Изобретение относится к строительству и может быть использовано при возведении пространственных конструкций купольного типа гражданского, промышленного и сельскохозяйственного назначения.
Наиболее близким аналогом к заявленному изобретению является способ изготовления строительного элемента, при котором листовой материал вставляют в кольцевые канавки вспомогательного и ведущего роликов и с помощью свободно сидящего ролика с кольцевой канавкой прижимают к ведущему ролику и изгибают в направлении ребра (см. Мошнин Е.Н. Гибка и правка на ротационных машинах. М. Машиностроение, 1967г. с. 144 147).
В известном решении не обеспечивается укрупненная сборка строительных элементов.
Задачей настоящего изобретения является снижение трудозатрат и сокращение времени сборки на возведение пространственных сооружений.
Поставленная задача решается следующим образом.
В способе изготовления строительного элемента, при котором листовой материал вставляют в кольцевые канавки вспомогательного и ведущего роликов и с помощью свободно сидящего ролика с кольцевой канавкой прижимают к ведущему ролику и изгибают в направлении ребра, в качестве листового материала использую пакет лент, который при вращении ведущего ролика проходит под диском маятниковой пилы и попадает на разметочный стол, где его размечают и отрезают в размер, затем снимают с разметочного стола и гнут каждую ленту по разметке в