(54) УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ
1
Изобретение относится к устройствам для производства железобетонных изделий, преимущественно плит с технологическими отверстиями и может бытьиспользовано на железобеЬсонных 5 заводах.
Известны устройства для производства железобетонных ирделий с технологическими отверстия да, включакадие форму с отверстиями в поддоне и пус- Ю тообразователи, каждый из которых имеет хвостовик для установки в отверстие поддона и упругую прокладку 1 и 2.
Однако такие устройства не исклю- 15 чают околов изделия и не снижают уси лий при распалубке.
Цель изобретения - исключение околов изделия и снижение усилий при распалубке.20
Цель достигается тем, что устройст во содержит форму с отверстиями в под- доне и пустообразователи, каждый из которых имеет хвостовик для установки в отверстие поддона и упругую про- 25 кладку,причем каждое отверстие поддона выполнено ступенчатым ,а каждый . пустообразрватель имеет между корпусом и хвостовиком конический пере- . х :дной участок, который вместе с хво- 30
ИЗДЕЛИЯ
стовиком установлен при помопц упругой продклгщки в отверстии поддона.
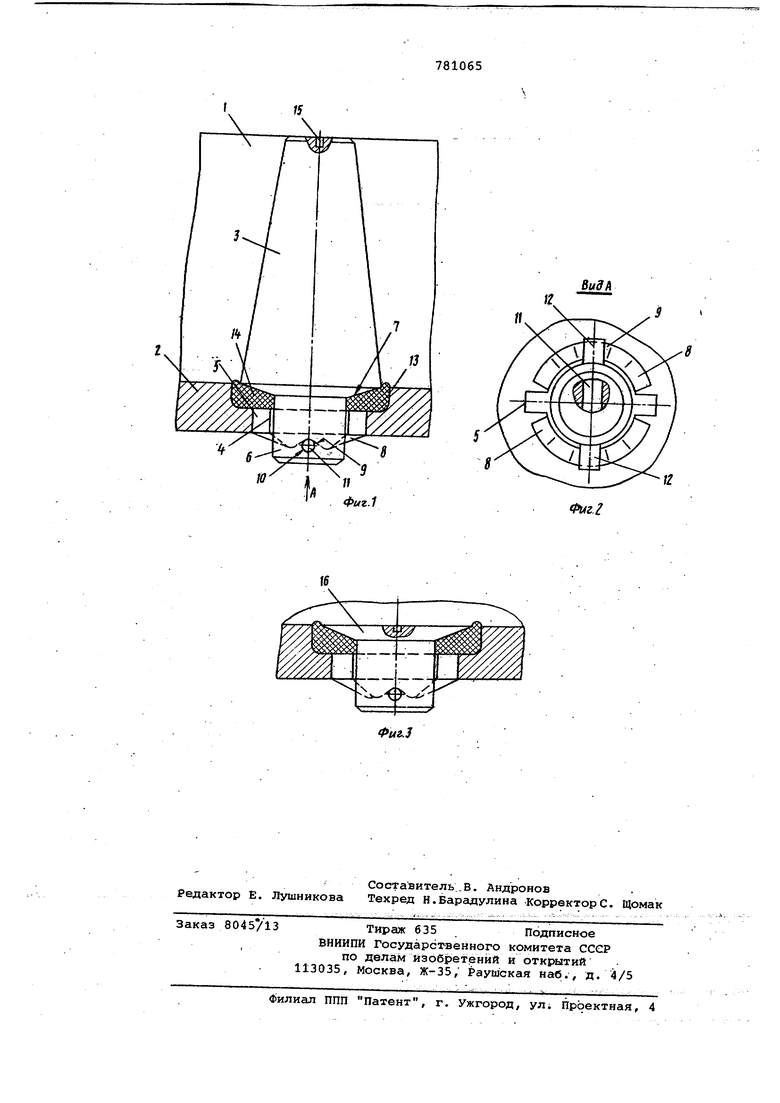
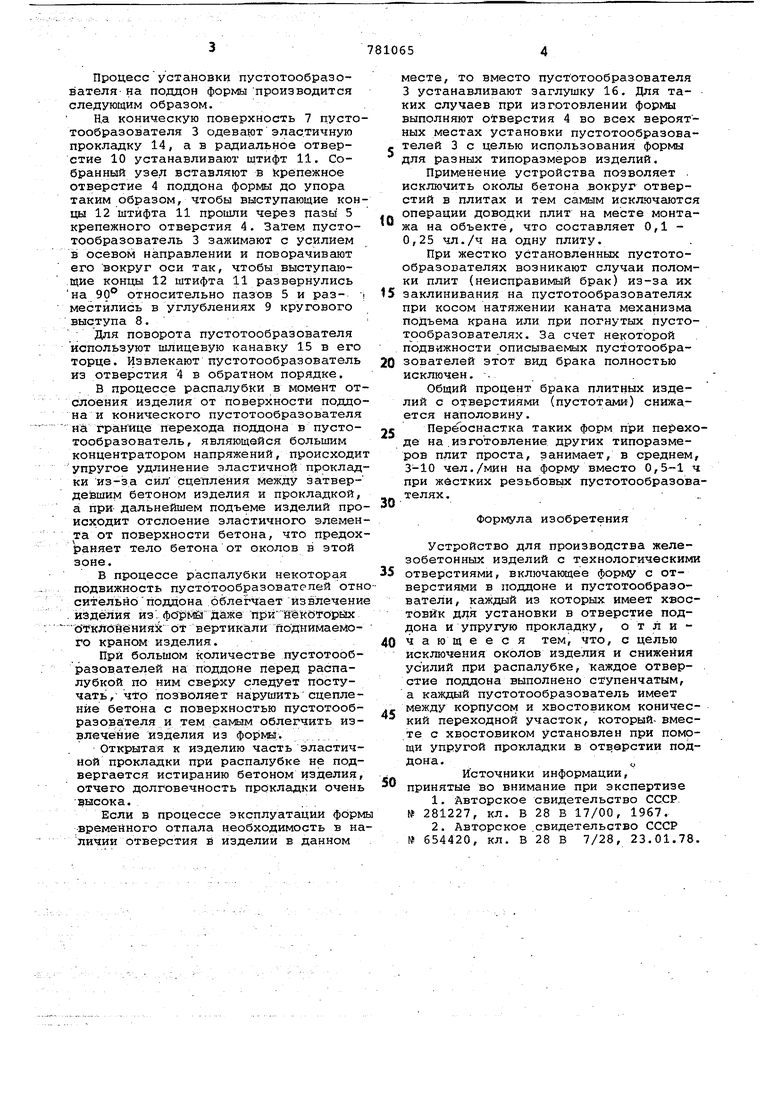
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 то же, вместо пустообразователя установлена заглушка.
Устройство для плотных изделий с технологическими отверстиями включает форму с бортами 1 и поддоном 2 и пустотообразователи 3, входящие в крепежные отверстия 4 с пазами 5 поддона 2 посредством цилиндрических хвостовиков 6.
Место перехода пустотообразрвателя в хвостовик выполнено по конической ловерхности 7. С обратной стороны поддона 2 вокруг крепежного отверстия 4 расположены выступы 8 со скошенными краями и углублениями 9. Кроме того, на конце цилиндрического хвостовика имеется сквозное радиальное отверстие 10, в котором закреплен штифт 11 с выступающими концами 12.
Крепежные отверстия 4 имеют ступенчатое уширение 13, в котором на прокладке 14 из эластичного материала, например масЛостойкой резины, размещена коническая поверхность 7 пустотообразователя.
