ги, причем задатчик режима работы соединен со вторым входом формирователя тежима работы , выход которого соедниен. с третьим входом фазовращателя при этом Btii-i ход датчика сварочного тока соединен со вторым входом логического блока .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЦИКЛОМ СВАРКИ | 1993 |
|
RU2072285C1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
| Способ заварки кратера и устройство управления заваркой кратера при импульсной электродуговой сварке | 1987 |
|
SU1465216A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1445881A1 |
| Устройство для управления процессом сварки переменным током неплавящимся электродом | 1984 |
|
SU1224117A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для автоматического контроля процесса сварки | 1984 |
|
SU1238921A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ПИТАНИЯ СВАРОЧНОЙ ДУГИ ТОКОМ ПОВЫШЕННОЙ ЧАСТОТЫ, содержащее сварочш 1й трансформатор, устройство стабилизации горения дуги, управляемый вьшрямитель, датчик сварочного тока, формирователь управляющих импульсов, фазовращатель, высокочастотный стартовый возбуди.тель дуги, переключатель рода тока, электромагнитный газовый клапан и кнопку управления, при этом вторичная обмотка сварочного трансформатора и выход устройства стабилизации горения дуги через управляемый вьтрямитель, датчик сварочного тока, переключатель рода тока и высокочастотный стартовый возбудитель дуги соединены с клеммами нагрузки, а первый вход и выход фазовращателя соответственно соединены с первичной обмоткой сварочного трансформатора и пер-, вым входом формирователя управляющих .импульсов, первый и второй выходы которого соединены с управляемым выпрямителем и устройством стабилизации горения дуги, отличаю- щ е е с я тем, что, с целью улучшения качества сварки путем получения сварочного тока частотой 300, 200, 150| 100 и 50 Гц, в него введеньГ датчик касания, задатчик частоты импульсов сварочного тока, задатчик режима работы, блок программного управления, логический блок, задатчик временных интервалов, формирователь временных интервалов, струйное реле и формирователь режима работы, причем сварочный трансформатор выполнен в виде трех сварочных трансформаторов, а управляемый выпрямитель - в виде диодно-тиристорного преобразователя . при этом вход датчика касагния соединен с выходом переключателя, рода тока, а первый, и второй выходы датчика касания соединены соответстS венно с первым входом высокочастот(Л ного стартового возбудителя дуги и первым входом блока программного управления, причем второй, третий, четвертый и пятый ВХОДЫ последнего соединены соответственно со струйным реле, кнопкой управления, выходом логического блока и выходом формирователя временных интервалов, при зтом первый вход последнего соединен с задатчиком временных интервалов, а второй вход - с первым выходом блока программного управления, второй, третий, четвертый, пятый и щестой выходы которого соединены соответствен но с электромагнитным газовым клапаном, вторым входом фазовращателя,, первым входом формирователя режима работы, первым входом логического блока и вторьм входом формирователя управляющих импульсов, а третий вход и третий выход последнего соединены с задатчйксм частоты импульсов сварочного тока и вторым входом высокочастотного стартового возбудителя ду
1
Изобретение относится к сварке и может быть применено при сварке легких, цветных и черных металлов негш вящимся электродом, импульсными токами переменной и постоянной полярн сти, а также глубоко амплитудно-импульсно модулированными импульсными токами.
Целью изобретения является повышение качества сварки путем получе- ния сварочного тока частотой 300, 200, 150, 00 и 50 Гц.
