сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 1993 |
|
RU2023531C1 |
| Литейная форма для изготовления отливок из чугуна | 1978 |
|
SU778920A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2062680C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| Способ получения отливок из высокопрочного чугуна | 1980 |
|
SU996076A1 |
| Способ биметаллического литья | 1978 |
|
SU789227A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ И ГИЛЬЗ ЦИЛИНДРОВ | 2010 |
|
RU2427444C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| Способ центробежного литья и форма для его осуществления | 1983 |
|
SU1072986A1 |
Изобретение относится к отрасли литейного производства и может быть использовано при центробежном литье поршневых колец из модифицированного чугуна. Цель изобретения - повышение качества металла, достигается тем, что в способе, включающем установку в изложницу 1 полого стержня 2 и заливки металла, предварительно перед заливкой в полость стержня 4 подают модификатор, а изложницу вращают со скоростью, обеспечивающей дождевание заливаемого при температуре на 70-90°С выше температуры ликвидус металла. Через 15-20 с после заливки скорость вращения увеличивают до 1650-1750 об./мин и полость стержня 4 сообщают с рабочими полостями 3, для чего в отверстиях сообщающих полость стержня 4 с рабочими полостями 3, устанавливают быстросгораемые вставки 5. 2 с.п.ф-лы. З ил.
Изобретение относится к литейному производству и может быть использовано при центробежном литье поршневых колец из модифицированного чугуна.
Цель изобретения - повышение качества металла.
Способ заключается в следующем.
В изложницу устанавливают полый стержень, оформляющий рабочие полости для отливки Поршневых колец, и начинают вращение изложницы. Вращение ведут со скоростью п меньшей критической и рассчитывают из следующего соотношения
п (0,7-0.8)«9,6 V(q-d)(7- dVD2, где d -диаметр свободной поверхности потока, м;
D - наружный диаметр потока, м q - ускорение силы тяжести, м/с .
Такая скорость вращения позволяет ха- отизировать движение заливаемого в нее металла, что, в свою очередь, способствует равномерному и полному усвоению модификатора, предварительно, за 7-13 с поданного в полость стержня до заливки в него жидкого металла.
Температура заливки металла составляет выше температуры ликвидус что позволяет обеспечить проведение модифицирования и компенсировать тепловые потери в полости стержня в период перемешивания.
Время перемешивания 15-25 с, а затем полость стержня соединяют с рабочими полостями и увеличивают скорость вращения- до 1650-1750 об./мин.
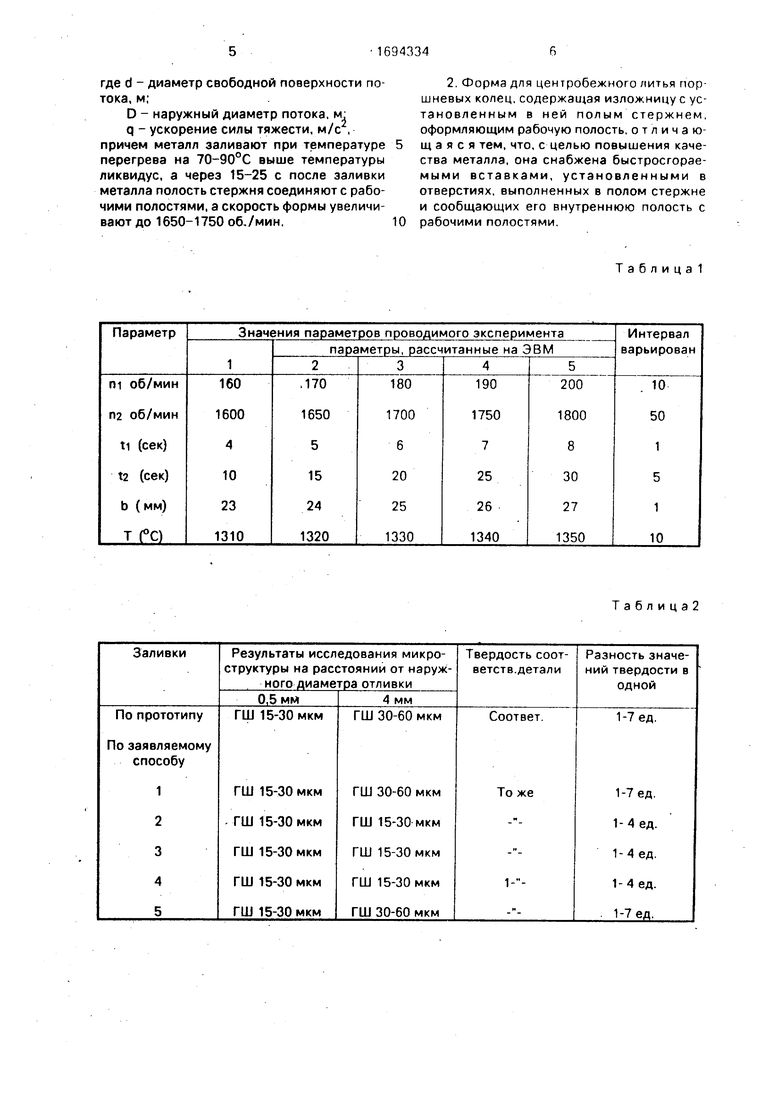
Устройство формы для центробежного литья поршневых колец представлено на
Os
ч w со
N
фиг. 1-3. На фиг. 1 - продольный разрез; на фиг. 2 - поперечный разрез формы, находящейся в неподвижном состоянии; на фиг. 3 - поперечный разрез формы, приведенной во вращение.
