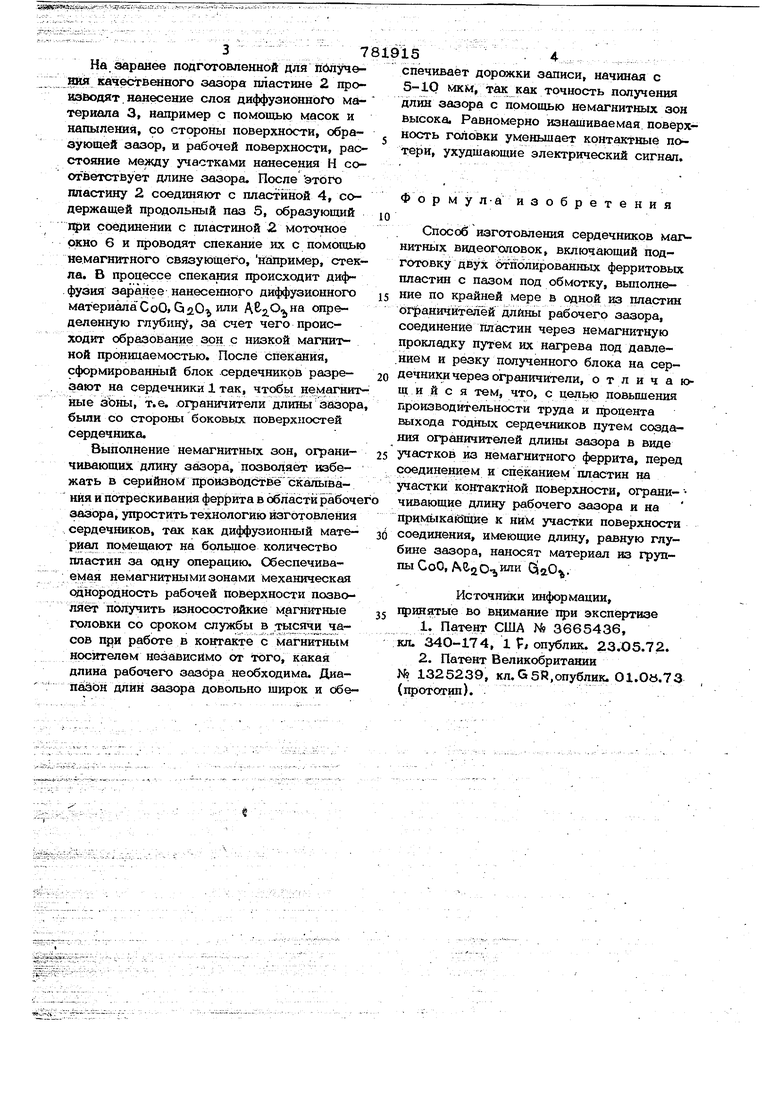
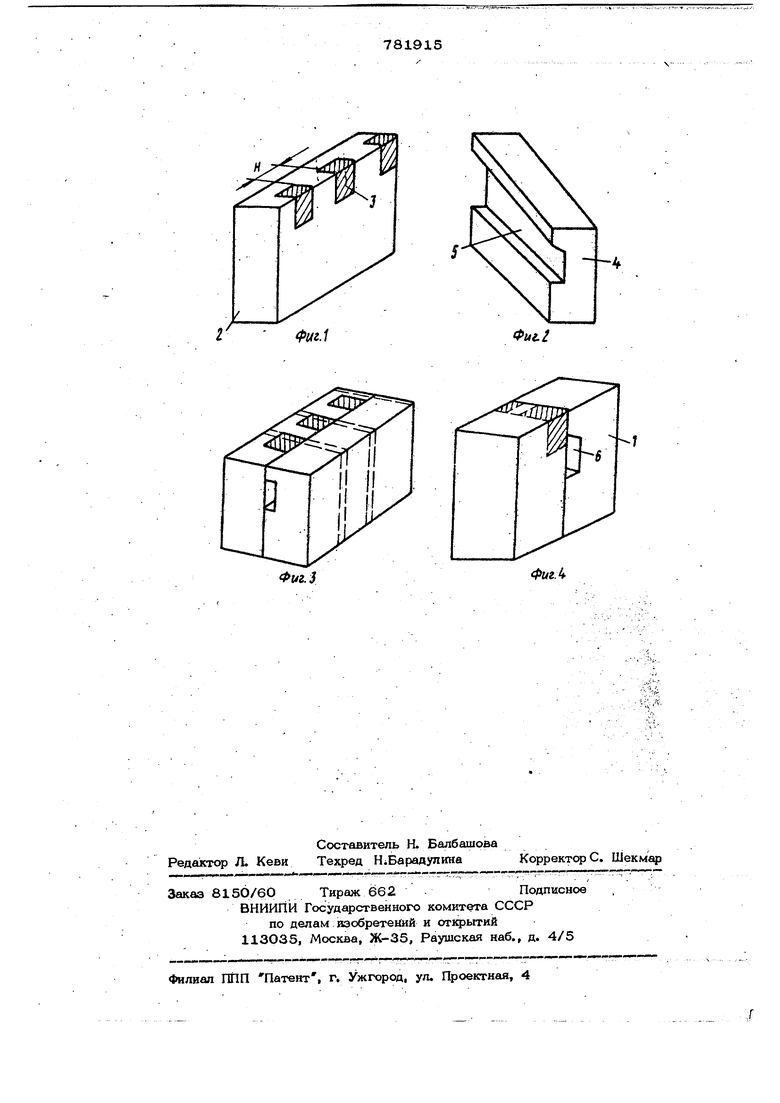
„ - , . Изобретение относится к приборсхгтроению и может быть использовайо при конструировании ферритовых магнитных головок для высокоплатной видеозаписи. Известны магнитные головки, в которых с каждой стороны от магнитного зазора нанесено керамическое покрытие l Однако нанесение такого покрытия технологически сложно. Известен также сттособ изготовления сердечников магнитных видеоголовок,вклн чаюиий подготовку двух отполированных ферритовых пластин с пазом под обмотку, ьыполнение по 1файней мере в одной из пластин ограничителей длины рабочего заaqpia соединение пластин через немагнитную прокладку путем их нагрева под давлением и резку полученного блока на сердечники через ограничители 2J. . Однако выборка выемок и заполнение их немагнитньву материалом довольно трудоемкая сюерация, требующая больших затрат рабочего времени. После выборки появляются трещины и скопы по краям пазов , что приводит к большому огходу сердечников в брак.Цель изобретения - повышение производительности труда и процента выхода ных сердечников путем .создания ограничителей длины зазора в виде участков из немагнитного феррита. Достижешю поставленной цели осуществляется за счет того, чтО перед со&динением и спеканием пластин на участки контактной поверхности, ограничивающие длину рабочего зазора и на примыкающие к ним участки пов хности соединения, имеющие длину, п&вную глубине зазора, наносят материал из группы СоО,А&207. На фйг. 1 показана пластина, на которой нанесены слои CoQ;na фиг. 2 - пластина с пазом под обмотку; на фкг. 3 блок сердечников, полученный после спекания пластин; на фиг. 4 - сердечник, еллрезанный из блока. Изготовление сердечников произВо- . дится следующим образом. На заранее подготовленной для пблученйя качествояного зазора пластине 2 производят , нанесение слоя диффузионногх) материала 3, например с помощью масок и напылеш1я, со стороны поверхности, образующей зазор, и рабочей поверхности, рас стояние между участками нанесения Н соответствует длине зазора. После этого пластину 2 соединяют с пластиной 4, содержащей продольный паз 5, образующий п|)й соединении с пластиной 2 моточное окно 6 и проводят спекание их с помощью немагнитного связующего, например, стек ла. В процессе спекания происходит диффузия заранее нанесенного диффузионного материалаСоО, GiiO- или АВ2. определенную глубину, за счет чего происходит образование зон с низкой магнитной проницаемостью. После спекания, сформированный блок сердечников разрезают на сердечники 1 так, чтобы немагнит ные зЬны, т.