1
Изобретение относится к приборостроению и может быть использовано в технологии изготовления ферритовых магнитных головок. Оно является усовершенствованием известного способа, описанного в авт. св. № 607261.
По основному авт. св. № 607261 известен снособ изготовления сердечников феррнтоЁых головок, заключающийся в соединении двух ферритовых пластин нутем заполнения пространства между ними немагнитным веществом с высокой адгезией к ферриту и разрезки полученного блока, в котором на одной из пластин предусмотрены пазы под обмотку, а на другой - перпендикулярно к ним выемки, ограничивающие длину рабочего зазора, на заготовки сердечников 1.
При формировании рабочего зазора по этому способу предусматривают заполнение выемок, ограничивающнх длину рабочего зазора, суспензией стекла, а соединение ферритовых пластин в блок производят с помощью дротиков стекла, помещенных в пазы под обмотку.
В процессе спекания блоков выемки, а также сам зазор заполняют стеклом. Однако при расплавлении суспеизии происходит уменьшение объема стекла, помещенного в выемки, нри этом общего количества стекла оказывается недостаточным для заполнення всего объема выемок и рабочего зазора. В рез льтате нри разрезке блоков на заготовки сердечников, получаемых по данному способу, контактная новерхность
.имеет зоны, не заполненные стеклом. Это снижает качество рабочей новерхности сердечника магнитных головок.
Цель изобретения - улз чшение качества рабочей поверхности сердечников магнитных головок.
Поставленная цель достигается за счет
того, что в теле пластины параллельно канавкам нод обмотку вынолняют сквозной
технологический паз, соединяют эту пластииу с ответной нластиной так, что технологический паз нерекрывает выемки, ограничивающие длину рабочего зазора, затем помещают в него немагнитный материал, заполняющий в процессе спекания эти выемки.i
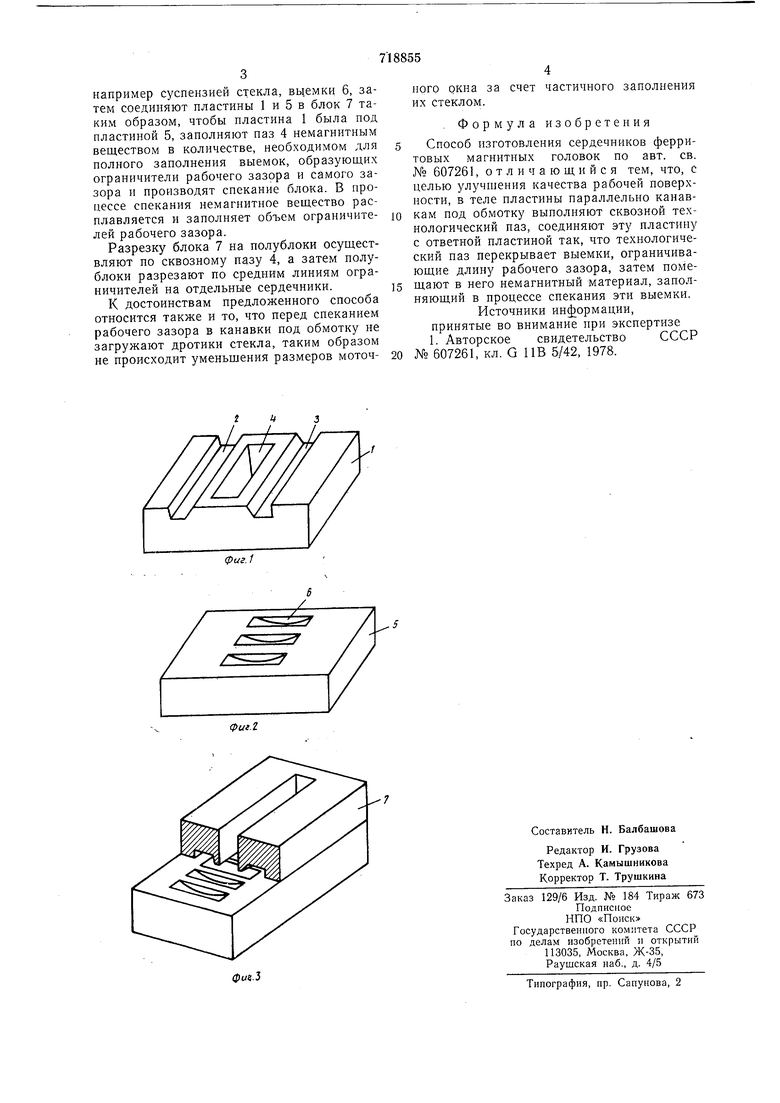
На фиг. 1 иоказана пластина с канавками нод обмотку и сквозным пазом; на фиг. 2 - пластина с выемками, ограничивающими длину зазора; на фиг. 3 - блок сердечНИКОВ, нодготовленный для формирования рабочего зазора.
