чением первой формовочной клети и скользящим токоподводом.
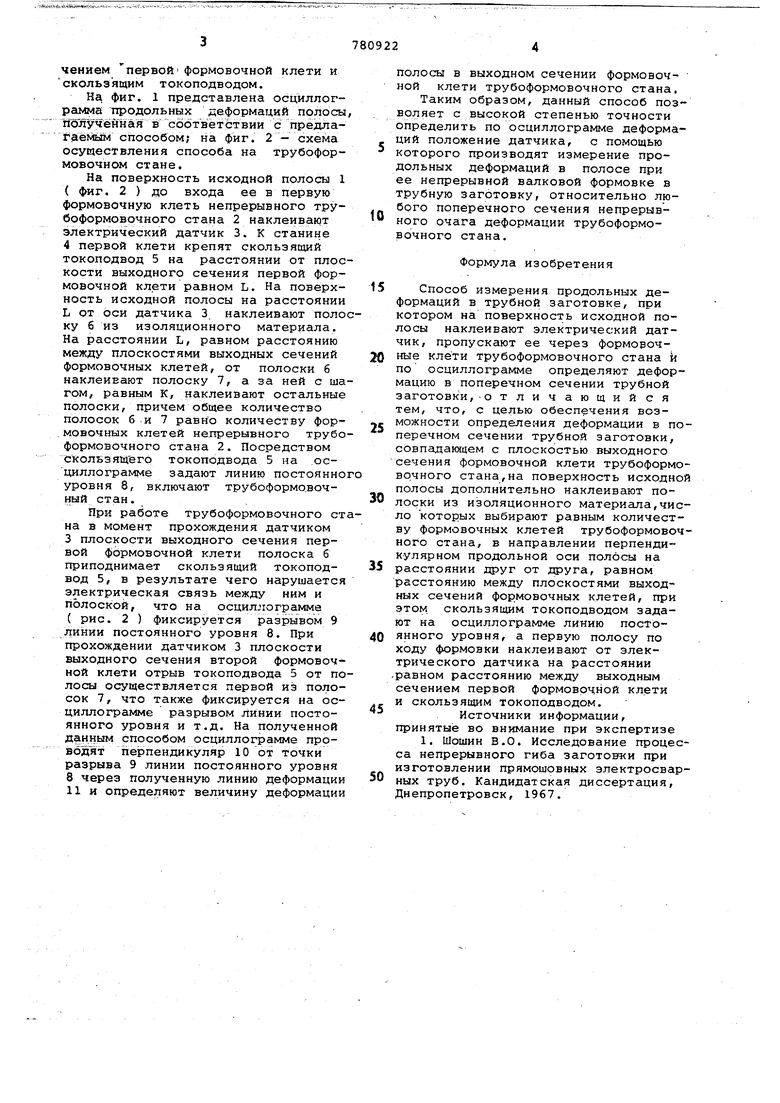
На фиг. 1 представлена осциллогpaiMMS тгродольных деформаций полосы гГблучённаятв соответствии с предлазгаёмьШ способом; на фиг. 2 - схема осуществления способа на трубоформовочном стане.
На поверхность исходной полосы 1 ( фиг. 2 ) до входа ее в первую формовочную клеть непрерывного трубоформовсэчного стана 2 наклеивают электрический датчик 3. К станине 4 первой клети крепят скользящий токоподвод 5 на расстоянии от плоскости выходного сечения первой формовочной клети равном L. На поверхность исходной полосы на расстоянии L от оси датчика 3 наклеивают полоку 6 из изоляционного материала. На расстоянии L, равном расстоянию между плоскостями выходных сечений формовочных клетей, от полоски б наклеивают полоску 7, а за ней с шагом, равным К, наклеивают остальные полоски, причем общее количество полосок б и 7 равно количеству формовочных клетей непрерывного трубоформовочного стана 2. Посредством скользящего токоподвода 5 на .осциллограмме задают линию постоянно уровня 8, включают трубоформо.вочный стан.
При работе трубоформовочного стна в момент прохождения датчиком 3 плоскости выходного сечения первой формовочной клети полоска 6 приподнимает скользящий токоподвод 5, в результате чего нарушается электрическая связь между ним и полоской, что на осциллограмме ( рис. 2 ) фиксируется разрывом 9 линии постоянного уровня 8. При прохождении датчиком 3 плоскости выходного сечения второй формовочной клети отрыв токоподвода 5 от полосы осуществляется первой из полосок 7, что также фиксируется на осциллограмме разрывом линии постоянного уровня и т.д. На полученной данным способом осциллограмме проводят пе рпендикуляр 10 от точки разрыва 9 линии постоянного уровня 8 через полученную линию деформации 11 и определяют величину деформации
полосы в выходном сечении формовочной клети трубоформовочного стана,
Таким образом, данный способ позволяет с высокой степенью точности определить по осциллограмме деформаций положение датчика, с помощью которого производят измерение продольных деформаций в полосе при ее непрерывной валковой формовке в трубную заготовку, относительно любого поперечного сечения непрерывного очага деформации трубоформовочного стана.
