Изобретение относится к области обработки металлов давлением, а именно к производству профильных труб.
Известно устройство для гофрирования обечаек по патенту РФ 2121406 С1, описывающее решение, позволяющее профилировать гофрированные трубы на давильно-обкатных станках. Устройство осуществляет профилирование при помощи торообразных роликов на разъемной оправке с волнистым наружным профилем.
Недостатком устройства является относительно низкая скорость профилирования (т.к. каждая из гофр профиля формуется за один оборот устройства), кроме того, получение некоторых видов профиля, например прерывистого, является затруднительным, а регулировка глубины профилирования требует замены оправки.
Известно также устройство для формования радиально-гофрированных труб сильфонного типа, приведенное в патенте РФ 2176941 С2 от 20.12.2001. Устройство содержит разъемную по оси матрицу, на внутренней поверхности которой выполнены выступы и впадины, повторяющие профиль сильфона, и пуансон, в боковых поверхностях которого выполнены кольцевые пазы с эластичными формующими элементами, расположенными в них и связанными радиальными и осевым каналами с источником давления. При этом количество эластичных формующих элементов равно количеству впадин на матрице.
Недостатками устройства является наличие упругих элементов, имеющих малую стойкость и прочность, что ограничивает применимость устройства получением труб с гофрами небольшой высоты и плавного профиля. Кроме того, низкая прочность упругих элементов из резины приводит к повышенной стоимости профилирования из-за необходимости относительно частой замены упругих элементов, имеющих сложную конфигурацию. Получение труб большой протяженности затруднительно или невозможно.
В качестве прототипа принято устройство для гофрирования труб по патенту РФ 2148458 от 17.08.1998, содержащее оправку для установки трубной заготовки и формующий узел, включающий эластичный пуансон, силовой цилиндр для создания рабочего усилия на пуансоне, профильную разъемную матрицу, механизм последовательной подачи трубной заготовки с силовым цилиндром, гидросистему с элементами управления и ряд вспомогательных механизмов.
К недостаткам прототипа относится сложность механизма, имеющего отдельные узлы для получения предварительного и окончательного профиля, что снижает надежность устройства в целом. Кроме того, предварительное профилирование осуществляется упругим элементом при значительных его деформациях, что позволяет предположить его низкую стойкость при многократных операциях профилирования.
Задачей изобретения является создание устройства, имеющего повышенную стойкость профилирующего инструмента, упрощенную конструкцию и несложную настройку на требуемый размер профиля и при этом имеющего возможность получения гофрированных труб и сильфонов из гладких трубных заготовок различных диаметров при обеспечении широкого сортамента готовой продукции.
Задача решается созданием устройства для получения гофрированных труб, содержащего формующий узел, включающий цилиндр для создания рабочего усилия и профилирующий элемент, а также систему подачи давления с элементами управления.
Новым в устройстве является то, что корпус цилиндра выполнен с возможностью установки в трубу и перемещения, при этом профилирующий элемент выполнен в виде металлической мембраны и связанных с ней одним или несколькими профилирующими кольцевыми выступами, причем металлическая мембрана закреплена на корпусе упомянутого цилиндра с возможностью ее изгибания наружу под действием давления для обеспечения поворота упомянутых профилирующих кольцевых выступов и их внедрения изнутри в трубу.
Приведенное техническое решение позволяет получать гофрированные трубы с различной глубиной профиля и формой гофр, прерывистым профилем, канавками переменной глубины, а также с произвольным чередованием гофрированных и гладких участков на трубе. При этом перенастройка устройства на новую глубину профиля производится регулировкой давления в полости цилиндра.