Для изготовления сердечников в пластине 1 параллельно канавкам 2 и 3 выбирают сквозной технологический наз 4. В нластине 5 занолняют немагнитным веществом,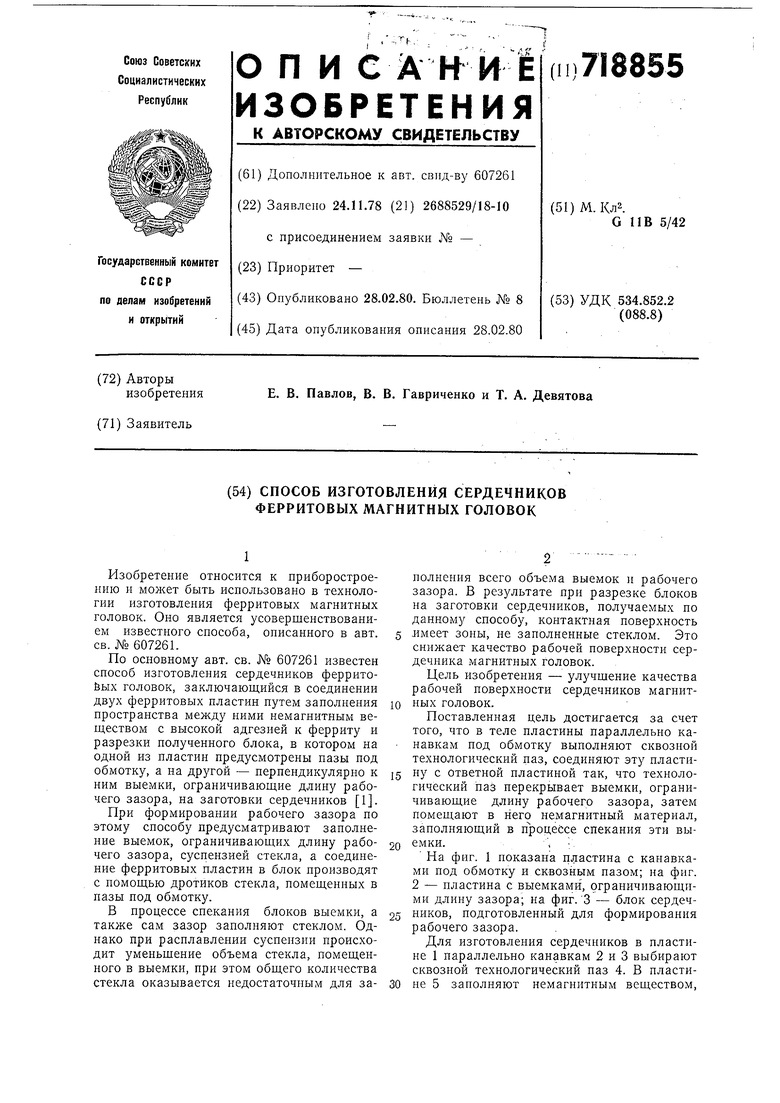
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечника ферритовой магнитной головки | 1978 |
|
SU718852A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Способ изготовления сердечников магнитных видеоголовок | 1978 |
|
SU781915A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718856A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1983 |
|
SU1095229A1 |
| Способ изгтовления сердечников ферритовых магнитных головок | 1976 |
|
SU607261A1 |
| Способ выполнения ограничителей длины зазора магнитных головок | 1978 |
|
SU712833A1 |
| Способ изготовления сердечников магнитных головок | 1984 |
|
SU1153350A1 |
| Способ изготовления двухдорожечного блока магнитных головок стирания | 1983 |
|
SU1107161A1 |
| Способ изготовления ферритовых магнитных головок | 1973 |
|
SU460570A1 |
