(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ ДЛЯ МАГНИТНОЙ ГОЛОВКИ
ление немагнитных вставок с ферритовыми пластинами осуществляют одновременно с формированием рабочего зазора.
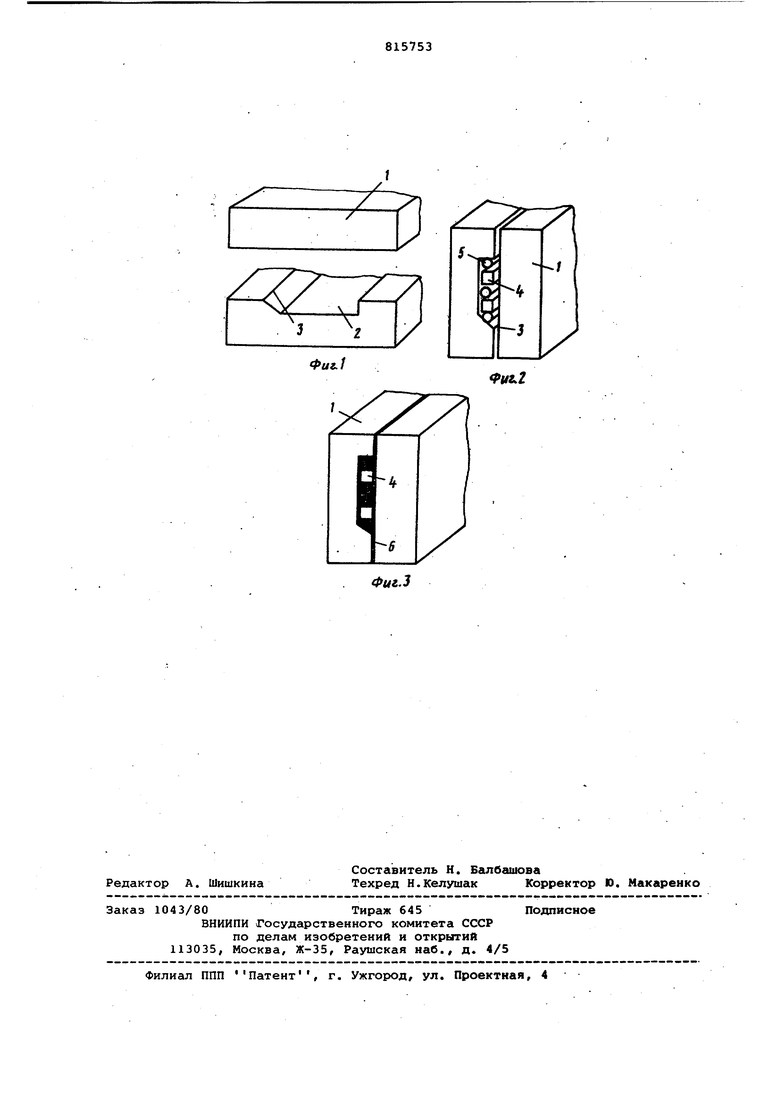
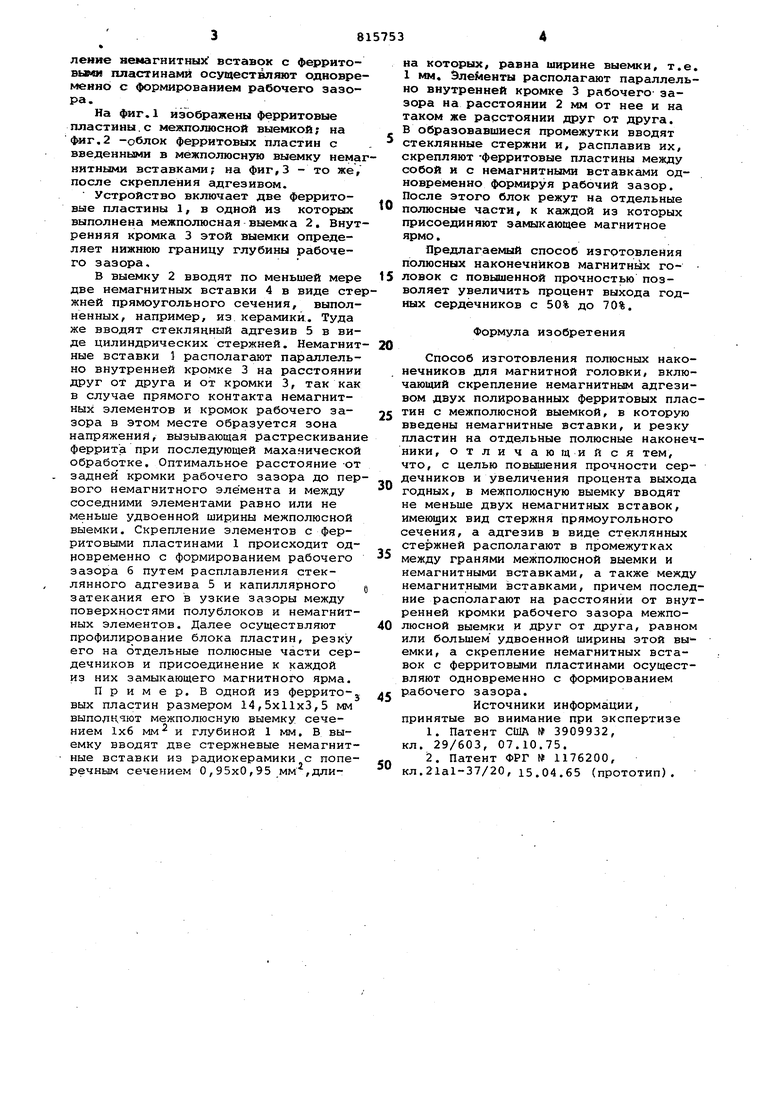
На фиг. 1 изображены ферритовые пластины.с межполюсной выемкой; на фиг,2 -облок ферритовых пластин с введенными в мёжполюсную выемку неманитными вставками; на фиг,3 - то же, после скрепления адгезивом.
Устройство включает две ферритовьзе пластины 1, в одной из которых выполнена межполюсная выемка 2. Внутренняя кромка 3 этой выемки определяет нижнюю границу глубины рабочего зазора.
В выемку 2 вводят по меньшей мере две немагнитных вставки 4 в виде стежней прямоугольного сечения, выполненных, например, из керамики. Туда же вводят стеклянный адгезив 5 в виде цилиндрических стержней. Немагнитные вставки 1 располагают параллельно внутренней кромке 3 на расстоянии друг от друга и от кромки 3, так как в случае прямого контакта немагнитных элементов и кромок рабочего зазора в этом месте образуется зона напряжений, вызывающая растрескивани феррита при последующей маханической обработке. Оптимальное расстояние -от задней кромки рабочего зазора до первого немагнитного элемента и между соседними элементами равно или не меньше удвоенной ширины межполюсной выемки. Скрепление элементов с ферритовыми пластинами 1 происходит одновременно с формированием рабочего зазора б путем расплавления стеклянного адгезива 5 и капиллярного затекания его в узкие зазоры между поверхностями полублоков и немагнитных элементов. Далее осуществляют профилирование блока пластин, резку его на отдельные полюсные части сердечников и присоединение к каждой из них замыкающего магнитного ярма.
