Известны приспособления для холодного гнутья стальных труб больших диаметров, состоящие из двух связанных между собой металлических каркасов, выполненных в виде равнобедренных треугольников, противоположные вершины оснований которых захватывают концы изгибаемой трубы, а смежные вершины оснований создают опору изгиба, осуш,ествляемого принудительным сближением противоположных основаниям вершин треугольников.
В описываемом изобретении отличительной особенностью является применение сменных вставок, обеспечивающих гнутье труб разных диаметров на разные радиусы изгиба.
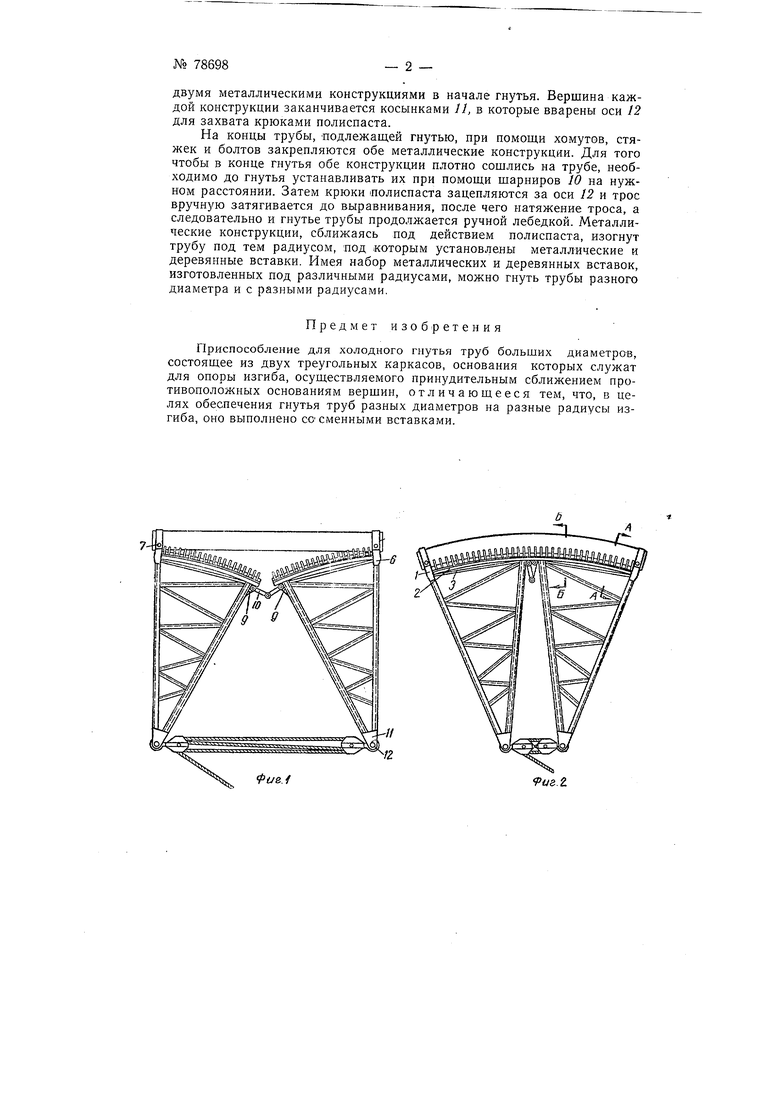
На фиг. 1 и 2 изображено приспособление в положении начала и конца гнутья труб; на фиг. 3 - разрез по А-А, на фиг. 2 и на фиг. 4- разрез ПО Б-Б на фиг. 2.
Приспособление состоит из двух одинаковых металлических конструкций, имеющих форму равнобедренных треугольников, основания которых сделаны из швеллера, изогнутого полками наружу. Для жесткости к основаниям 1 приварено угловое железо 2. Вся конструкция стянута круглым железом 5. В изогнутый швеллер устанавливаются сменные вставки 4 из листовой стали, а между ними вставляются сменные вставки 5 из дерева. Сменные стальные вставки 4 на одной стороне имеют вырезы, соответствующие профилю оснований /, а на другой стороне - вырезы, соответствующие нарулсному диаметру подлежащей гнутью трубы.
На одном конце оснований металлических конструкций привариваются стяжки 6, соединяющиеся болтами 7 с хомутами 8 для крепления труб, а на другом конце в приваренных косынках 9 закрепляется шарнир 10; при помощи последнего устанавливается расстояние между
двумя металлическими конструкциями в начале гнутья. Вершина каждой конструкции заканчивается косынками И, в которые вварены оси 12 для захвата крюками полиспаста.
На концы трубы, подлежащей гнутью, при помощи хомутов, стяжек и болтов закрепляются обе металлические конструкции. Для того чтобы в конце гнутья обе конструкции плотно сошлись на трубе, необходимо до гнутья устанавливать их при помощи щарниров 10 на нужном расстоянии. Затем крюки лолиспаста зацепляются за оси 12 и трос вручн)ю затягивается до выравнивания, после чего натяжение троса, а следовательно и гнутье трубы продолжается ручной лебедкой. Металлические конструкции, сближаясь под действием полиспаста, изогнут трубу под тем радиусом, под которым установлены металлические и деревянные вставки. Имея набор металлических и деревянных вставок, изготовленных под различными радиусами, можно гнуть трубы разного диаметра и с разными радиусами.
Предмет изобретения
Приспособление для холодного гнутья труб больших диаметров, состоящее из двух треугольных каркасов, основания которых служат для опоры изгиба, осуществляемого принудительным сближением противоположных основаниям вершин, отличающееся тем, что, в целях обеспечения гнутья труб разных диаметров на разные радиусы изгиба, оно выполнено сосменными вставками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 1995 |
|
RU2099484C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ И ЗАЩИТЫ УГЛОВЫХ КРОМОК (ВАРИАНТЫ) | 2011 |
|
RU2471048C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШТУЧНЫХ ГРУЗОВ НА ТРАНСПОРТНОМ СРЕДСТВЕ | 2014 |
|
RU2548654C1 |
| Способ изготовления металлических бескаркасных, самонесущих, разборных металлических конструкций с крышей | 2023 |
|
RU2817778C1 |
| Способ изготовления металлической коробки | 1983 |
|
SU1493759A1 |
| УЗЕЛ КРЕПЛЕНИЯ ОПТИЧЕСКОГО КАБЕЛЯ НАТЯЖНОЙ | 2014 |
|
RU2560093C1 |
| Решетчатый строительный элемент | 2022 |
|
RU2794709C1 |
| Металлодеревянная балка | 2022 |
|
RU2788183C1 |
| АКТИВНЫЙ МОДУЛЬ СПИНЫ ЭКЗОСКЕЛЕТА | 2023 |
|
RU2825044C1 |
| Способ изготовления металлодеревянной балки | 2022 |
|
RU2794006C1 |

tu&.l
