i . - . .
Изобретение относится к обработке металлов давлением и предназначено для использования при производстве X гофрированных гнутых профилей прока- j та с полукруглыми гоФрами, изготавливаемыми из заготовок толщиной 0,5-4,0 мм.
Известен способ изготовления,гнутых профилей, по которому предусмат- Q ривается производить профили способом последовательного профилирования по переходам до получения готового профиля, а с целью улучшения качества профилей с криволинейными подгибае-., мыми участками с наружной стороны, растягиваемой в поперечном направлении, усилия прикладываются по краям криволинейных участков. Внутренняя часть профиля находится в контакте с 20 .валками по всему контуру l. I Недостатки известного способа заключаются в том, что получение профилей иг заготовок разной толщины с хорошим качеством поверхности и оди- 25 наковой глубиной гофров практически невозможно, кроме того, в местах контакта валка с металлом на криволинейных участках возможно появление глубоких продольных рисок или надавов.
Величина утонения достигает порядка 18-20% первоначальной толщины заго-. товки. Указанные недостатки обусловлены тем, что в горизонтальной плоскости осуществляется контакт валков с заготовкой как по наружной, так и по внутренней поверхнЬстям, зазор между поверхностями верхних и нижних валков равен толщине металла, что не позволяет свободно прогибать вершину гофра, а за счет разности скоростей в местах контакта криволинейных участков могут по.яёиться риски или. надавы.
Цель изобретения - повышение качества профилей, преимущественно из разнотолщинных заготовок.
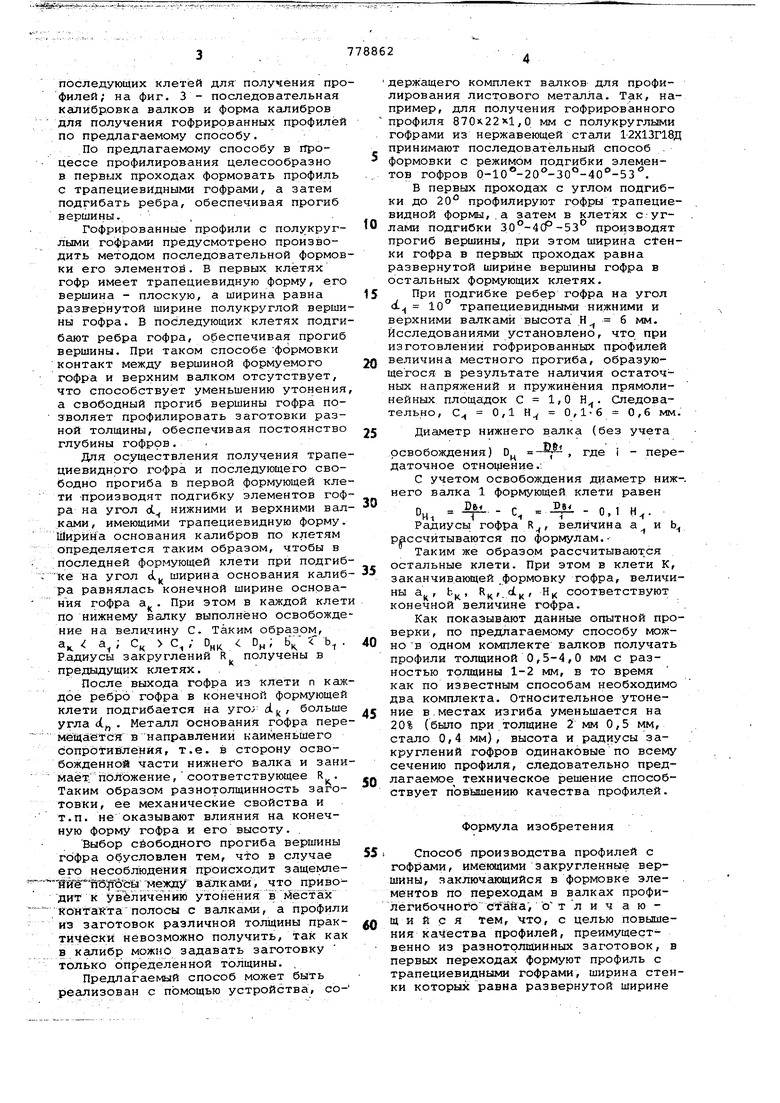
Поставленная цель достигается тем, что в первых переходах формуют профили с трапециевидными гофрами, ширина стенки которых равна развернутой ширине скруглённой вершины гофра в готовом виде, после чего стенку гофра переформовывгиот свободной гибкой в процессе подгибки полок гофра.