Пример, В одной из феррито-j вых пластин размером 14,5x11x3,5 мм выполн,чют межполюсную выемку сечением 1x6 мм и глубиной 1 мм, В выемку вводят две стержневые немагнитные вставки из радиокерамики с поперечным сечением 0,95x0,95 мм ,длина которых, равна ширине выемки, т,е. 1 мм. Зле ленты располагают параллельно внутренней кромке 3 рабочего зазора на расстоянии 2 мм от нее и на таком же расстоянии друг от друга, В образовавшиеся промежутки вводят 5 стеклянные стержни и, расплавив их, скрепляют -ферритовые пластины между собой и с немагнитными вставками одновременно формируя рабочий зазор. После этого блок режут на отдельные
полюсные части, к каждой из которых присоединяют замыкающее магнитное ярмо,
Предлагаемый способ изготовления полюсных наконечников магнитных головок с повышенной прочностью позволяет увеличить процент выхода годных сердечников с 50% до 70%,
Формула изобретения
Способ изготовления полюсных наконечников для магнитной головки, включающий скрепление немагнитным адгезивом двух полированных ферритовых пластин с межполюсной выемкой, в которую введены немагнитные вставки, и резку пластин на отдельные полюсные наконечники, отличающийся тем, что, с целью повышения прочности сердечников и увеличения процента выхода годных, в межполюсную выемку вводят не меньше двух немагнитных вставок, имеющих вид стержня прямоугольного сечения, а адгезив в виде стеклянных стержней располагают в промежутках между гранями межполюсной выемки и немагнитными вставками, а также между немагнитными вставками, причем последние располагают на расстоянии от внутренней кромки рабочего зазора межпо0 люсной выемки и ДРУГ от друга, равном или большем удвоенной ширины этой вы емки, а скрепление немагнитных вставок с ферритовыми пластинами осуществляют одновременно с формированием рабочего зазора.