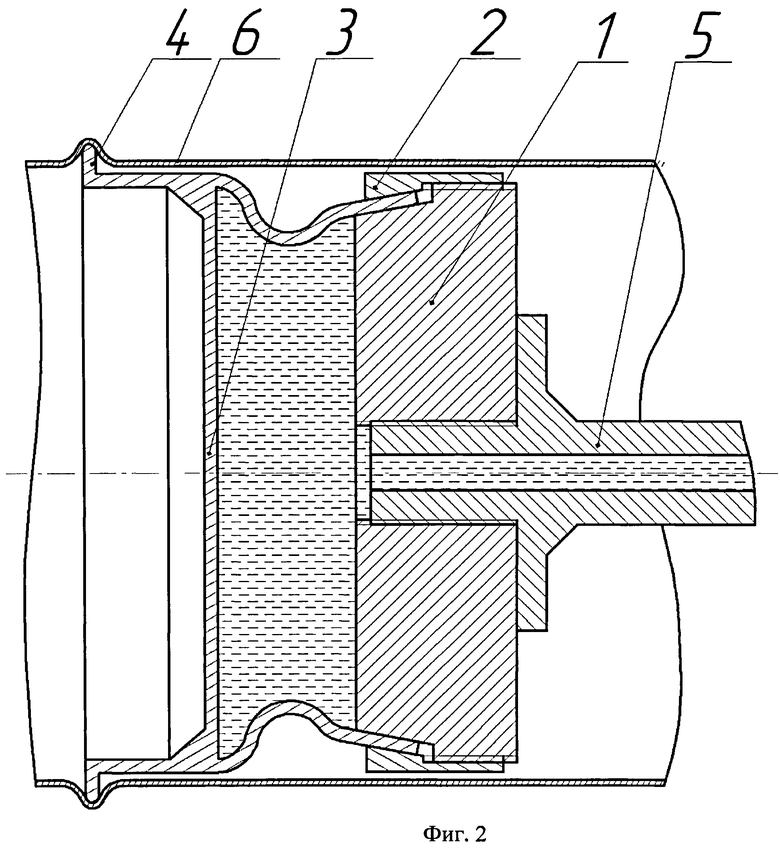
Устройство показано на фиг.1 (исходное состояние - при установке в трубу и перемещении) и фиг.2 (рабочее состояние).
Устройство (фиг.1, 2) содержит корпус цилиндра 1 с фиксирующей гайкой 2, посредством которой на корпусе герметично закреплена (например, посадкой на конус) металлическая мембрана 3 и связанные с ней профилирующие кольцевые выступы 4. Корпус цилиндра крепится к полой штанге 5 для перемещения по профилируемой трубе 6. С целью снижения рабочего давления, и если это допустимо по требованиям к готовой трубе, выступы 4 могут быть выполнены разрезными в виде цанги, что снижает их сопротивление при изгибе металлической мембраны 3.
Устройство для получения гофрированных труб работает следующим образом. При помощи перемещения штанги 5 устройство подается к месту профилирования. После правильного позиционирования устройства в полость цилиндра подается давление жидкости или газа. При этом металлическая мембрана 3 под действием давления изгибается наружу, а связанные с ней профилирующие выступы 4 поворачиваются и внедряются в профилируемую трубу 6 изнутри, образуя кольцевой выступ на ее стенке. Регулируя величину давления в цилиндре, возможно управлять глубиной профилирования, а сменой профилирующего узла (мембраны 3 с выступом 4) - форму готовой трубы. После завершения профилирования одного профильного элемента давление в полости цилиндра снижают и перемещают устройство на штанге 5 в новое положение, после чего процесс повторяется. Профилирование может осуществляться как в низкоскоростном (подача давления - снятие давления - перемещение и т.д.), так и в высокоскоростном режиме (пульсирующее давление в цилиндре и синхронизированное с пульсациями перемещение устройства относительно трубы, например, при помощи шаговых приводов). Кроме того, при профилировании коротких участков может использоваться способ профилирования трубы предлагаемым устройством с применением наружной разъемной матрицы.
В отличие от устройств, включающих профилирование роликом, имеется возможность получения прерывистого профиля, профиля со сложным рисунком. Кроме того, от устройств с применением упругих элементов предлагаемую конструкцию выгодно отличает повышенная стойкость профилирующего элемента, а также возможность получения профиля с резкими очертаниями. Положительным отличием от устройств, обеспечивающих профилирование на оправке или в матрице, является возможность получения гофрированных труб и сильфонов большой протяженности, ограниченной лишь длиной полой штанги.