Процесс установки пустотообразователя-на поддон формы производится следующим образом.
Н.а коническую поверхность 7 пустотообразователя 3 одевают эластичную прокладку 14, а в радиальное отверстие 10 устанавливают щтифт 11. Собранный узел вставляют в крепежное отверстие 4 поддона формы до упора таким образом, чтобы выступающие концы 12 щтйфта 11 прошли через пазы 5 крепежного отверстия 4. Затем пустотообразователь 3 зажимают с усилием в осевом направлении и поворачивают его вокруг оси так, чтобы выступающие концы 12 штифта 11 развернулись на 90 относительно пазов 5 и раз- i местились в углублениях 9 кругового выступа 8.
Для поворота пустотообразователя используют шлицевую канавку 15 в его торце. Извлекают пустотообразователь из отверстия 4 в обратном порядке.
В процессе распалубки в момент отслоения изделия от поверхности поддона и конического пустотообразователя на границе перехода поддона в пустотообразователь, являющейся большим концентратором напряжений, происходит упругое удлинение эластичной прокладки из-за сил сцетглёния между затвердевшим бетоном изделия и прокладкой, а при дальнейшем подъеме изделий происходит отслоение эластичного элемента от поверхности бетона, что предохраняет тело бетона от околов в этой зоне.
В процессе распалубки некоторая подвижность пустотообразователей относительно поддона облегчает извлечение .изделия из форйез даже 6т кЛойёнй:Р15с от вертикали подниМаемого краном изделия.
При большом количестве пустотообразователей на поддоне перед распалубкой по ним сверху следует постучать, что позволяет нарушитьсцепление бетона с поверхностью пустотообразователя и тем самым облегчить извлечение изделия из форкы.
Открытая к изделию часть эластичной прокладки при распалубке не подвергается истиранию бетоном изделия, отчего долговечность прокладки очень высока.
Если в процессе эксплуатации форм временного отпала необходимость в наличии отверстия в изделии в данном
месте, то вместо пустотообразователя 3 устанавливают заглушку 16. Для таких случаев при изготовлении формы выполняют отверстия 4 во всех вероятных местах установки пустотообразователей 3 с целью использования формы для разных типоразмеров изделий.
