(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДЕФОСФОРАЦИИ МЕТАЛЛОВ ПРИ ПЮДУВКЕ ПОРОШКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства стали | 1976 |
|
SU658173A1 |
| Механизированная поточная линия для продувки жидкой стали порошкообразными материалами | 1976 |
|
SU722954A1 |
| Порошкообразная смесь для дефосфорации жидкой стали | 1978 |
|
SU779407A1 |
| Способ рафинирования сплавов на основе алюминия | 1981 |
|
SU1118703A1 |
| Способ непрерывной переработки фосфористого чугуна | 1983 |
|
SU1105511A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 2000 |
|
RU2192482C2 |
| СПОСОБ ПРЯМОГО ПРОИЗВОДСТВА СТАЛИ ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2346056C2 |
| Порошкообразная смесь для дегазацииСТАли | 1979 |
|
SU836128A1 |
| Способ получения легированных сталей | 1977 |
|
SU648118A3 |
| Способ производства стали | 1977 |
|
SU692862A1 |
1
Изобретение отнооггся к области металлургаи и может быть использовано для рафиниро вания жидкого металла при вьтлавке стали, чугуна и сплавов.
Известен Ьпособ в котором скорость кислорода перед устройством, эяйктируюЕцим твердые частицы рафинирующего порошкообразиото вещества, поддерживают постоянной. Существующие зжекгйрующие. устройства установлены в иихсней части расходных емкостей (иаприк«ер пневмонасосов) через которые осуществляют подачу порошкообразных смесей в ванну жид кото металла плавильных печей. По мере расходования порощкообразных материалов, напор перед зжектирующим устройством уменьшается, поддержание постоянной скорости газа-носителя не обеспечивает точной и равномерной подачи рафинирующих порощкообразных материалов в ванну жидкого металла (1 . При зтом способе скорость подачи порощкообразных веществ умеиьщается во время и не может быть увязана с изменением температуры металла.
Известен способ заключающийся в том, что рифферентдаруют сигнал массы порощкообразного вещества в расходной емкости и сравнивают полученную производную с сигналом заданного расхода поротлкообразного вещества из расходной емкости. По результатам сравнения изменяют давлением инертного газа, вытесняющего транспортируемое порошкообразное вещество из расходной емкости в основной поток сжатого газа-носите ля, так чтобы подцернаюать заданную производную массу порошкообразного вещества по времени постоянной (же вне зависимости последней от состояния рафинируемого металла). Дифференцирование медленно изменяющихся величин, таких как в данном случае масса порошкообразного вещества в емкости, представляет довольно
15 трудную техническую задачу, требует применения сложных приборов, измеряющих убыль массы порошкообразного вещества в расходной емкости /за прощедщие диосретные интервалы времениШ Главный недостаток этого способа заключается
20 в том, что измерение расхода порошкообразных материалов не является непрерьганым, результат измерения систематически запаздьтает по времени, не обеспечивается равномерная
и точная подача рафинирующих порошкообразных материалов и не корректируется величина подачи последних сообразно изменяющейся температуре металла. Неточная и нерайномерная подача порошкообразных материалов в ванну жидкого металла по технологии рафинирования жидкого металла не допускается, так как эти факторы крайне отрицательно действуют на результаты удаления фосфора из металла. Поэтому этот способ не может быть использован при рафинировании металла порошкообразными материалами.
Целью изобретения является улучшение качества, работоспособности и надежности металлических конструкций и снижение себестоимости готовой продукции. . Указанная цель достигается тем, что в процессе продувки жидкого металла порошкообразными материалами непрерьшно и мгновенно измеряют температуру металла и величину постепенно убьшаювдей из пневмонасоса массы Порошкообразных материалов и сравнивают измеренную величину массы с заданной на каждый момент времени, причем при рассогласовании измеренной и заданной величин массы мгновенно регулируют расход кислорода на эжекцию порошкообразных материалов из пневмонасоса в ванну жидкого металла, величину заданной массы порошкообразных материалов в гГневмонасосе на каждый момент времени устанавливают в зависимости от температуры рафинируемого металла, а имеющийся избыток кислорода вводят непосредственно в металл в обход пневмонасоса.