Формула изобретения
Способ измерения продольных деформаций в трубной заготовке, при котором на поверхность исходной полосы наклеивают электрический датчик, пропускают ее через формовочные клети трубоформовочного стана и по осциллограмме определяют деформацию в поперечном сечении трубной заготовки,-отличающий ся тем, что, с целью обеспечения возможности определения деформации в поперечном сечении трубной заготовки, совпадающем с плоскостью выходного сечения формовочной клети трубоформовочного стана,на поверхность исходно полосы дополнительно наклеивают полоски из изоляционного материала,число которых выбирают равным количеству формовочных клетей трубоформовочного стана, в направлении перпендикулярном продольной оси полосы на расстоянии друг от друга, равном расстоянию между плоскостями выходных сечений формовочных клетей, при этом скользящим токоподводом задают на осциллограмме линию постоянного уровня, а первую полосу по ходу формовки наклеивают от электрического датчика на расстоянии -равном расстоянию между выходным сечением первой формовочной кл1ети и скользящим токоподводом.
Источники информации, принятые во внимание при экспертизе
1, Шошнн В.О. Исследование процесса непрерывного гиба заготовки при изготовлении прямошовных электросварных труб. Кандидатская диссертация, Днепропетровск, 1967.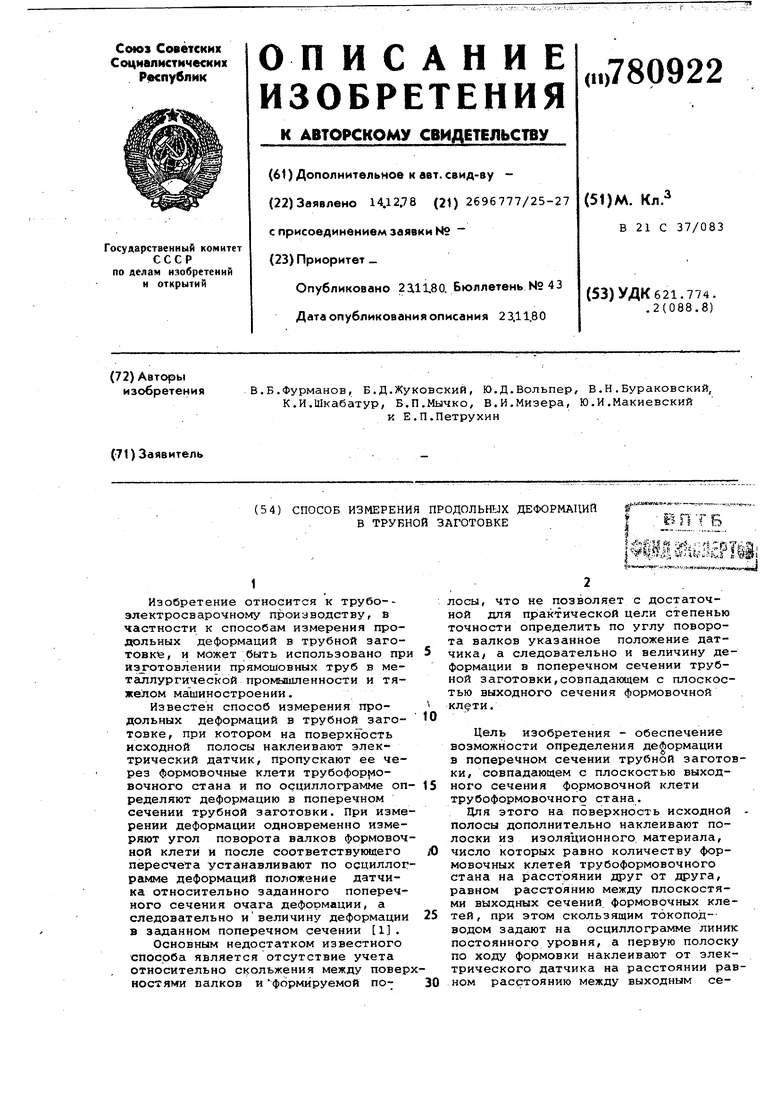
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 1986 |
|
RU1413789C |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2020009C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
| Рабочая клеть трубоформовочного стана | 1988 |
|
SU1724404A1 |
| Способ прокатки непрерывной полосы для изготовления сварных труб | 1982 |
|
SU1123751A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Стан для производства электросварных труб | 1988 |
|
SU1622052A1 |
| Инструмент для формовки полосы | 1990 |
|
SU1754268A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Способ непрерывной формовки трубной заготовки | 1977 |
|
SU695735A1 |
Т I 77 III / S } S
