Изобретение относится к обработке металлов давлением, может быть иснользоваяо для правки и калибровки криволинейных трубопроводов и является усовершенствованием известного устройства..5
Из бсновного изобретения ПО авт. св. № 389862 известно устройство для калибровки и правки трубопроводов, содержащее деформирующий элемент в виде съемного Ш шара, сочлененного с тросо:м, заключенным в гибкую оболочку и |Снабженньга приводным вибрационным механизмом 1. Калибровка трубопровода яроИСходит за ©чет возвратно-поступательного колебательного 15 движения, сообщаемого вибрационным механизмом шару.
- - -Недостатком устройс ва является ча1стое заклигнивание шарового наконечника в ка- 20 либруемом трубопроводе, что снижает производительность труда.
Цель изобретения - повышение производительности.
Для этого гаар выполнен разъемньш в 25 виде цаиги с кон1Ическ ям отверстием и снабжен размещенным в отверстИ|И коническим бойком, связанным с TipocoiM.
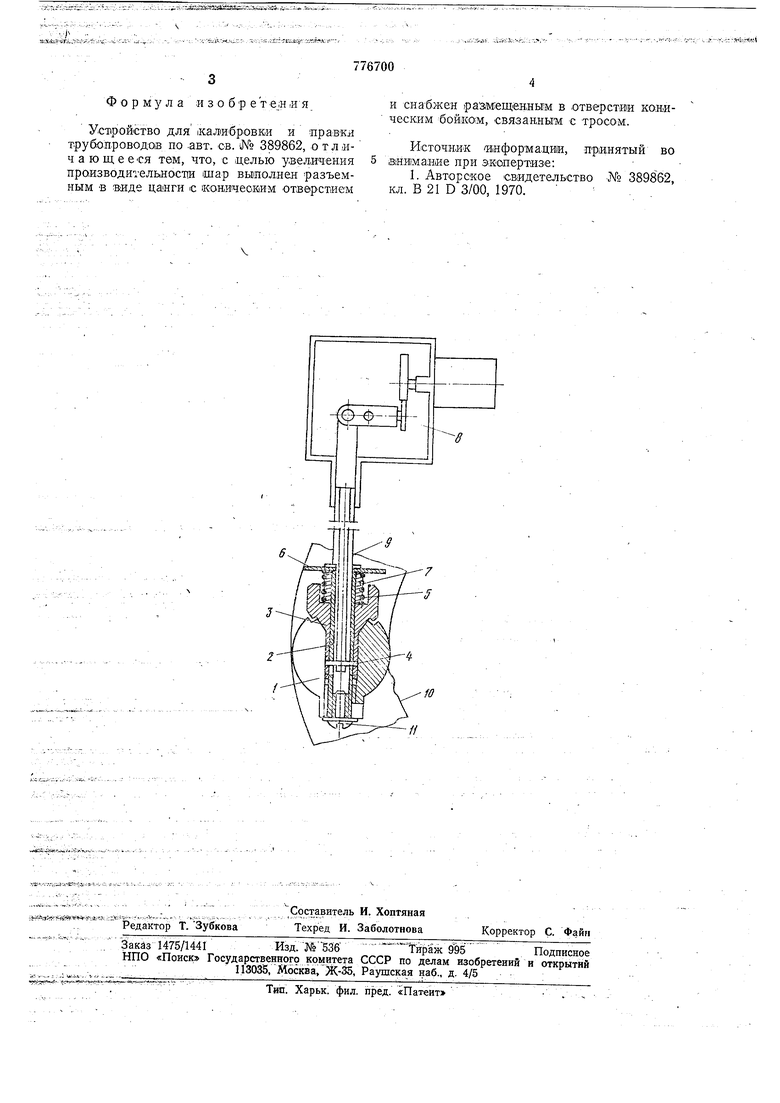
На чертеже изображено предлагаемое устройство, разрез.30
Устройство содержит калибрующий шар в виде :цанги 1, направляющую втулку 2, боек 5. Боек 5 через щтифт 4 соединен с гибким тросом 5. Между фланцем направляющей Етулки 2 и бойком 3 помещена пружина 7 сжатия. Шаровая цанга 1 соединена с вибрационным механизмом 8 пооредствам Гибкого троса 5 с гибкой оболочкой 9.
Устройство ра ботает следующим образом. Калибрующую цангу / вместе с гибким тросом 5 и защитной оболочкой 9 вводят в калибруемый трубопровод 10 до упора шаровой цанги 1 в дефорадированную часть трубопровода 10. В,ключают вибрационный механизм 8.
При возвратно-поступательном движении гибкого троса 5 пружина 7 периодически сжим.ается. При 1СВОбоднам разжатИ1И пружины 7 боек 3 своей кануаной частью наносит удары по конусной части шаровой цанги 1.
Для предотвращения касания винтом внутренней стенки трубопровода 10 втулка 2 /имеет фланец //, диаметр которого несколько меньше минимального внутреннего диаметра трубопровода.
Предлагаемое устройство позволяет повысить производительность на 30%. 3i
Формула и 3 о бр етея л яи снабжен раамещеиньш в отверстии коаиУстройство для калЯбровки и яравкл
трубоп.роводО|В по .авт. св. № 389862, отли-Источник /иаформации, принятый во
чающееся тем, что, с целью увеличения5 йяямааие при экопертизб:
производительносш шар выполлен разъем-1. Авторское свидетельство № 389862,
ным -в виде цаНги € ишничеоким отверстиемкл. В 21 D 3/00, 1970. ,
776700
ческим бойком, связаЕньш с тросом. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки и правки трубопроводов | 1978 |
|
SU706158A2 |
| УСТРОЙСТВО для КАЛИБРОВКИ И ПРАВКИ ТРУБОПРОВОДОВ | 1973 |
|
SU389862A1 |
| Устройство для калибровки и правки трубопроводов | 1975 |
|
SU564040A2 |
| ГРАВИРОВАЛЬНЫЙ ЭЛЕКТРОМОЛОТОК | 1994 |
|
RU2077988C1 |
| Штамп для плоскостной калибровки | 1985 |
|
SU1278056A1 |
| Устройство для калибровки труб | 1979 |
|
SU1058665A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2001 |
|
RU2239498C2 |
| СКВАЖИНА И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2000 |
|
RU2190064C2 |
| Автоматическая клепальная машина | 1930 |
|
SU33377A1 |
| Штамп для обжатия заготовок | 1972 |
|
SU495127A1 |