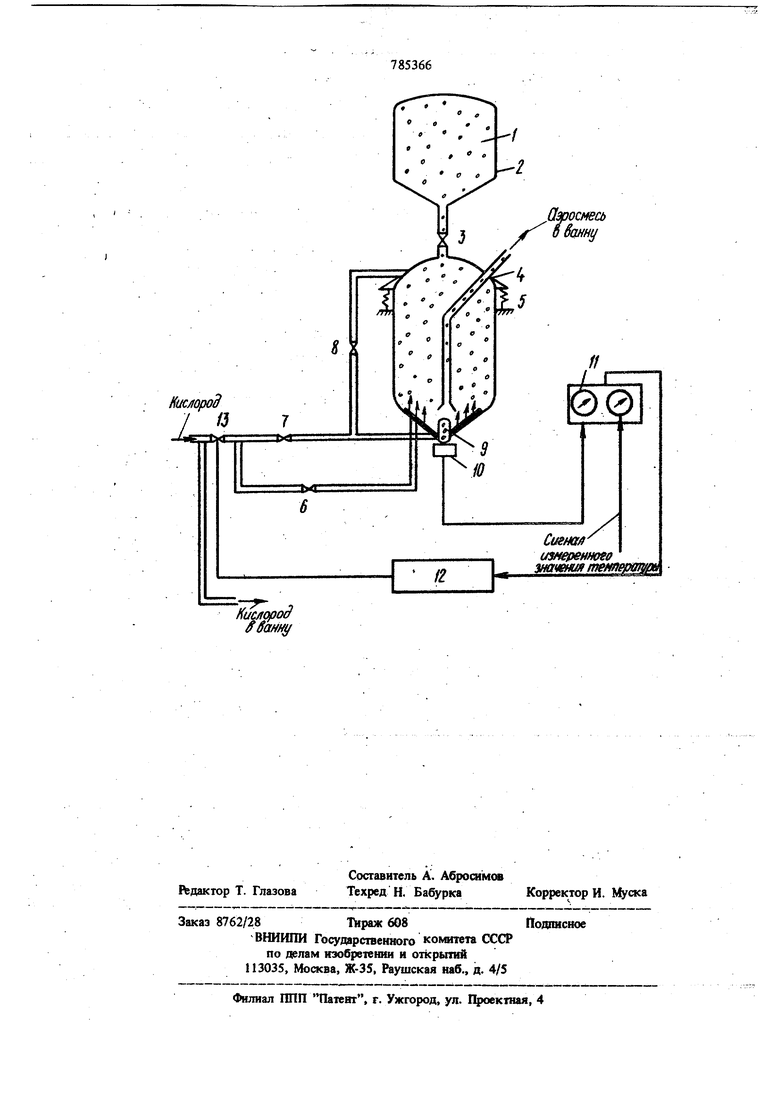
На чертеяф изображена схема реализации способа управления процессом дефосфорации металла в металлургических печах..
Рафинирующие порошкообразные материалы 1 из расходного бункера 2 через затвор 3 за гружаиот в пневмонасЬс 4, который устанавливают на лружинах 5. После этого затвором 3 закрьшают и открывают клапаны 6-8 для подачи кислорода к аэрирующему устройству, эжектору 9 и в верхнюю полость пневмонасоса. Под действием энергии давления кислорода порошкообразные материалы приводят во взвешанное состояние и через эжектор 9 подают через трубопровод аэросмесь рафинирующих порошкообразных материалов в ванну жидкого металла. С помощью датчика 10 непрерывно измеряют массу М порошкообразных материалов в пневмокамерном насосе.
Сигнал измеренной массы порошкообразного материала передают на вторичный прибор И с помощью программного задатчика устанавливают заданное значение массы того же вещества на каждый момент времени. Элементом сравнения выявляют рассогласование фактической и заданной масс порошкообразного вещества в
пневмонасосе.,
При обнаружении такого рассогласования регулятором 12 изменяют степень открытия клапана 13 на линии питания пневмонасоса, изменяют расход кислорода на эжекцию,
в результате фактическая и заданная массы М приводятся в соответствие друг другу.
Величину заданной массы порошкообразного материала в пневмонасосе, устанавливают в зависимости от результата измерения температуры
металла.
Изменяющийся избыток кислорода, сверх используемого на транспортировашсе рафинирующего вещества, вводят непосредственно в ванну печи. Общий расход кислорода может поддерживаться постоянным.
Такое решение позволяет автоматически изменять скорость ввода рафинирующих материалов в ванну в зависимости от температурного состояния последней.
Если, например, после расплавления металл оказался еще холодным, расход рафинирующих материалов в ванну уменьшают за счет меньшей доли общего потока кислорода, проходящего через пневмонасос. Вместе с тем непосредственНЬ1Й ввод кислорода в ванну форсирует ее нагрев, после чего скорость ввода в нее рафишруюших порошкообразных материалов при данном способе автоматически возрастает.
Технико-экономическая эффективность заявляемого изобретения заключается в том, что с помощью простых технологических приемов обеспечивается высокая точность и. равномерная подача рафинирующего порошкообразного материала при продувке жидаого металла. Равномерная .и точная подачапорошкообразных материалов способствует получению стали, с ультранизким содержанием фосфора (Р 0,005%) и снижению содержания газов и неметаллических включений (в 2-2,5 раза).
Формула изобретения
Способ управления процессом дефосфорации металлов при продувке порошками, включающий измерение веса порошкообразных материалов в расходной емкости и изменения расхода транспортирующего газа, отличающийс я тем, что, с целью улучшения качества металла, дополнительно измеряют температуру рафинируемого металла и изменяют расход транспортирующего газа в зависимости от разности текущего и заданного веса материала в расходной емкости с коррекцией по текущей температуре рафинируемого металла.
Источники информащии,
принятые во внимание при экспертизе
Кислород
L
Кисл(у)о9 ffSoHM/
Ожосмесь j оёанну
1ЙГ
iO
СигивА
usf psHweff энач&лп iTffiMeptnspii
i2