приспособлении для гиба треугольников, получая соответствующие треугольники, и в порядке очередности вставляют их в кондуктор, где места прикосновений вершин малых треугольников с серединами сторон вдвое больших треугольников закрепляют электросваркой, в образовавшиеся ячейки вставляют по такому же принципу вдвое меньшие треугольники и закрепляют электросваркой, образовавшийся равнобедренный с короткой стороной и ячейками строительный элемент ставят в накопитель и окрашивают краскораспылителем, сушат, затем транспортируют к месту сборки, где в штангу монтажной стойки вставляют центральный фиксатор, штангу выдвигают на расчетную высоту, вершины строительных элементов сажают на шпильки фиксатора, с помощью второго фланца и гаек строительные элементы закрепляют в фиксаторе, боковые стороны строительных элементов скрепляют узловыми фиксаторами, после чего штангу задвигают в ствол монтажной стойки, а конструкцию оставляют на заранее приготовленных опорах, после чего монтажная стойка убирается.
На фиг. 1 изображена схематично технологическая линия по производству строительных элементом;
на фиг. 2 приспособление для гибки пакета лент (вид сверху);
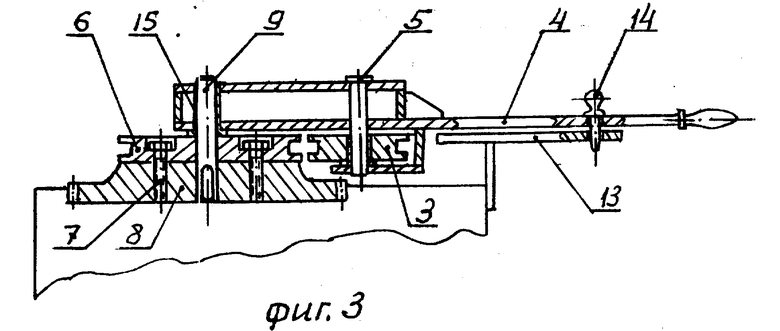
на фиг. 3 разрез приспособления по осям 9-5-14;
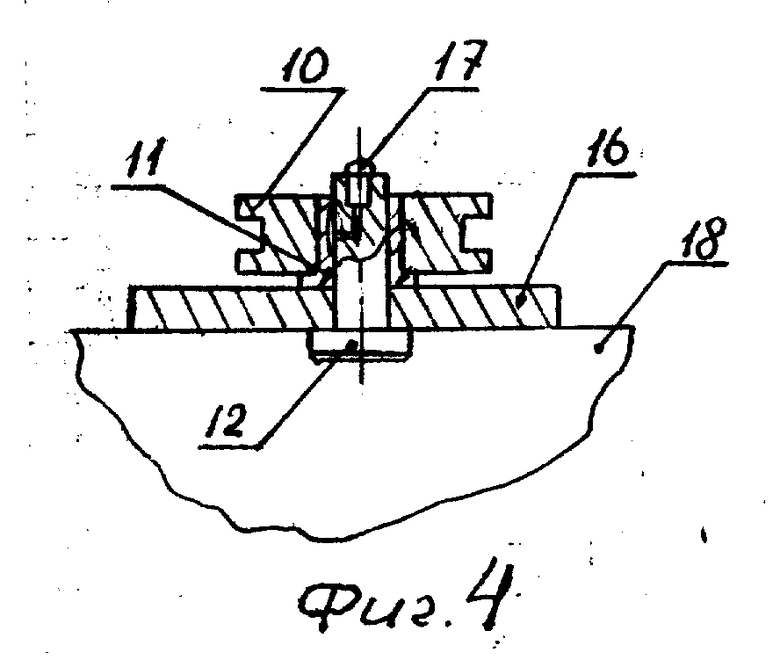
на фиг. 4 сечение вспомогательного ролика;
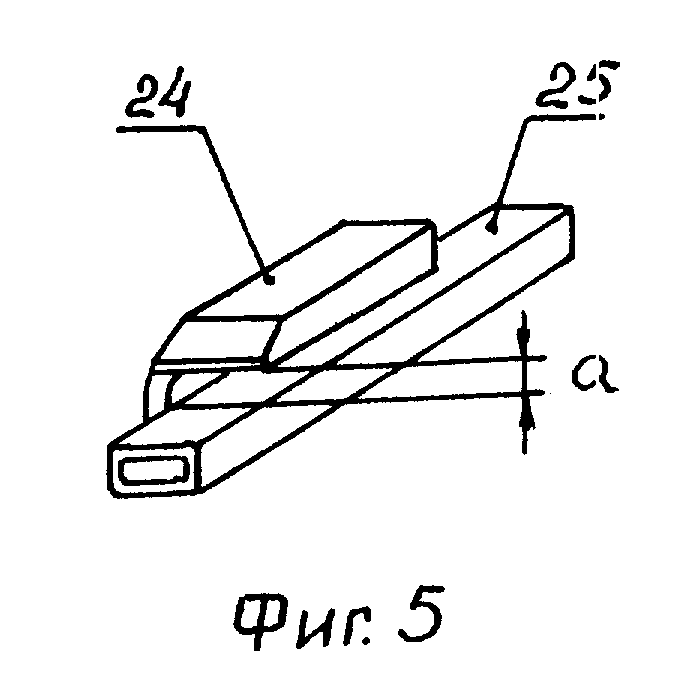
