подшипник 8, на котором устанавливается сферическое тело .9, Момент вращения оси нижнего валка 1 передается на корпус 6 через контакт дисков 7 и 10. Механизм перемещения нажимного винта состоит из винта
с гайкой, установленной стационарно на траверсе 3 клети 2, Винт одним концом соединен с подвижной гайкой 4, Конструкция обеспечивает более равномерный износ инструмента. 1 з. п. ф-лы, 2 ил.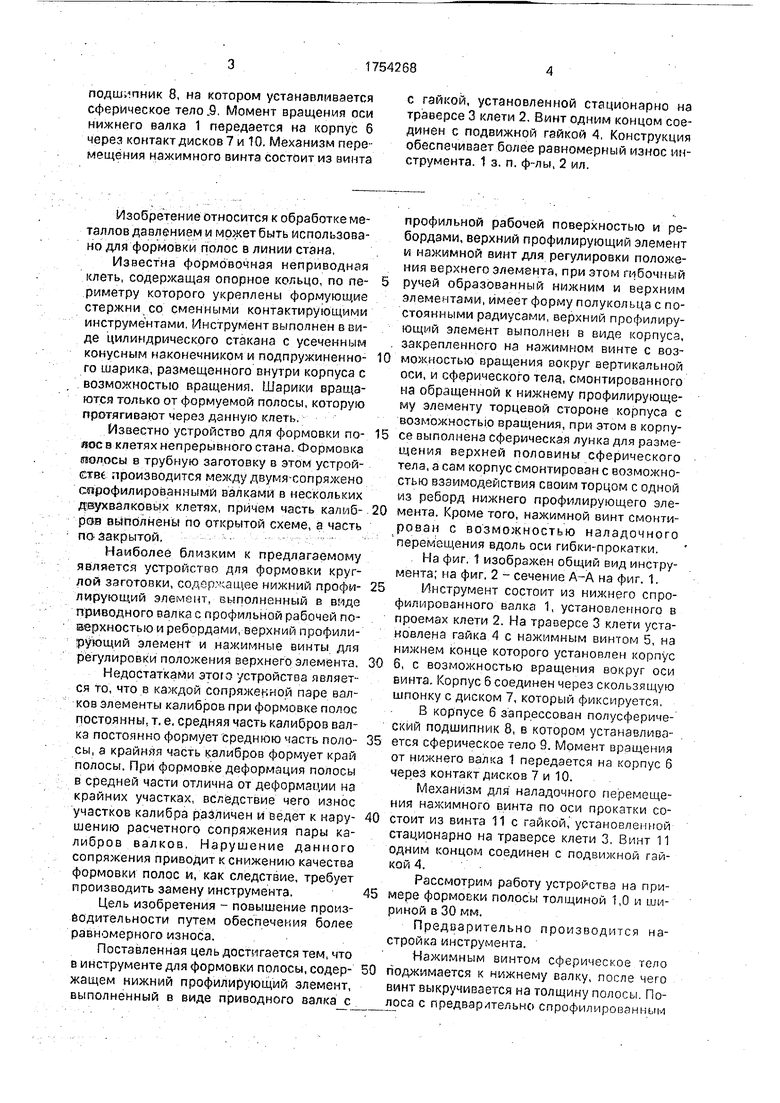
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2231409C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для формовки полос в линии стана. Цель изобретения - увеличение производительности. Инструмент состоит из нижнего профилированного валка 1, установленного в проемах клети 2, на траверсе 3 клети установлена гайка 4 с нажимным винтом 5, на нижнем конце которого установлен корпус 6 с возможностью вращения вокруг оси винта. Корпус б соединен через скользящую шпонку с диском 7. который фиксируется. В корпусе б запрессован полусферический сл ч Ј ю о 00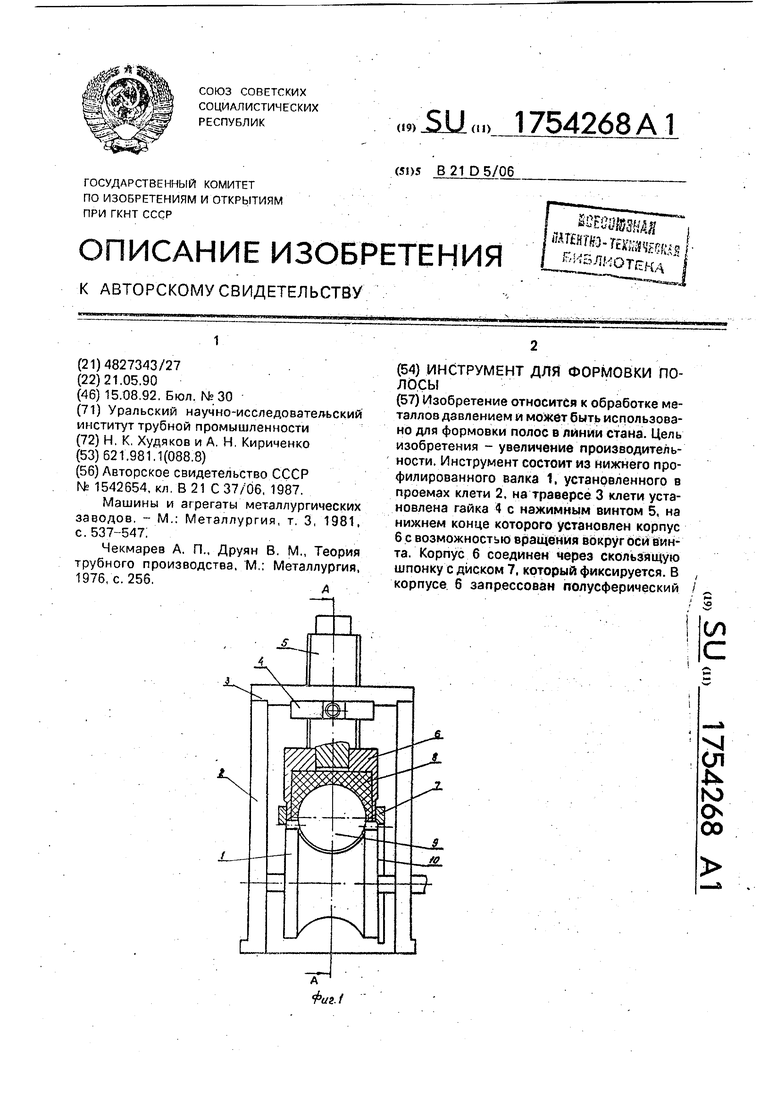
Изобретение относится к обработке металлов давлением и может быть использовано для формовки полос в линии стана.
Известна формовочная неприводная клеть, содержащая опорное кольцо, по пе- риметру которого укреплены формующие стержни со сменными контактирующими инструментами. Инструмент выполнен в виде цилиндрического стакана с усеченным конусным наконечником и подпружиненно- го шарика, размещенного внутри корпуса с возможностью вращения, Шарики вращаются только от формуемой полосы, которую протягивают через данную клеть.
Известно устройство для формовки по- яос а клетях непрерывного стана. Формовка яолосы в трубную заготовку в этом устройстве производится между двумя-сопряжено спрофилированными валками в нескольких двухвалковых клетях, причем часть калмб- ров выполнены по открытой схеме, а часть позакрытой,