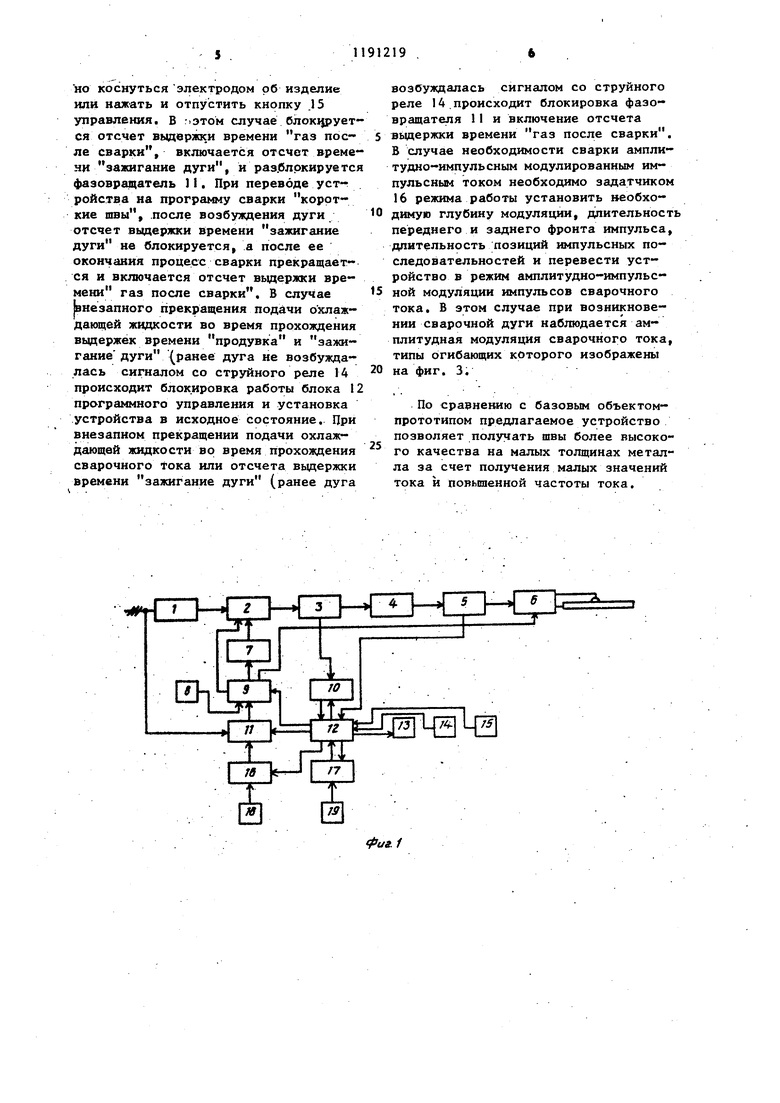
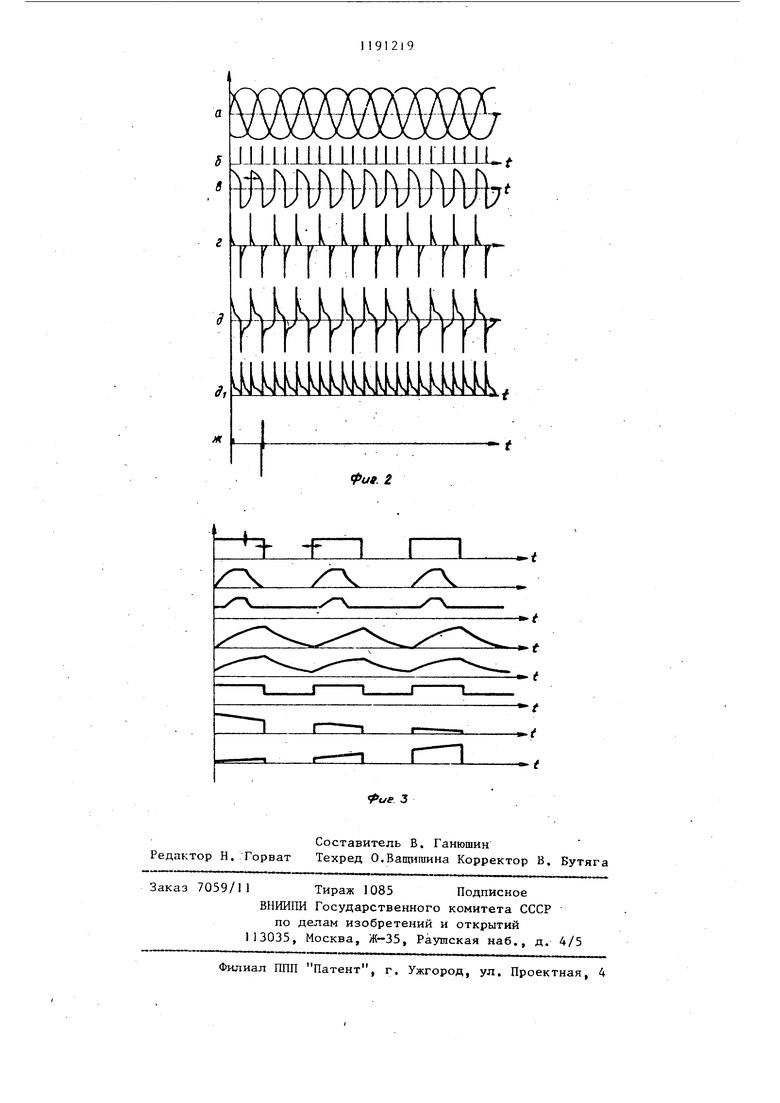
Нэ фиг, 1 приведена структурная схема устройства; на фиг, 2 - временные диаграммы работы: а - свароч нога трансформатора, б - формирователя управляющих импульсов, в - управляемого выпрямителя, г - устройства стабилизации горения дуги, g и g - устройства Пгитания сварочной дуги, Ж - высокочастотного сварочного возбудителя дуги; на фиг, 3 - временные диаграммы огибающих импульсов сварочного тока, п лучаемые в результате амплитудноимпульсной модуляции импульсов.