на фиг. 5 приспособление для изготовления треугольников;
на фиг. 6 соединение большого треугольника ABC с треугольникм в два раза меньшим DEK;
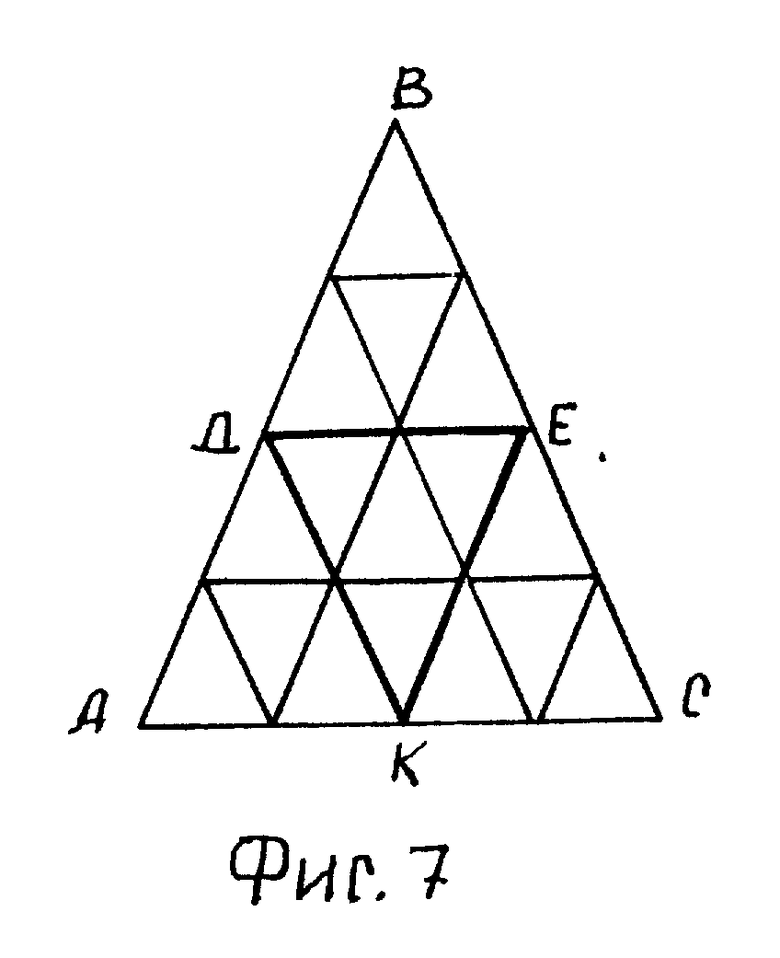
на фиг. 7 результат, полученный от присоединения четырех более мелких треугольников;
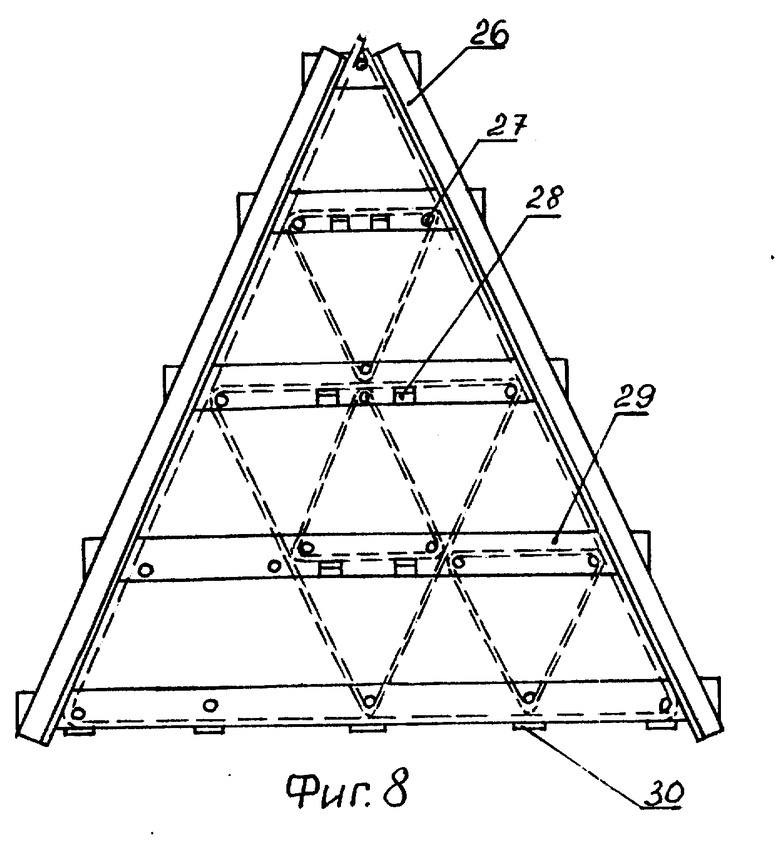
на фиг. 8 кондуктор и порядок соединения треугольников;
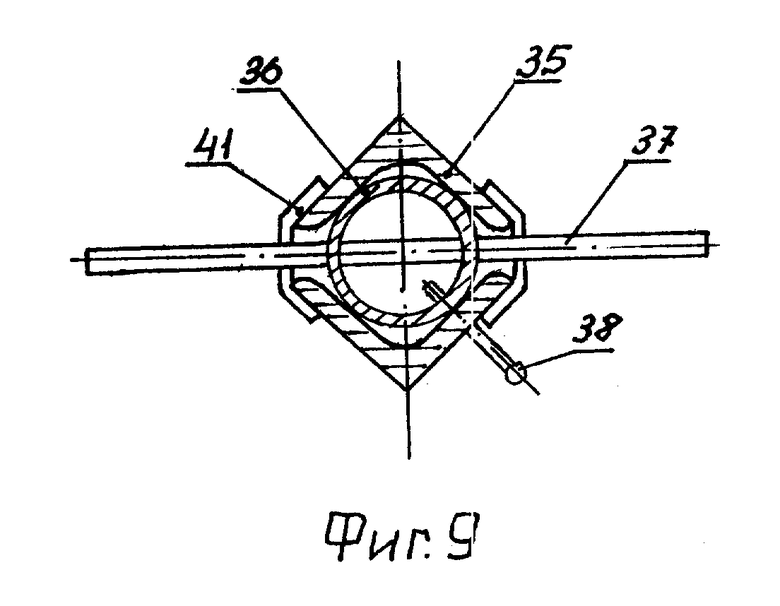
на фиг. 9 разрез монтажной стойки по A-A;
на фиг. 10 центральный фиксатор и сечение его по B-B;
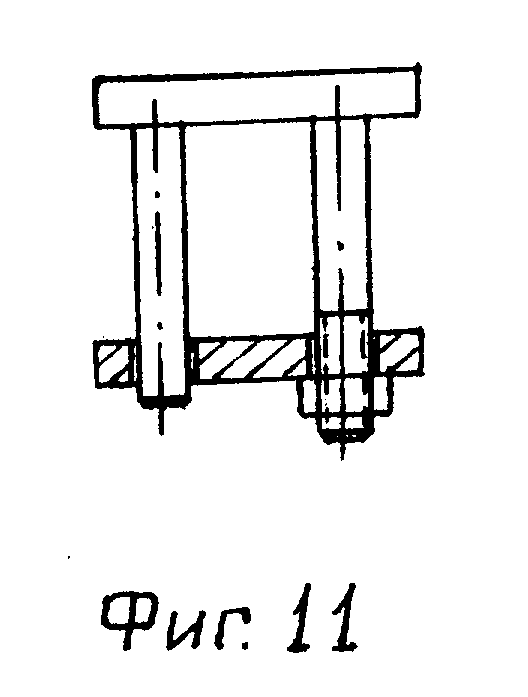
на фиг. 11 узловой фиксатор;
на фиг. 12 стержневой хомутик.
Лента с катушек 1 формируется в пакет и подается на приспособление 2. Приспособление состоит из ролика 3 с кольцевой канавки, находящегося в полости рычага 4 и свободно сидящего на полуоси 5, ведущего ролика 6 с кольцевой канавкой, скрепленного болтами 7 с ведущей шестерней 8, вспомогательного ролика 10 с кольцевой канавкой и запрессованной в нем втулкой 11, сидящего свободно на полуоси 12, имеющей пресмасленку 17, закрепленной на перекладине 16, фартука 13 с отверстиями для фиксации рычага 4 штырем 14. Рычаг 4 с запрессованной в нем втулкой 15 свободно сидит на валу 9 трубогиба. Перекладина 16 и фартук 13 прочно скреплены с корпусом трубогиба 18.
Рычаг 4 отводится в крайнее левое положение, и пакет лент вводится в пазы роликов 3-6-10, поворот рычага 4 вправо изгибает пакет вокруг цилиндрического дна паза ведущего ролика 6, и создает необходимую силу трения между пакетом лент и ведущим роликом 6, положение рычага фиксируется штырем 14.
Включив двигатель трубогиба, ведущий ролик 6 начнет вращаться и выталкивать зажатый пакет лент, который, обкатываясь в роликах 3 и 10, будет выходить из пазов роликов 3 и 6 в изогнутом виде по всей длине прокатанного пакета. Радиус гиба подбирается с помощью рычага 4 за счет фиксации его штырем 14 в нужном положении.
Включив двигатель, пакет подается на маятниковую пилу 19, где концы пакета обрезаются, вновь включается двигатель, пакет лент поступает на разметочный стол 20, который представляет из себя уголок гнутый радиусом заданной поверхности, опертый на стойки 21, длина уголка равна длине периметра равнобедренного треугольника. На горизонтальной полке уголка нанесены метки отрезков относящихся к изготовляемому равнобедренному треугольнику, когда торец пакета дойдет до концевой метки, двигатель отключается. Пакет лент размечается по внутренним ребрам согласно нанесенным на уголке 20 меткам, и отрезается в размер маятниковой пилой, после чего пакет подается на приспособление 22, в котором из размеченных лент изготовляют равнобедренные с короткой стороной треугольники.
Приспособление состоит из уголка 24 с фаской по торцу в 45o и прямоугольной трубы 25, соединенные между собой сваркой так, чтобы зазор "а" между ними был равен толщине ленты.
