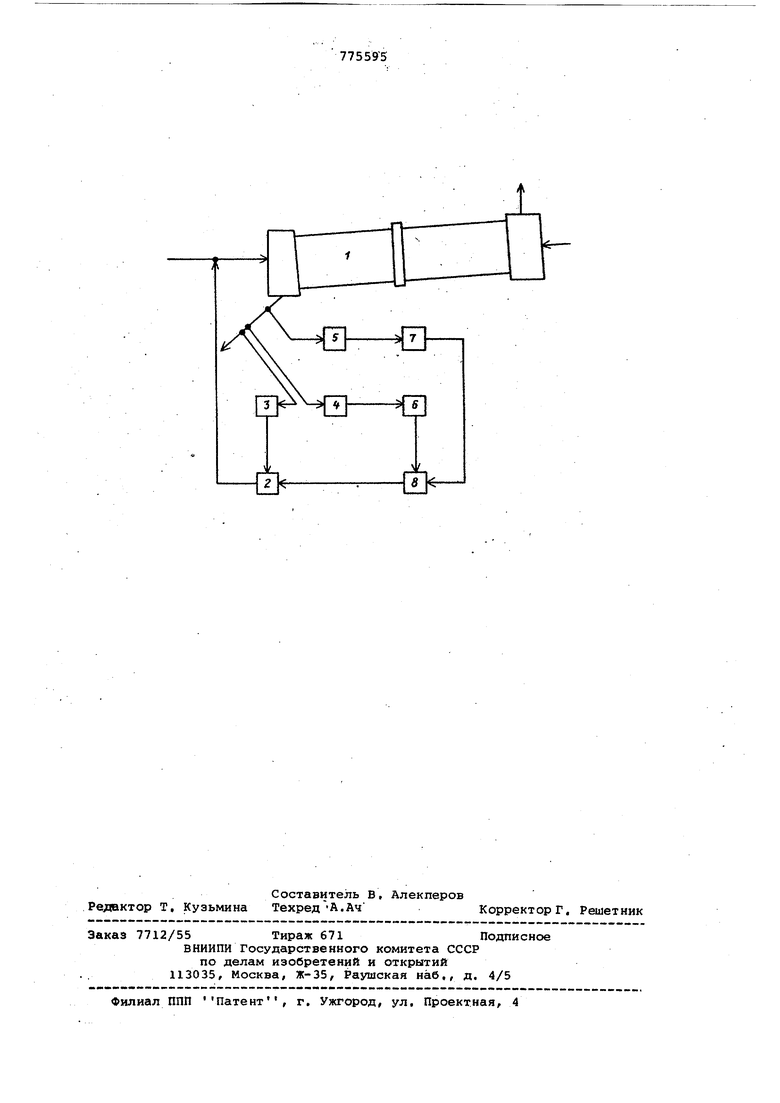
На чертеже представлена схема устройства, реализующего предлагаемый способ,
Устройство содержит вращающуюся печь 1, блок 2 управления расходом топлива и воздуха, датчик 3 плотности основной фракции спека, датчик 4 плотности опережающей фракции спека, датчик 5 выхода спека, счетное устройство 6, блок 7 определения временногб сдвига фракции, блок 8 выработки сигнала поправки.
Способ осуществляют следующим образом.
Из потока материала на выходе печ отбирают представительную пробу спека. Из пробы рассевом через сита выделяют основную и опережающего фракции, плотность которых измеряют с помощью плотномера.
Сигнал, соответствующий значению плотности основной фракции спека, с выхода датчика 3 поступает на первый вход блока 2 управления расходом топлива и воздуха.
По этой информации и с помощью упомянутого известного устройства для управления температурным режимом при заданном соотношении тОплива и воздуха (на Ч(5Ртеже устройство не показано) производят изменение расхода топлива и воздуха на величину, необходимую для получения продукта с точностью, приближающейся к заданному значению точности (грубо управление).
Сигнал, соответствующий плотности опережающей фракции спека, с выхода датчика 4 поступает на вход счетного устройства б, которое вычисляет текущее среднее значение плотности, а также знак и значение изменения этого параметра относительно средlero,.
С выхода счетного устройства б сигнал, соответствующий знаку и значению отклонения относительно среднего значения плотности опережающей фракции спека, поступает на « первый вход блока 8 выработки сигнала поправки,
Сигнал, соответствующий выходу материала (кг/ч), с выхода датчика 5 поступает на вход блока 7, Блок 7 преобразует этот сигнал в сигнал,
О соответствующий величине временного сдвига фракций в потоке, который с выхода этого блока поступает на второй вход блока 8 выработки сигнала поправки.
S С выхода блока 8 на второй вход блоке 2 управления расходом топлива и воздуха поступает сигнал поправки, который усиливает,или ослабляет сигнал на расход топлива и
0 воздуха, осуществляя более точно управление этими паратиетрами.
Формула изобретения
Способ управления процессом обжига гранулообразного материала, преимущественно керамического спека во вращающихся печах, включающий отбор пробы и изменение подачи топлива и воздуха в печь, отличающийся тем, что, с целью повышения качества обожженного материала, в процессе отбора пробы выделяют из нее основную и опережающую фракции материале, и устанавливают зависимость временного сдвига воздействия опережающей фракции на изменение подачи топлива и воздуха от часового выхода спека, далее измеряют плотности основной и опережающей фракции и часовой выход спека, вычисляют знак и з.начение отклонения относительно среднего значения плотности,опережающей фракции спека и по установленной зависимости временной сдвиг воздействия опережающей фракции, а изменение подачи топлива и воздуха в печь осуществляют в зависимости от измеренной плотности основной фракции с учетом поправки, определяемой в зависимости от вычисленных знака и значения отклонения относительно среднего значения плотности, опережающей фракции и време1шого
сдвига воздействия опережающей фракции
Источники информации, :принятые во внимание при экспертизе
1,Авторское свидетельство СССР 537980, кл, С 04 В 23/32, 1976.
2,Авторское свидетельство СССР 403939 . кл, F 27 D 19/00, 1973 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом обжигаСыРьЕВОй СМЕСи BO ВРАщАющЕйСя пЕчи | 1978 |
|
SU796635A1 |
| СПОСОБ СПЕКАНИЯ ГЛИНОЗЕМСОДЕРЖАЩЕЙ ШИХТЫ | 1992 |
|
RU2061940C1 |
| КЕРАМИЧЕСКИЙ РАСКЛИНИВАЮЩИЙ АГЕНТ И ЕГО СПОСОБ ПОЛУЧЕНИЯ | 2016 |
|
RU2615563C9 |
| КЕРАМИЧЕСКИЙ РАСКЛИНИВАЮЩИЙ АГЕНТ И ЕГО СПОСОБ ПОЛУЧЕНИЯ | 2016 |
|
RU2694363C1 |
| Способ автоматического управления процессом обжига материалов в трубчатых вращающихся печах | 1982 |
|
SU1145231A1 |
| Способ контроля пористости известняково-нефелинового спека | 1991 |
|
SU1783382A1 |
| Автоматизированная система управления процессом термического синтеза спека | 1977 |
|
SU726496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ ШЛАКОВ | 2000 |
|
RU2163227C1 |
| ПРОППАНТ НА ОСНОВЕ АЛЮМОСИЛИКАТОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2006 |
|
RU2344155C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИЙСИЛИКАТНОГО ПРОППАНТА И ПРОППАНТ | 2011 |
|
RU2476478C1 |