Наиболее близким к предлагаемому является устройство для формовки круглой заготовки, содержащее нижний профи- пирующий элемент, выполненный в виде приводного валка с профильной рабочей по- верхностью и ребордами, верхний профилирующий элемент и нажимные винты для регулировки положения верхнего элемента.
Недостатками этого устройства является то, что в каждой сопряженной паре валков элементы калибров при формовке полос постоянны, т, е, средняя часть калибров валка постоянно формует среднюю часть поло- сы, а крайняя часть калибров формует край полосы, При формовке деформация полосы в средней части отлична от деформации на крайних участках, вследствие чего износ участков калибра различен и ведет к нару- шению расчетного сопряжения пары калибров валков, Нарушение данного сопряжения приводит к снижению качества формовки полос и, как следствие, требует производить замену инструмента.
Цель изобретения - повышение производительности путем обеспечения более равномерного износа.
Поставленная цель достигается тем, что в инструменте для формовки полосы, содер- жащем нижний профилирующий элемент, выполненный в виде приводного валка с
профильной рабочей поверхностью и ребордами, верхний профилирующий элемент и нажимной аинт для регулировки положения верхнего элемента, при этом гибочный ручей образованный нижним и верхним элементами, имеет форму полукольца с постоянными радиусами, верхний профилирующий элемент выполнен в виде корпуса, закрепленного на нажимном винте с возможностью вращения вокруг вертикальной оси, и сферического тела, смонтированного на обращенной к нижнему профилирующему элементу торцевой стороне корпуса с возможностью вращения, при этом в корпусе выполнена сферическая лунка для размещения верхней половины сферического тела, а сам корпус смонтирован с возможностью взаимодействия своим торцом с одной из реборд нижнего профилирующего элемента. Кроме того, нажимной винт смонтирован с возможностью наладочного перемещения вдоль оси гибки-прокатки.