Центробежная литейная форма состоит из изложницы 1, полого стержня 2, образующего с изложницей рабочие полости 3.
Стержень имеет внутреннюю полость 4 и каналы питателей 5, перекрытые быстро- сгораемыми вставками 6.
На внутренней полости стержня 2 выполнены продольные выступы 7. Изложница снабжена крышкой 8, заливочным желобом 9 и толкателем 10.
Пример осуществления предлагаемого способа литья тонкостенных отливок.
Исходный чугун химического состава, мас.%: 3,2-3,6 С; 2,0-2.2 SI02; 0,8-1,0 Мп; до 0,01 Р, 0,01-0,018 S выплавляли в печи ИСТ-0,25.
Отливки поршневых колец диаметром 130 А27.05.02. 118 по прототипу и заявляемому способу получали в изложнице маши- ны центробежного литья, мод 52. Проведены шесть плавок - одна согласно прототипу, пять - по заявляемому способу. Перед заливкой, как при осуществлении известного способа, так и при осуществлении предлагаемого в изложницу 1 машины центробежного литья устанавливали центральный полый стержень 2 с радиальными каналами 5.
Стержни изготавливали из песчано- жидкостекольной смеси, отверждаемой по СОа-процессу.
При осуществлении предлагаемого способа каналы 5 стержней 2 перекрывали вставками 6 толщиной (в мм) из полистирола с медным покрытием. В полости 4 стержня 2 имелись четыре продольных выступа 7, параллельные оси вращения машины. Выступы в сечении представляют собой треугольники высотой 16 мм.
При осуществлении известного способа (по прототипу) вставок и выступов в стержне не было.
Для осуществления предлагаемого способа в полость 4 стержня 2 засыпали модификатор-лигатуру ЖКГМг2 (8% Мд)поз. 11 в количестве 0,8% к массе заливаемого чугуна поз. 12. Размеры частиц лигатуры не превышали 1,0 мм.
Изложнице 1 сообщали вращение со скоростью ni и вращали в течение времени ti, затем производили заливку исходного чугуна 12, температура Т которого превышала на 70-90° над линией ликвидус, продолжали вращение изложницы с той же скоростью и дополнительно хаотизировали
движение расплава в течение периода t2, затем вставки 6 сгорали и полость 4 стержня 2 соединяли с рабочими полостями 3, заливаемый чугун поступал в рабочие полости 3
и с этого момента сообщали вращение изложнице со скоростью П2 до полной кристаллизации отливок. Затем производили выбивку отливок.