В целом преимуществами предложенного устройства являются высокая универсальность по форме получаемых выступов, их глубине, протяженности трубы, применяемым материалам трубы, достаточная производительность устройства при использовании высокоскоростных приводов перемещения и устройств для подачи давления, возможность получения на трубе произвольно чередующихся профильных и непрофилированных участков, что может быть важно при использовании продукции в качестве теплообменных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2013 |
|
RU2537636C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБ С ВИНТОВЫМ ПРОФИЛЕМ | 2011 |
|
RU2477664C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| Способ изготовления профильных многогранных труб | 1987 |
|
SU1417952A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| ТРУБОПРОФИЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2481912C2 |
Изобретение относится к области обработки металлов давлением, конкретно - к трубопрофильному производству. Формующий узел содержит цилиндр для создания рабочего усилия и систему подачи давления с элементами управления. Цилиндра выполнен с возможностью установки в трубу и перемещения. При этом профилирующий элемент выполнен в виде металлической мембраны и связанных с ней одним или несколькими профилирующими кольцевыми выступами. Причем металлическая мембрана закреплена на корпусе упомянутого цилиндра с возможностью ее изгибания наружу под действием давления для обеспечения поворота упомянутых профилирующих кольцевых выступов и их внедрения изнутри в трубу. Расширяются технологические возможности. 2 ил.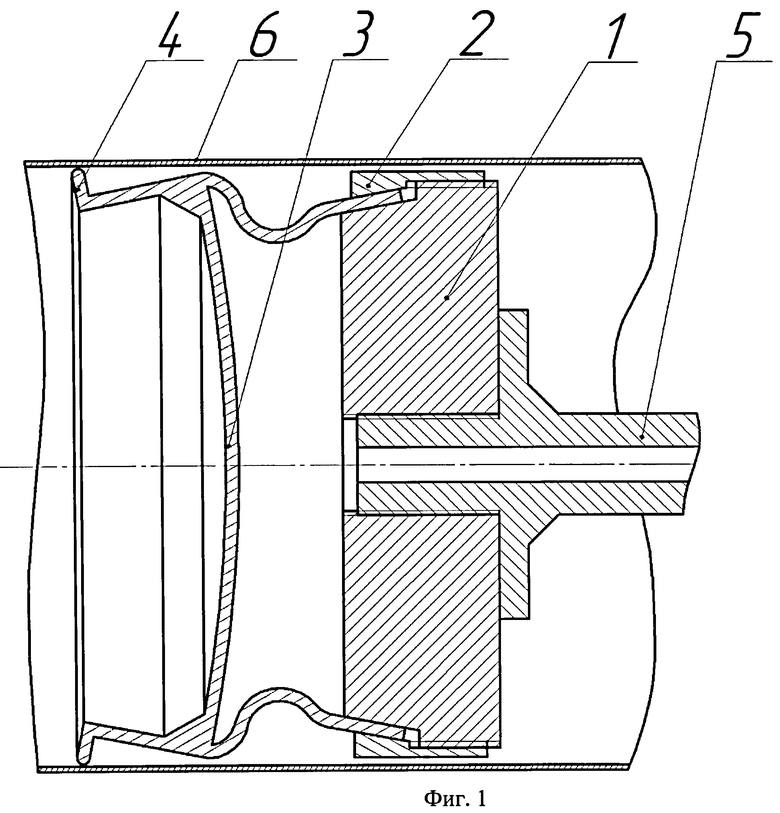
Устройство для получения гофрированных труб, содержащее формующий узел, включающий цилиндр для создания рабочего усилия и профилирующий элемент, а также систему подачи давления с элементами управления, отличающееся тем, что корпус цилиндра выполнен с возможностью установки в трубу и перемещения, при этом профилирующий элемент выполнен в виде металлической мембраны и связанных с ней одним или несколькими профилирующими кольцевыми выступами, причем металлическая мембрана закреплена на корпусе упомянутого цилиндра с возможностью ее изгибания наружу под действием давления для обеспечения поворота упомянутых профилирующих кольцевых выступов и их внедрения изнутри в трубу.
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Устройство для гофрирования труб | 1985 |
|
SU1274805A1 |
| US 3595047 A1, 27.07.1971 | |||
| EP 1199116 A3, 24.04.2002. | |||