Источники информации, принятые во внимание при экспертизе
1,Патент США № 3909932, кл. 29/603, 07,10.75,
2,Патент ФРГ 1176200,
кл.21а1-37/20, 15,04,65 (прототип).
7
17
fvt.l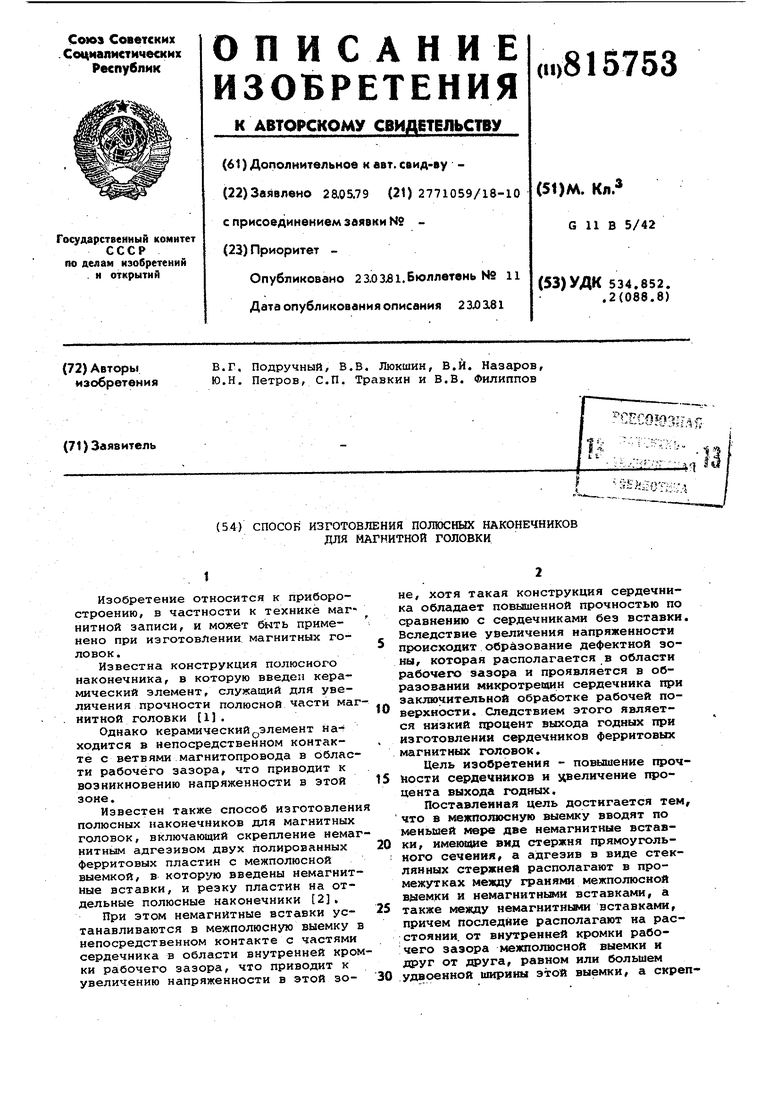
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1983 |
|
SU1095229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления сердечника ферритовой магнитной головки | 1978 |
|
SU718852A1 |
| Способ изготовления ферритовых магнитных головок | 1976 |
|
SU574756A1 |
| КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА ПОСТОЯННОГО ТОКА | 2013 |
|
RU2551674C1 |
| Блок магнитных головок | 1990 |
|
SU1714669A1 |
| Блок магнитных головок | 1990 |
|
SU1758672A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718856A1 |