е. ограничители длины зазора были со стороны боковых поверхностей сердечника. Выполнение немагнитных зон, ограничивающих длину зазора, позволяет избежать в серийном пройз)водствёскальгвания и потрескивания в области рабоче зазора, упростить технологию изготовления сердечников, так как диффузионный материал помещают на большое количество пластин за одну операцию. Обеспечиваемая немагнитными зонами механическая однородность рабочей поверхности позволяет получить износостойкие магнитные головки со сроком службы в тысячи часов при работе в контакте с Магнитным носителем независимо от того, какая длина рабочего зазора необходима. ДиаПаёон длин 3a3qpa довольно щирок и обе15спечиваёт дорожки записи, начиная с S-1Q мкм, так как точность получения длил зазора с помощью немагнитных зон высока. Равномерно изнашиваемая поверхность головки уменыиает контактные потери, ухудшающие электрический сигнал. Ф о р м у л-а и 3 о б р е т е н и я Способ изготовления сердечников Maj нитных видеоголовок, включающий подготовку двух бтйЪлированных ферритовых пластин с пазом под обмотку, выполнение по крайней мере в однойцз пластин 6г|)аничйтёлей длины рабочего зазора, соединение Пластин через немагнитную прокладку путем их нагрева под давлением и резку полученного блока на сердечники через ограничители, отличающий с я тем, что, с целью повьш1ения производительности труда и хфоцента выхода годных сердечников путем создания ограничителей длины зазора в виде участков из немагнитного феррита, перед соединением и спеканием пластин на участки контактной поверхности, ограни- чивающие длину рабочего зазора и на примьтайщие к ним участки поверхности соединения, имеющие длину, равную глубине зазора, наносят материал из группы CoO,Ae.2O-i, или . Источники информации, гфшлятые во внимание при экспертизе 1.Патент США № 3665436, кл. 340-174, 1 Р/опублик. 23.О5.72. 2.Патент Великобритании М 132523Э, кл.Сл5Р,опублик. 01.0«.73 (прототип).
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718855A2 |
| Способ изготовления сердечника ферритовой магнитной головки | 1978 |
|
SU718852A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718856A1 |
| БЛОК ВРАЩАЮЩИХСЯ ВИДЕОГОЛОВОК | 1993 |
|
RU2084969C1 |
| Способ изготовления магнитной головки | 1979 |
|
SU860121A1 |
| Способ изготовления полюсныхНАКОНЕчНиКОВ для МАгНиТНОй гОлОВКи | 1979 |
|
SU815753A1 |
| Способ изгтовления сердечников ферритовых магнитных головок | 1976 |
|
SU607261A1 |
| БЛОК ВРАЩАЮЩИХСЯ ВИДЕОГОЛОВОК | 1993 |
|
RU2084970C1 |
| Блок тонкопленочных магнитных головок | 1980 |
|
SU957266A1 |
| Способ изготовления видеоголовок | 1984 |
|
SU1169014A1 |
Фш.З
ФигЛ