На слесарном столе крепят два таких приспособления на расстоянии 1 м друг от друга, у одного фаска слева у другого -справа. Лента закладывается в зазоры обоих приспособлений и гнется одна сторона, затем сделав передвижку ленты до метки, гнется другая сторона треугольника. Таким образом изготовляют весь комплект треугольников, входящих в строительный элемент. Далее комплект треугольников подается к кондуктору 23, в котором осуществляется сборка строительного элемента.
Кондуктор состоит из двух боковых сторон 26, шпилек 27, упоров 28 из короткого уголка, перекладин 29 и ограничительных пластин 30. Боковые стороны 26 и перекладины 29 выполняются из уголка гнутого радиусом заданной поверхности. Перекладины должны делить стороны 26 на равные отрезки пропорционально числам 2, 4, 8. Устанавливается кондуктор выпуклой стороной вверх на одну опору высотой 1 м, в вершине.
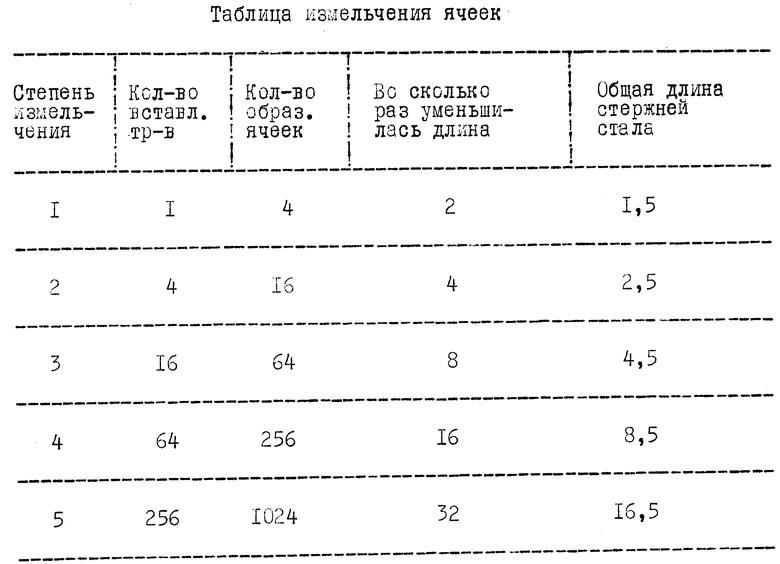
Основной принцип изготовления строительного элемента состоит в соединении большого треугольника с треугольником в два раза меньшим фиг. 6 так, что стороны большого делятся вершинами меньшего пополам, в образовавшиеся четыре ячейки вставляют еще четыре треугольника, но уже в четыре раза меньшие, на фиг. 6 это помечено штриховыми линиями, на фиг. 7 дан окончательный результат соединения, таким способом можно бесконечно наращивать ячейки.
Динамику образования ячеек можно уяснить из таблицы.
В кондуктор 23 вставляется большой равнобедренный треугольник, основание его упирается в пластины 30, вершина одевается на шпильку, затем на шпильки одевается в два раза меньший треугольник его вершины привариваются к серединам сторон большого треугольника и т.п. Такой метод сварки в конструкции дает точное соединение треугольника, и позволяет изготовлять множеством строительных элементов с одинаковыми размерами. На фиг. 8 пунктирными линиями показаны соединяемые треугольники, четко видны места соединений.
Изготовленные строительные элементы ставят в накопитель, состящий из двух параллельно ориентированных швеллеров 32, связанных косыми связями, к которым сзади прикреплена опорная стойка 33 для поддержания пакета стройэлементов в вертикальном положении. В накопителе пакет 31 стройэлементов грунтуется и окрашивается с помощью распылителя, затем складируется, или транспортируется вместе с монтажной телескопической стойкой 34 к месту сборки.
Монтажная телескопическая стойка 34 состоит из двух уголков 35, соединенных друг с другом (сверху и снизу) пластинами 41, внутри уголков размещается трубчатая штанга 36 с рукояткой 37 для подъема штанги, в нужном положении штанга закрепляется штырем 38, к уголкам 35 приварены ступеньки 39 и монтажная площадка 40. Штанга 36 с вставленным в нее центральным фиксатором (фиг. 10) поднимается на расчетную высоту, на шпильки фиксатора сажают вершинами строительные элементы и, надев второй фланец закручивают гайки, боковые стороны строительных элементов скрепляются узловыми фиксаторами (фиг. 11), а единичные парные стержни хомутиками (фиг. 12).