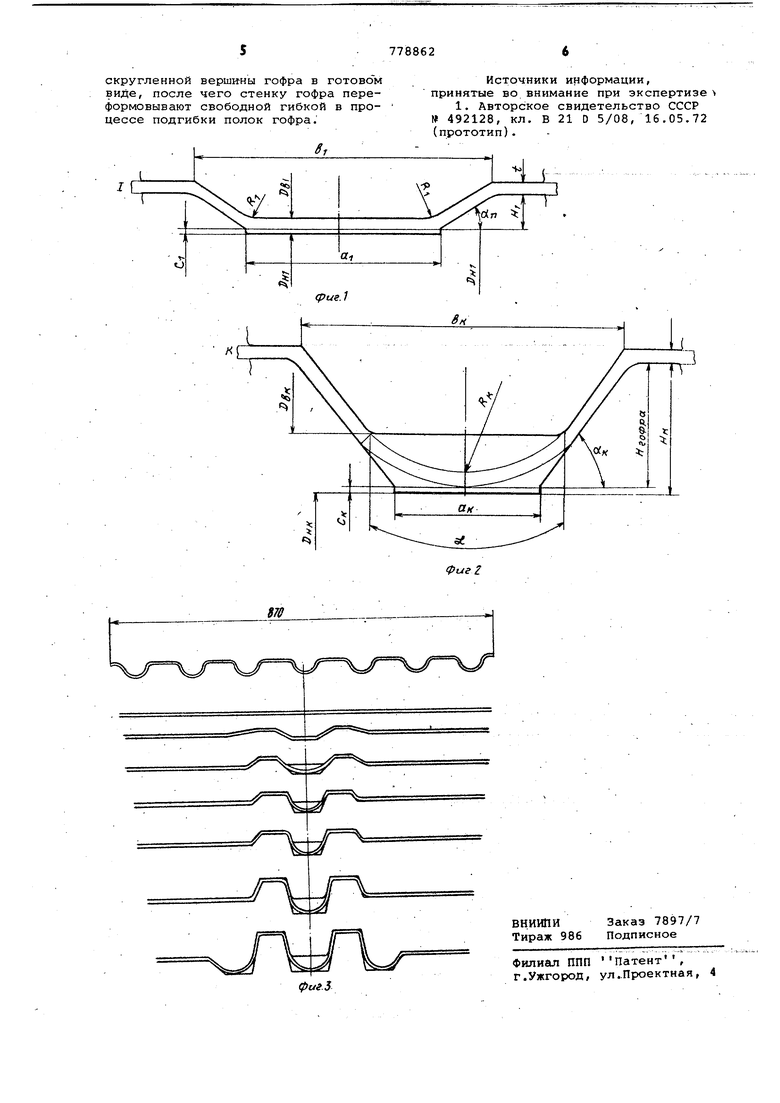
На фиг. 1 приведена трапециевиднг1Я форма калибров первых клетей для получения профилей с полукруглыми .гофраили; на фиг. 2 - форма калибров последующих клетей для получения про филей; на фиг. 3 - последовательная калибровка валков и форма калибров для получения гофрированных профилей по предлагаемому способу. По предлагаемому способу в процессе профилирования целесообразно в первых проходах формовать профиль с трапециевидными гофрами, а затем подгибать ребра, обеспечивая прогиб вершины. Гофрированные профили с полукруглыми гофрами предусмотрено производить методом последовательной формов ки его элементов. В первых клетях гофр имеет трапециевидную форму, его вершина - плоскую, а ширина равна развернутой ширине полукруглой верши ны гофра. В последующих клетях подги бают ребра гофра, обеспечивая прогиб вершины. При таком способе -формовки контакт между вершиной формуемого гофра и верхним валком отсутствует, что способствует уменьшению утонения а свободный прогиб вершины гофра поэгволяет профилировать заготовки разной толщины, обеспечивая постоянство глубины гофров. . Для осуществления получения трапе циевидного гофра и последующего свободно прогиба в первой формующей кле ти -производят подгибку элементов гоф ра на угол oL нижними и верхними вал ками, имеющими трапециевидную форму. Ширина основания калибров по клетям определяется таким образом, чтобы в последней формующей клети при подгиб Ке на угол d. ширина основания калиб ра равнялась конечной ширине основания гофра а . При этом в каждой клет по нижнему валку выполнено освобожде ние на величину С. Таким образом. Ьк Ь, . DHK к а ; С С Р.адиусы закруглений R получены в предыдущих клетях. . После выхода гофра из клети п каж дое ребро гофра в конечной формующей клети подгибается на уго;- й1|, больше угла й(.„ . Металл основания гофра пере MeiiisiieTCH в направлении наименьшего сопротивления, т.е. в сторону освобожденной части нижнего валка и зани маёТ; йолЬжение, соответствующее R. Таким образом разнотолщинность заготовки, ее механические свойства и т.п. не оказывают влияния на конечную форму гофра и его высоту. . Выбор сбободного прогиба вершины гофра обусловлен тем, что в случае его несоблюдения происходит защемлеТЙМ й8 |Гойймежду вгглками, что приво дит к увеличению утонения в умёстах контакта полосы с валками, а профили из заготовок различной толщины практически невозможно получить, так как в калибр можно задавать заготовку только определенной толщины. . Предлагаемый способ может быть реализован с помощью устройства, содержащего комплект валков для профилирования листового металла. Так, например, для получения гофрированного профиля 870 22 , О мм с полукруглыми гофрами из нержавеющей стали 12Х13Г18Д принимают последовательный способ . формовки с режимом подгибки элементов гофров 0-10®-20 -30°-40°-53. В первых проходах с углом подгибки до 20 профилируют гофры трапециевидной формы,.а затем в клетях с углами подгибки 30 -4СР-БЗ производят прогиб вершины, при этом ширина сТенки гофра в первых проходах равна развернутой ширине вершины гофра в остальных формующих клетях. При подгибке ребер гофра на угол 10 трапециевидными нижними и верхними валками высота Н - б мм. Исследованиями установлено, что при изготовлений гофрированных профилей величина местного прогиба, образующегося в результате наличия остаточных напряжений и пружинёния прямолинейных площадок С 1,0 Н. Следовательно, с 0,1 Н 0,1-6 0,6 мм. Диаметр нижнего валка (без учета освобождения) D где I - передаточное отно1рение.. С учетом освобождения диаметр ниж-. него валка 1 формующей клети равен OH, - с, - Д51 - 0.1 Н,. Радиусц гофра R, величина а и Ь рассчитываются по формулам.Таким же образом рассчитываются остальные клети. При этом в клети К, заканчивающей формовку гофра, величины а, Ь, R, d,, Н соответствуют конечной величине гофра. Как показывают данные опытной проверки, по предлагаемому способу можно В одном комплекте валков получать профили толщиной 0,5-4,0 мм с разностью толщины 1-2 мм, в то время как по известным способам необходимо два комплекта. Относительное утонение в.местах изгиба уменьшается на 20% (было при толщине 2 мм 0,5 мм, стало 0,4 мм), высота и радиусы закруглений гофров одинаковые по всему сечению профиля, следовательно предлагаемое техническое решение способствует повышению качества профилей. Формула изобретения Способ производства профилей с гофрами, имеющими закругленные вершины, яаключакицийся в формовке элементов по переходам в валках профилёгибочно1 6стана, о тл и ч а ю щи и с я тем, Что, с целью повышения качества профилей, преимущественно из разнотрлшинных заготовок, в первых переходах формуют профиль с трапециевидными гофрами, ширина стенки которых равна развернутой ширине
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления гофрированных гнутых профилей | 1981 |
|
SU963602A1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1480918A1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU956093A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