Устройство состоит (фиг, 1) из сварочного трансформатора 1, выполненного в виде трех однофазных сва- рочных трансформаторов, управляемог выпрямителя 2, выполненного в виде диодно тиристорного преобразователя датчика 3 сварочного тока, переключателя 4 рода тока, датчика касания 5, высокочастотного стартового возбудителя 6 дуги, устройства 7 стабилизации горения дуги, задатчика 8 частоты импульсов сварочного тока, формирователя 9 управляющих импульсов, логического блока 10, фазовращателя 11, блока 12 программного управления, электромагнитного газового клапана 13, струйного реле 14, кнопки 15 управления, формирователя 16 режима работы, формировател;т 17 временных интервалов, зацатчика 18
режима работы, задатчика 19 временных интервалов,. Вторичные обмотки сварочного трансформа тора и устройство стабилизации горения -дуги 7 через управляемый вьшрямитель 2, . датчик 3 сварочного тока, переключатель 4 рода тока, датчик 5 касания, высокочастотньш Стартовый возбудитель 6 дуги соединен с дуговым промежутком. Клок 12 программного управления соединен выходами с формирователем 9 управляющих импульсов, логическим блоком iO, электромагнитным газовым клапаном 13, формирователем 17 временных интервалов, формирователем 16 режима работы, фазо вращателем 11, а входами с датчи- к(;м 5 касания, струйньм реле 14, кнопкой 15 управления, через формирователь временных интервалов 7 - с задатчиком 19 временных интервало и через, логический блок 10 - с датчком 3 сварочного тока. Выход задатчика 18 режима работы через формирователь 16 режима работы соединен с фазовращателем 11, входы которого соединены с первичньгми обмотками сварочного трансформатора 1, а выход - с формирователем 9 управляющих импульсов. Формирователь 9 управляющих импульсов входами соединен с задатчиком 8 частот 1 импуль сов сварочного тока, выходами - с управляемым выпрямителем 2 высокочастотным стартовым возбудителем 6 дуги, устройством 7 стабилизации горения дуги.
Рассмотрим работу устройства на примере сварки неплавящимся электродом в среде защитн 1х газов не амплитудно-импульсно модулированным импульсным током переменной полярности (фиг. 2 д).
Для этого переключателем 4 рода тока установим требуемый род тока, задатчиком 8 частоты импульсов 3. сварочного тока задаем необходимую частоту импульсов сварочного тока (150, 100, 50 Гц), задатчиком 18 и режима работы задаем величину свароч ного тока, длительность времени нарастание тока, заварка кратера, эадатчиком 19 временник интервалов задаем длительность времени продувка, зажигание дуги, газ после сварки, в систему охлаждения подаем охлаждающую жидкость. При подключени устройства к промьшшенной злектросе- ти трехфазного переменного тока напряжение подается на первичные обмот ки сварочного трансформатора 1 и на фазовращатель 11. При этом все соста ные узлы устройства устанавливаются в исходное состояние импульсом сброса. Напряжение от выводов вторичных обмоток сварочного трансформатора (фиг. 2 а) подается на управляемый выпрямитель 2 для получения на дуговом промежутке импульсов напряжения переменной полярности (фиг. 2). При касании электрода об изделие или на- жатии и отпускании кнопки 15 управле ния, сигналом с датчика 5 касания ил .с кнопки 15 управления включается электромагнитный газовый клапан 13. Одновременно блок 12 программного уп равления снимает запрет с формирователя 17 временных интервалов, где включается отсчет выдержки времени продувка, по истечении которой блоком программного управления форми руется сигнал разблокировки работы фазовращателя 1I, отсчета выдержки времени зажигание дуги нарастание тока. Фазовращатель 11, получив раз рещение, вырабатывает импульсы, фа- зовое положение которых относительно фазного напряжения изменяется во времени от 180 до заданного в соотве ствии с выдерж1:ой времени нарастани тока. С формирователя 9 управляющих импульсов импульсы управления (фиг. 2 б) приходят на управляемый вьшрямитель 2, устройство стабилизации горения дуги 7, высокочастотный стартовый возбудитель 6 дуги. В ре- зультате на дуговом промежутке формируются импульсы напряжения, приведенные на фиг. 2 д, ж. Промежуток между издeлиe 4 и электродом пробивается высокочастотными импульсами (фиг. 2 ж), в результате чего дуга возбуждается и проходит сварочный ток. Сигнал, сформированный датчиком 194 3 сварочного тока, через логический блок 10, блок программного управления 12 снимает разрешение отсчета выдержки времени зажигание дуги, а также блокирует подачу импульсов управления в формироват.