Применение устройства позволяет . исключить околы бетона вокруг отверстий в плитах и тем самым исключаются операции доводки плит на месте монтажа на объекте, что составляет 0,1 0,25 чл./ч на одну плиту.
При жестко установленных пустотообразователях возникают случаи поломки плит (неисправимый брак) из-за их
5 заклинивания на пустотообразователях при косом натяжении каната механизма подъема крана или при погнутых пустотообразователях. За счет некоторой подвижности описываемых пустотообра0 зователей этот вид брака полностью исключен. .
Общий процент брака плитных изделий с отверстиями (пустотами) снижается наполовину.
5 Перёоснастка таких форм при переходе на .изготовление других типоразмеров плит проста, занимает, в среднем, 3-10 чел./мин на форму вместо 0,5-1 ч при жестких резьбовых пустотообразова телях.
Формула изобретения
Устройство для производства железобетонных изделий с технологическими
5 отверстиями, включающее форму с отверстиями в поддоне и пустотообразователи, каждый из которых имеет хвостовик для установки в отверстие поддона и упругую прокладку, о т л и 0 чающееся тем, что, с целью исключения окоЛов изделия и снижения усилий при распалубке, каждое отверстие поддона выполнено ступенчатым, а каждый пустотообразователь имеет между корпусом и хвостовиком конический переходной участок, который- вместе с хвостовиком установлен при помощи упругой проклс1дки в отверстии поддона.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 281227, кл. В 28 В 17/00, 1967.
2.Авторское свидетельство СССР
№ 654420, кл. В 28 Б 7/28, 23.01.78.
Вид А
12
Фиг.1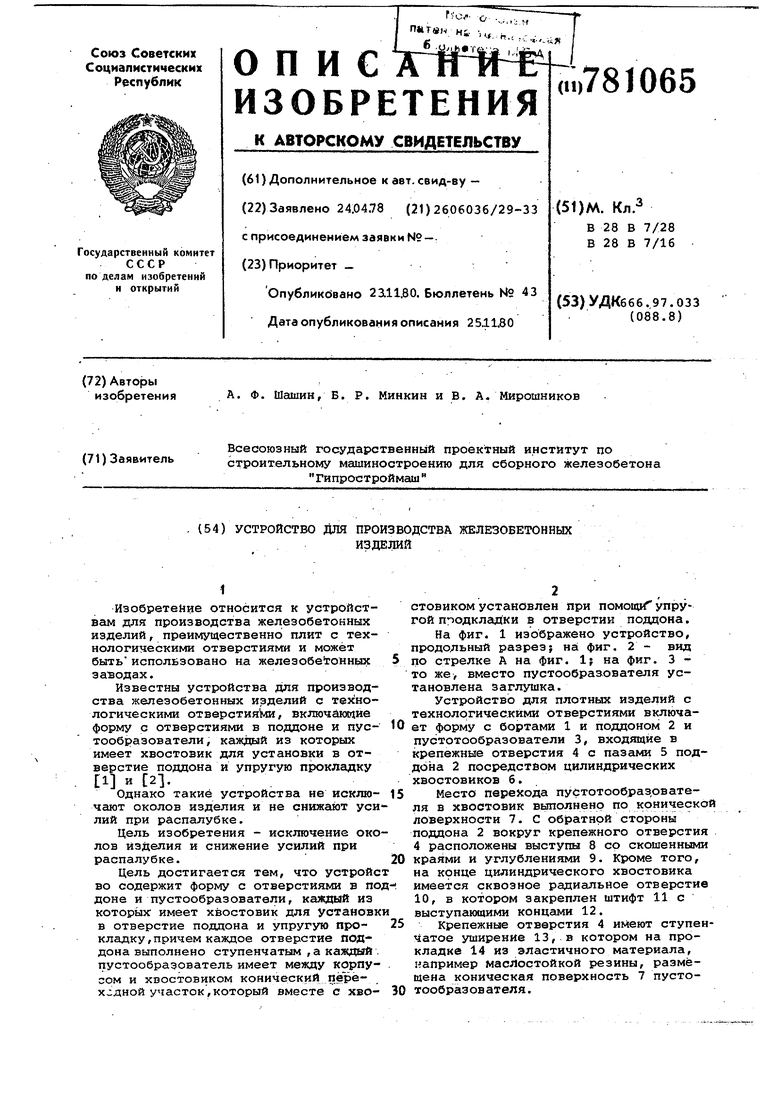
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1158365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014224C1 |
| Устройство для формования,преимущественно, решетчатых изделий | 1979 |
|
SU863343A1 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
| Составной пустотообразотель | 1973 |
|
SU477843A2 |
| Пустотообразователь | 1990 |
|
SU1712157A1 |
| Устройство для формования железобетонных изделий, например полуарок, используемых преимущественно при строительстве скотных дворов | 1961 |
|
SU147500A1 |