Предлагаемый способ и устройство опробированы в АОЗТ "МОССТАЛЬКОНСТРУКЦИЯ ЛТД" в 1992-1993 г.
Данный способ позволяет в заводских условиях изготовлять строительные элементы и в короткий срок осуществить монтаж пространственной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРООБРАЗНАЯ ПРОСТРАНСТВЕННАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2100539C1 |
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| МОНОБЛОК ДЛЯ КРЕПЛЕНИЯ ПРОВОДОВ И/ИЛИ ОПТИЧЕСКИХ КАБЕЛЕЙ НА СТОЙКЕ ОПОРЫ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ (ВАРИАНТЫ) | 2007 |
|
RU2343612C1 |
| Способ изготовления магнитопровода дросселя балластного устройства | 1985 |
|
SU1343452A1 |
| ПОДЪЕМНИК ДЛЯ ТЯЖЕЛОБОЛЬНЫХ И ИНВАЛИДОВ (ВАРИАНТЫ) И ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДВЕДЕНИЯ СЪЕМНОЙ ПОДВЕСКИ ПОДЪЕМНИКА ПОД ТЯЖЕЛОБОЛЬНОГО ИЛИ ИНВАЛИДА | 2008 |
|
RU2381778C1 |
| Строительный элемент | 1977 |
|
SU702138A1 |
| Тренажер для увеличения роста человека | 2019 |
|
RU2710695C1 |



Изобретение относится к области строительства и может быть использовано при возведении пространственных конструкций купольного типа. Металлическая лента с бабин вставляется в кольцевые пазы роликов, находящихся в приспособлении, при вращении которых происходит обкатка, обжим и изгиб ленты в направлении ребра радиусом, равным радиусу заданной пространственной поверхности, проходя под диском маятниковой пилы, лента поступает на разметочный стол, где ее размечают и отрезают маятниковой пилой в размер, размеченную ленту гнут в приспособлении, получая большие и малые треугольники. Набрав комплект треугольников, входящих в строительный элемент, их вставляют в порядке очередности в кондуктор, где места прикосновений середины сторон больших треугольников с вершинами вдвое меньших треугольников закрепляют электросваркой, образовавшийся строительный элемент снимают с кондуктора и ставят в накопитель, где набранный пакет строительных элементов окрашивается с помощью краскораспылителя, затем транспортируется вместе с монтажной стойкой и фиксаторами к месту сборки, где с помощью монтажной стойки и фиксаторов строительные элементы поднимаются на расчетную высоту и соединяются, образуя заданную пространственную поверхность. 1 табл., 12 ил.
Способ изготовления строительного элемента, при котором листовой материал вставляют в кольцевые канавки вспомогательного и ведущего роликов и с помощью свободно сидящего ролика с кольцевой канавкой прижимают к ведущему ролику и изгибают в направлении ребра, отличающийся тем, что в качестве листового материала используют пакет лент, который при вращении ведущего ролика проходит под диском маятниковой пилы и попадает на разметочный стол, где его размечают и отрезают в размер, затем снимают с разметочного стола и гнут каждую ленту по разметке в приспособлении для гиба треугольников, получая соответствующие треугольники, и в порядке очередности вставляют их в кондуктор, где места прикосновений вершин малых треугольников с серединами сторон вдвое больших треугольников закрепляют электросваркой, в образовавшиеся ячейки вставляют по такому же принципу вдвое меньшие треугольники и закрепляют электросваркой, образовавшийся равнобедренный с короткой стороной и ячейками строительный элемент ставят в накопитель и окрашивают краскораспылителем, сушат, затем транспортируют к месту сборки, где в штангу монтажной стойки вставляют центральный фиксатор, штангу выдвигают на расчетную высоту, вершины строительных элементов сажают на шпильки фиксатора, с помощью второго фланца и гаек строительные элементы закрепляют в фиксаторе, боковые стороны строительных элементов скрепляют узловыми фиксаторами, после чего штанги задвигают в ствол монтажной стойки, а конструкцию оставляют на заранее приготовленных опорах, после чего монтажная стойка убирается.
| Мошнин Е.Н | |||
| Гибка и правка на ротационных машинах | |||
| - М.: Машиностроение, 1967, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