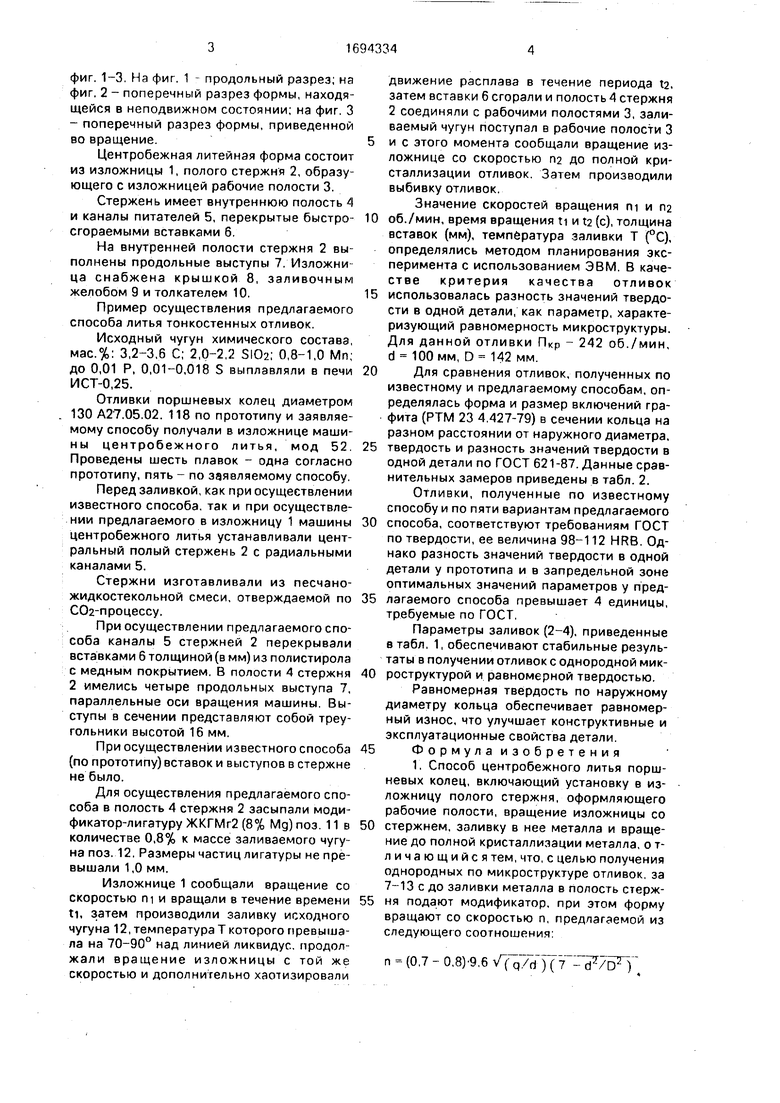
Значение скоростей вращения щ и П2
об./мин, время вращения ti и t2 (с), толщина вставок (мм), температура заливки Т (°С), определялись методом планирования эксперимента с использованием ЭВМ. В качестве критерия качества отливок
использовалась разность значений твердости в одной детали, как параметр, характеризующий равномерность микроструктуры. Для данной отливки ПКр - 242 об./мин, d 100 мм, D 142 мм.
Для сравнения отливок, полученных по известному и предлагаемому способам, определялась форма и размер включений графита (РТМ 23 4.427-79) в сечении кольца на разном расстоянии от наружного диаметра,
твердость и разность значений твердости в одной детали по ГОСТ 621-87. Данные сравнительных замеров приведены в табл. 2.
Отливки, полученные по известному способу и по пяти вариантам предлагаемого
способа, соответствуют требованиям ГОСТ по твердости, ее величина 98-112 HRB. Однако разность значений твердости в одной детали у прототипа и в запредельной зоне оптимальных значений параметров у предлатаемого способа превышает 4 единицы, требуемые по ГОСТ.
Параметры заливок (2-4), приведенные в табл. 1, обеспечивают стабильные результаты в получении отливок с однородной микроструктурой и равномерной твердостью.
Равномерная твердость по наружному диаметру кольца обеспечивает равномерный износ, что улучшает конструктивные и эксплуатационные свойства детали.
Формулаизобретения
стержнем, заливку в нее металла и вращение до полной кристаллизации металла, о т- личающийся тем, что, с целью получения однородных по микроструктуре отливок, за 7-13 с до заливки металла в полость стерж5 ня подают модификатор, при этом форму вращают со скоростью п, предлагаемой из следующего соотношения;
п - (0,7 - 0,8)-9.6 V T/d TT /D f
где d - диаметр свободной поверхности потока, м;
D - наружный диаметр потока, м- q - ускорение силы тяжести, м/с , причем металл заливают при температуре перегрева на 70-90°С выше температуры ликвидус, а через 15-25 с после заливки металла полость стержня соединяют с рабочими полостями, а скорость формы увеличивают до 1650-1750 об./мин.
Т а б л и ц а 1
Таблица2
;/
«/&&
„ Ч х XXj Ч
fj I A j . -и У Л. Jr / I 4 .. Т.. . д N. X X
SXXXXXVXNXXX XN XN
//
Й/27
7
12
Фиг.5
«/&&%Ј
„ Ч х XXj // Ч //А
N. X X
ЙХ7
4
//
| Форма для отливки поршневых и тому подобных колец центробежным способом | 1936 |
|
SU51429A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