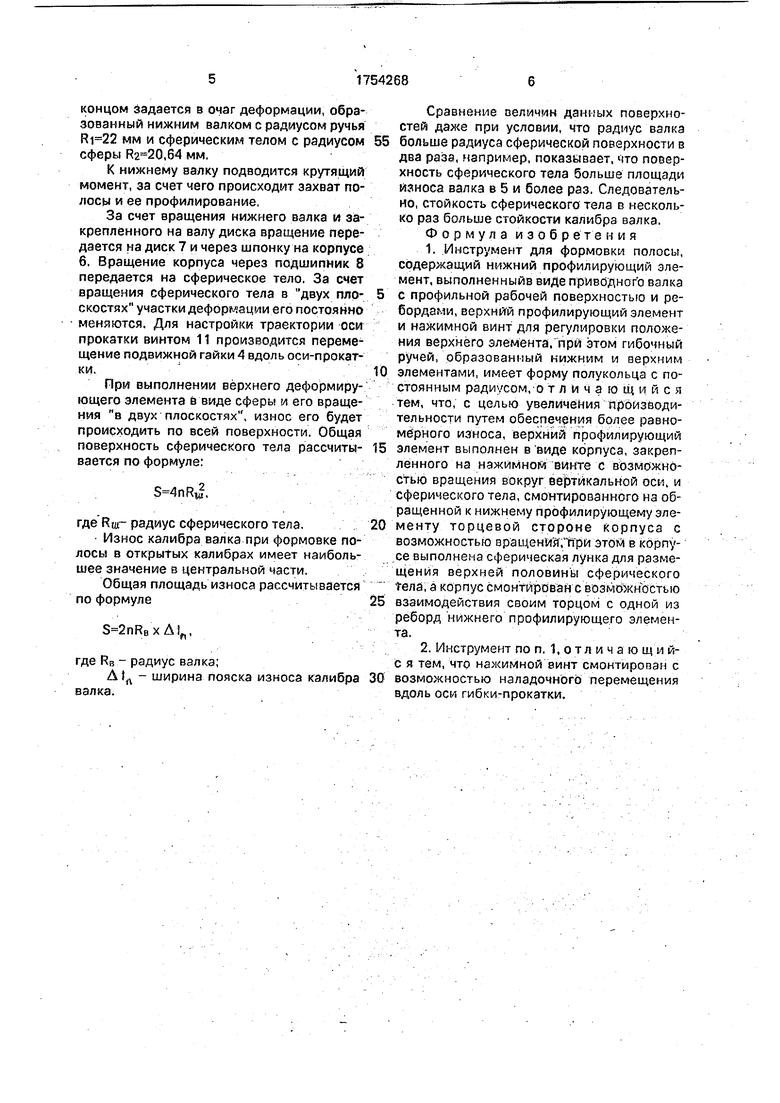
На фиг. 1 изображен общий вид инструмента; на фиг. 2 - сечение А-А на фиг. 1.
Инструмент состоит из нижнего спрофилированного валка 1, установленного в проемах клети 2. На траверсе 3 клети установлена гайка 4 с нажимным винтом 5, на нижнем конце которого установлен корпус 6, с возможностью вращения вокруг оси винта. Корпус 6 соединен через скользящую шпонку с диском 7, который фиксируется,
В корпусе 6 запрессован полусферический подшипник 8, в котором устанавливается сферическое тело 9. Момент вращения от нижнего валка 1 передается на корпус 6 через контакт дисков 7 и 10.
Механизм для наладочного перемещения нажимного винта по оси прокатки состоит из винта 11с гайкой, установленной стационарно на траверсе клети 3. Винт 11 одним концом соединен с подвижной гайкой 4.
Рассмотрим работу устройства на примере формовки полосы толщиной 1,0 и шириной в 30 мм,
Предварительно производится настройка инструмента.
Нажимным винтом сферическое тело поджимается к нижнему валку, после чего винт выкручивается на толщину полосы. Полоса с предварительно спрофилированным
концом задается в очаг деформации, образованный нижним валком с радиусом ручья мм и сферическим телом с радиусом сферы ,64 мм,
К нижнему валку подводится крутящий момент, за счет чего происходит захват полосы и ее профилирование,
За счет вращения нижнего валка и закрепленного на валу диска вращение передается на диск 7 и через шпонку на корпусе 6. Вращение корпуса через подшипник 8 передается на сферическое тело, За счет вращения сферического тела в двух пло- скостях участки деформации его постоянно меняются. Для настройки траектории оси прокатки винтом 11 производится перемещение подвижной гайки 4 вдоль оси-прокатки.
При выполнении верхнего деформирующего элемента 6 виде сферы и его вращения в двух плоскостях, износ его будет происходить по всей поверхности. Общая поверхность сферического тела рассчиты- вается по формуле:
nRj,
где Кит радиус сферического тела.
Износ калибра валка при формовке полосы в открытых калибрах имеет наибольшее значение в центральной части.
Общая площадь износа рассчитывается по формуле
S 2nRBx Aift,
где RB - радиус валка;
A tft - ширина пояска износа калибра валка.
Сравнение величин данных поверхностей даже при условии, что радиус валка больше радиуса сферической поверхности в два раза, например, показывает, что поверхность сферического тела больше площади износа валка в 5 и более раз. Следовательно, стойкость сферического тела в несколько раз больше стойкости калибра валка.
Формула изобретения
н
| Универсальная формовочная неприводная клеть | 1987 |
|
SU1542654A1 |
| Машины и агрегаты металлургических заводов | |||
| - М.: Металлургия, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кухонный очаг | 1922 |
|
SU537A1 |
| Чекмарев А | |||
| П., Друян В | |||
| М,, Теория трубного производства | |||
| М,; Металлургия, 1976, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
