(54) УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| Устройство для гофрирования труб | 1972 |
|
SU441069A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2011 |
|
RU2468878C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2013 |
|
RU2537636C1 |
| УСТРОЙСТВО СЕЛЕКТИВНОГО ЗАКАНЧИВАНИЯ СКВАЖИНЫ | 2010 |
|
RU2435932C1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| УСТРОЙСТВО КОНТРОЛЯ НАЛИЧИЯ ПЛАМЕНИ ГОРЕЛКИ | 2000 |
|
RU2193734C2 |
| Силовой термочувствительный элемент | 1982 |
|
SU1100423A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ В УСТРОЙСТВЕ | 2022 |
|
RU2792249C1 |
Изобретение относится к обработке металлов давлением, а точнее к устройствам для кольцевого гофрирования труб, и может быть использовано в различных отраслях машиностроения. I Известно устройство для гофрирования труб эНастйчным пуансоном, содержащее станину с установленным на ней с возможностью вертикального перемещения силовым цилиндром для формоЬбразования Гсфров и подачи трубы на шаг, в котором крышка цилиндра установлена на станине неподвижно, а цилиндр поджимается ккры шке пружиной l| Это устройство характеризуется сложностью конструкции: пониженным КПД и необходимостью обеспечения зна чвтельных осевых усилий для деформации эластичного пуансона в радиальном направлении. Наиболее близким решением к изобретению является устройство для гофрирования труб, содержащее разъемную матрацу . и пуансон, выполненный в виде эластичного блока с размещенной в его централь- НОМ отверстии оправкой, при этом эластвч ный блок ограничен с торцов шайбами, соединенными тросиками {2. Однако это устройство также требует значительных силовых воздействий для протягивания оправки, что связано с ее износом. Целью изобретенияявляется повышение срока службы устройства.. Эта цель достигается тем, что устройство снабжено нагревателем, размещенным в вьшолненном в оправке центральное отверстии, оправка выполнена с торцовыми кольцевыми буртамЕ(, между которыми раз- мещен эластичный блок, и изготовлена вз термс вствительного материала, обладакцщего свойствами памяти формы , например из никёйНДй титана. Такое техническое решение обеспечивает .при незначительном нагреве оправки необходимую деформацию ее и эластичного блока с получением .значительных радиа льных усилий и перемещений, необходимых для гофрообразования.
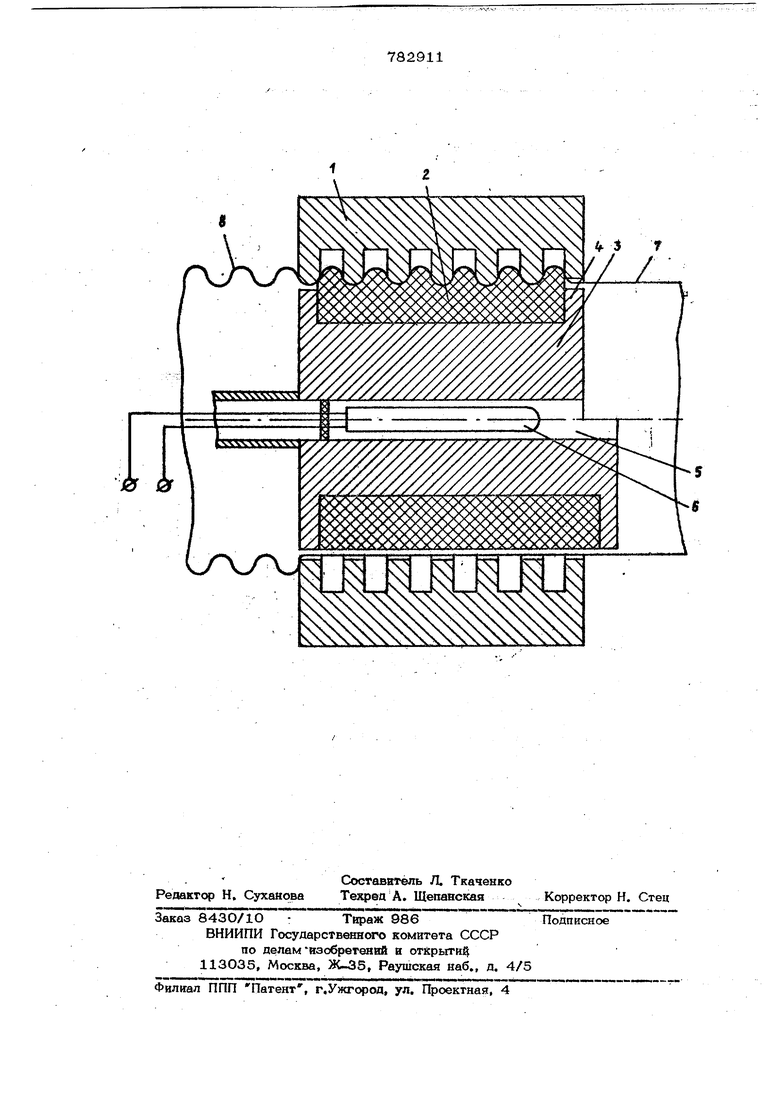
На чертеже изображено устройство для о4рирования труб в разрезе (ниже горионтальной оси изображено нерабочее поожение устройства, выше горизонтальной оси - рабочее положение устройства в.