еле 9 управляю- , щих импульсов на высокочастотный стартовый возбудитель 6 дуги. При необходимости прерывания процесса сварки с заваркой кратера необходимо нажать на кнопку 15 управления иудерживать ее в нажатом состоянии до тех пор, пока не прекратится процесс заварки кратера. В этом случае включается отсчет выдержки времени заварка кратера, формирователя 16 режима работы, а при отпускании кнопки 15 управления включается отсчет выдержки времени газ после сварки. После окончания данной выдержки времени цикл заканчивается и устройство устанавливается в исходное состояние, В том случае, когда прерьюание процесса сварки происходит кнопкой 15 управления, путем ее нажатия и отпускания, процесс заварки кратера от- сутствует. В блоке программного управления 12 формируется сигнал, который блокирует работу фазовращате ля и включает отсчет выдержки времени газ.после сварки. В том случае, когда отключается в формирователе 16 режима работы задатчиком 18 режима работы отсчет вьвдержек времени нарастание тока, заварка кратера, сварочный ток включается и отключает ся скачком. При прерывании процесса сварки отводом электрода от изделия разблокируется канал управления высокочастотным стартовым возбудителем 6 дуги в формирователе управляющих импульсов и отсчет вьщержки времени зажигание дуги, после окончания которой включается отсчет выдержки времени газ после- сварки, блокируется работа фазовращателя 11. В случае отсутствия сварочного тока в момент прохождения выдержки времени, зажигание дуги, программа работы устройства происходит по сокращенному циклу, т.е. блокируется отсчет выдержки времени газ после сварки, и после отсчета вьщержки време- t ни зажигание дуги, .устройство устанавливается в исходное состояние. При необходимости включения процесса сварки в момент прохождения выдержки времени газ после сварки достаточно коснуться электродом об изделие или нажать и отпустить кнопку .15 управления, в мэтом случае блокцрует ся отсчет вьщерхки времени газ после сварки, включается отсчет време ни зажигание дуги, и разблокируетс фазовредатель 1I. При переводе уст ройства на программу сварки короткие швы, .после возбуждения дуги отсчет вьщержки в ремени зажигание дуги не блокируется, а после ее окончания процесс сварки прекращает- ся и включается отсчет выдержки времени газ после сварки. В случае внезапного прекращения подачи охлаждающей жидкости во время прохождения выдержек времени продувка и зажигание дуги (ранее дуга не возбуждалась сигналом со струйного реле 14 происходит блокировка работы блока 1 программного управления и установка устройства в исходное состояние. При внезапном прекращении подачи охлаждающей жидкости во время прохождения сварочного тока или отсчета выдержки времени зажигание дуги (ранее дуга возбуждалась сигналом со струйного реле 14,происходит блокировка фазовращателя 11 и включение отсчета вьюержки времени газ после сварки. В случае необходимости сварки амплитудно-импульсным модулированным импульсным током необходимо задатчиком 16 режима работы установить необходимую глубину модуляции, длительность переднего и заднего фронта импульса, длительность позиций импульсных последовательностей и перевести устройство в режим амплитудно-импульсной модуляции импульсов сварочного тока. В этом случае при возникновении сварочной дуги наблюдается амплитудная модуляция сварочного тока, типы огибающих которого изображены на фиг. 3. По сравнению с базовым объектомпрототипом предлагаемое устройство позволяет получать швы более высокого качества на малых толщинах металла за счет получения малых значений тока и повьшенной частоты тока.
J JJI IILLLLIJILLI ,
к , .. .... .... j. If 11 II
n у у у у ц
л
