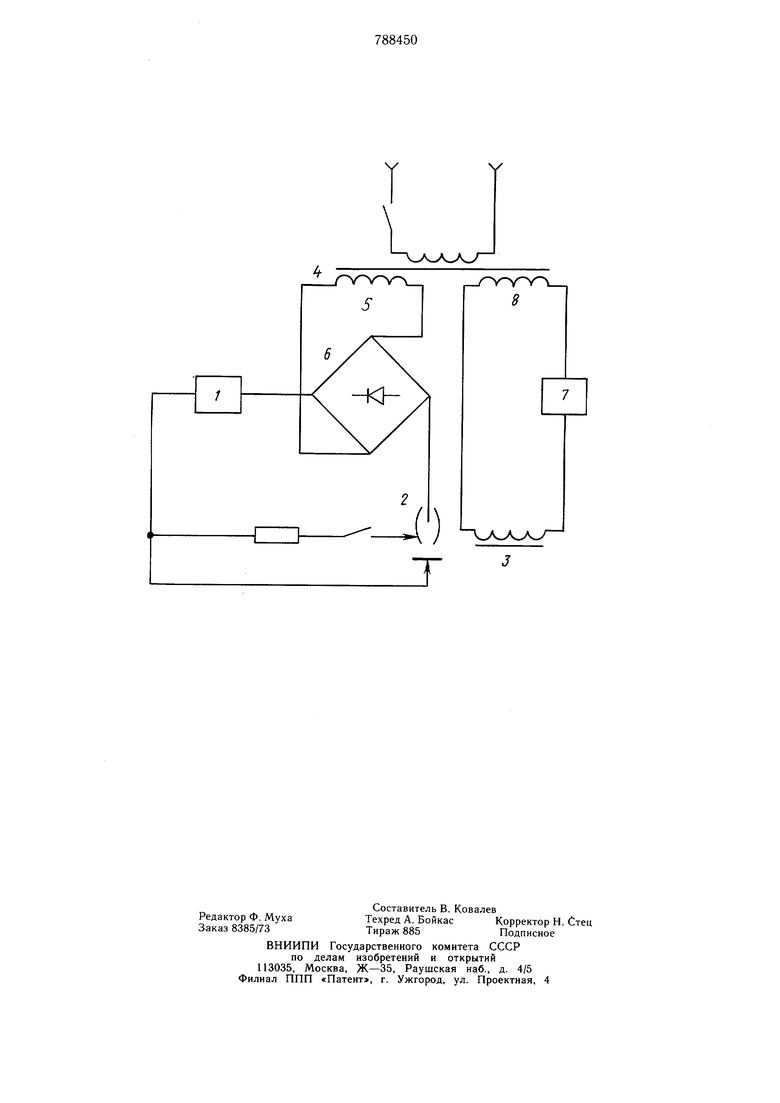
в виде трансформатора 4, первая вторичная обмотка 5 которого подсоединена к выпрямительному мосту 6, включенному последовательно в цепь питания плазменной горелки 2. Питание магнитной отклоняющей системы осуществляется через последовательно включенную фазосдвигающую цепь 7 от второй вторичной обмотки 8 трансформатора. Устройство для предварительного дугового нагрева при черновой обработке труднообрабатываемых материалов резанием работает следующим образом. С помощью осциллятора между катодом и соплом плазменной горелки 2 поджигается электрическая дуга, ток которой ограничивается балластным резистором. Затем струей ионизированного газа замыкается цепь основной электрической дуги, обжигающей вращающуюся деталь, подлежащую обработке. После этого подается питание на первичную обмотку трансформатора 4. На выходе выпрямительного моста 6 возникает пульсирующее напряжение, т.е. оказывается, что в цепь питания электрической дуги последовательно включен модулятор напряжения. Подача питания на первичную обмотку трансформатора 4 вызывает также протекание тока через магнитную отклоняющую систему 3, причем фазосдвигающая цепь 7 обеспечивает опережение по фазе индукции магнитного поля по отнощению к фазе переменного напряжения цепи первой вторичной обмотки. Этот фазовый сдвиг равен отставанию по фазе колебания дуги от индукции магнитного поля. В результате отклонение электрической дуги совпадает с увеличением прикладываемого к ней напряжения. Затем подводится резец с щирокой пластиной из твердосплавного материала, и включается продольная подача суппорта. Плазменная горелка через узел ее крепления связана с суппортом и перемещается вдоль направления обработки с такой же скоростью, что и резец. Использование новых элементов в устройстве для предварительного дугового нагрева (генератора переменного напряжения двухполупериодного выпрямительного моста и фазосдвигающей цепи) выгодно отличает предлагаемое устройство от прототипа, так как расщиряет возможности магнитного управления электрической дугой. Полученное с помощью предлагаемого устройства повыщение устойчивости горения дуги при ее отклонении в магнитном поле позволяет увеличить щирину прогрева и съем металла на 65-80%, повысить коэффициент полезного действия источников питания дуги. Увеличение съема металла сокращает станочное время обработки крупногабаритных деталей с предварительным дуговым подогревом. Повыщение устойчивости горения электрической дуги при ее отклонении и увеличение съема металла до 36 мм не снижают стойкость режущего инструмента. Формула изобретения Плазменно-дуговая установка для термообработки твердых металлов перед резанием, содержащая плазменную горелку, подключенную к источнику питания постоянного тока, и магнитную отклоняющую систему, связанную с источником питания переменного тока, отличающаяся тем, что, с целью повыщения качества термообработки, она снабжена трансформатором с двумя вторичными обмотками, выпрямительным мостом и фазосдвигающей цепочкой, первичная обмотка трансформатора подключена к сети, одна из вторичных обмоток - к входной диагонали выпрямительного моста, выходная диагональ которого включена последовательно между горелкой и источником питания постоянного тока, а указанным источником переменного тока служит другая вторичная обмотка трансформатора, которая соединена с магнитной системой через фазосдвигающую цепочку. Источники информации, принятые во внимание при экспертизе 1.Строщков А. М. и др. Обработка резанием труднообрабатываемых материалов с нагревом, М., «Мащиностроение, 1977, с. 57-61. 2.Харитонов Е. П., Шапиро И. С., Будаков А. А. Магнитное управление плазменной дугой при резке металлов. - «Сварочное производство, 1972, № 12.
ч/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предварительного подогреваиздЕлий элЕКТРичЕСКОй дугОй | 1979 |
|
SU797853A1 |
| Способ предварительного подогрева изделия электрической дугой | 1983 |
|
SU1131614A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
| Источник питания для дуговой сварки | 1991 |
|
SU1834761A3 |
| ПЛАЗМЕННАЯ СИСТЕМА И СПОСОБ ЕЕ РАБОТЫ | 1998 |
|
RU2143963C1 |
| ВЫПРЯМИТЕЛЬ ДЛЯ ДВУХРВЖИ1-4НОЙ СВАРКИ | 1980 |
|
SU825287A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Источник питания сварочной дуги | 1989 |
|
SU1690985A1 |
| Источник питания преимущественно для электроэрозионной и электроэрозионнохимической обработки металлов | 1985 |
|
SU1281352A1 |
| Источник питания для дуговой сварки(ЕгО ВАРиАНТы) | 1978 |
|
SU841833A1 |