процессе гофрообразования),
Устройство для гофрирования труб содержит разъемную матрицу 1 и пуансон, вьтолненный в виде ограниченного с торцов эластичного блока 2 с размешенной ю в его центральном отверстии оправкой 3.
Оправка 3 выполнена с кольцевыми буртами 4 на торцах, имеет центральное отверстие 5, в котором размещен электронагреватель 6. Этастичньй блок 2 вьтол- , нен, например, из резины или уретанового каучука.
Оправка 3 изготовлена из термочувствительного материала, обладающёзго свойствами памяти формы , например из спла- , ва никелида титана (54-56% никеля, остальное - титан). Температура срабатывания сплава темпеоаТура сясончательного возврата формы 7О С; генер1фуемое напряжения при возврате формы в срабаты-., вании 30-6О кгс/мм , степень деформации 10-22%; количество циклов срабатывание-возврат при терм щвклированвв более 10./
Оправку 3 изготавливают сначала укорочен ной формы и отжигают в. закрытом штампе прв температуре 5ОО С в течение 1ч для стабвлвза ции многократности и обратимоств эффекта аа мятифс мы при терм(Я1Вклврованвв.После охлаждения до 4Cfc укс оченная форма преофазоч вывается в удлиненную путем, пластвческой деформации обжимом.
Изготовленная 7аквм образом справка 3 пре нагреве до темйературы «фабатьюания (выше 7О С) првнвмает укарбч аую форму, восстанавливаемую до первовачаль ной удлиненной; ф(фмы прв оклажденвв до температуры возврата (ввже 4СРс).
Устройство для гофрврсяэанва груб работает следуюпшм образом.
Обрабатываемую трубу вкладывают в разъемную матрицу 1 в 1утрь трубы уотанавлввают пуансси.
При включении электроиагревателя 16 оправка 3 нагревается до температзфы
срабатьтания (выше 70°С) и изменяется приобретая, укороченную форму, что вызывает сжатие эластичного блсжа 2 с торцов и расширение его в сторону матрицы 1. При этом генерируются напряжения, приводяшие к образованию гофров 8. Пооле охлаждения до температуры возврата (ниже ) при выключенном электронагревателе б восстанавливается первоначальная удлиненная форма - оправки 3. Обрабатьюаемая труба 7 перемешается. по отношению к матрице 1 на шаг и цикл обработки ее повторяется. Так продолжаемся до получения полностью гофрированной трубы - готового изделия.
Использование изобретения позволит полностью, исключить протягивающее справку внешнее силовое воздействие, что повлечет существенное упрощение коиструкции устройств для гофрирования труб, повысит надежность и долговечность этих устройств, а также повысит производительность оборудования для изготовления теплообменных аппаратов и даст значительный эксжомический эффект в народном хозяйстве.
Фор. мула изобретений
Устройство для гофрирования труб, со держаШее разъемную матршу в пуансон, выполненный в виде ограниченного с торцов эласт{П1ного блока с размещенной в его центральном отверстии оправксА, о тлвчающееся тем, что, с целью пбвьоиенвя срока службы, оно снабжено нагревателем, размещенным в выполненном в оправке центральном отверстии, оправка выполнена с торцовыми кольцевъшв буртамв, между которыми размещен эластичный блок, в взготовлена из термочувствительного матервала, облада|оше о свойствами памяти , напрвмер нвкелнда твтана.
Источнвкв внформаовв,;/
принятые вЬ внимание прв экспертвзе 1. Авторское сввдетёльство СССР N 440184, кл. В 21 Р 15/06, 1974. ; 2. Авторское свидетельство СССР. NO 441069, кл. В 21 Р 15/06, 1974.
