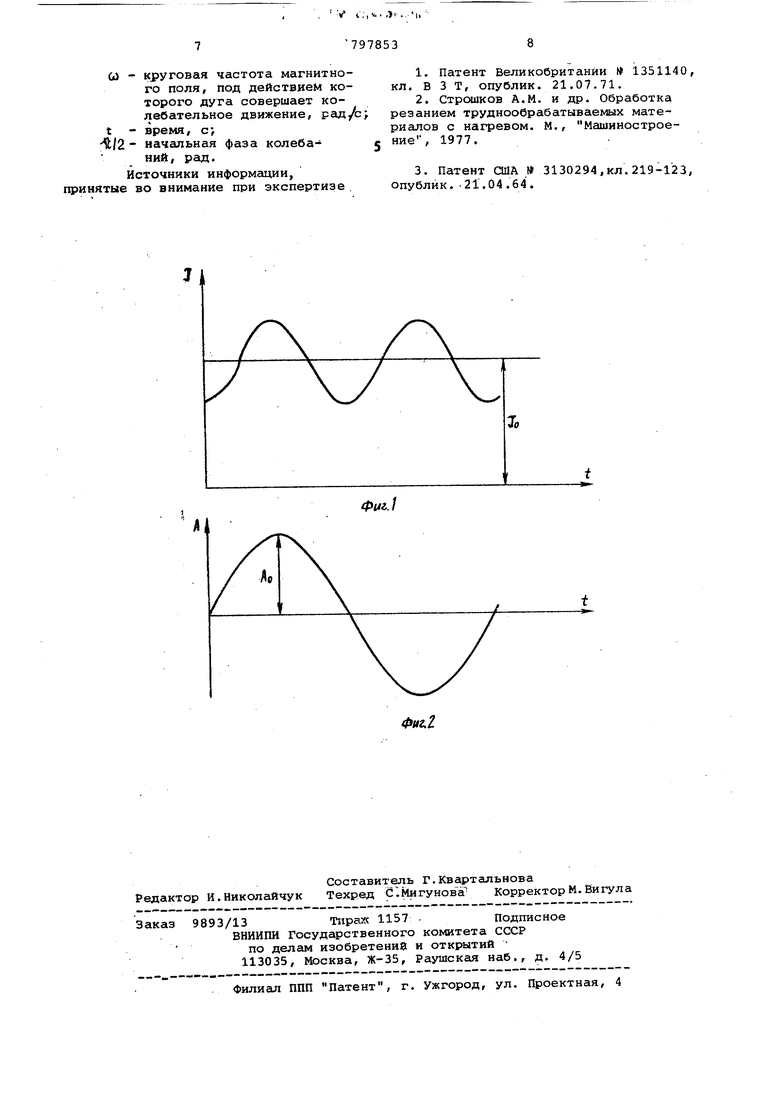
(54) СПОСОБ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА ИЗДЕЛИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ длины дуги и уменьшения угла отклонения практически невозможно. Это обусловлено как резким уменьшением в длинных дугах КПД нагрева обрабаты ваемого материала, так и нестабильностью горения дуги. Цель изобретения - увеличение про изводительности процесса подогрева путем увеличения глубины подогрева и получения равномерного слоя подогретого металла. Это достигается тем, что согласно способу предварительного подогрева изделия.электрической дугой, при котором дугу колеблют переменным маг нитным полем поперек направления об работки, в течение каждого периода колебаний дуги регулируют мощность дуги, изменяя ток дуги в соответствии с закономерностью (OJ5TO,35)-3o-Sin(i,-5ini2cot-|), -.где Зо среднее значение тока дуги, А; Ртах максимальный угол отклоне ния дуги-, Со - круговая частота магнитного поля, под действием котор го дуга совершает колебательное движение, рад./с t - время, с; i/2 - начальная фаза колебаний ,ра Регулировка мощности дуги в про цессе поперечного колебания электри ческой дуги позволяет управлять нагревом для достижения необходимой ширины полосы с равномерным прогрев по глубине. Принципиальное отличие предлагаемого способа регулирования силы тока электрической дуги в зави симости от угла ее отклонения, отсчитываемого от оси плазменной горелки, заключается в том, что в каж дый момент времени учитывается умен шение- КПД нагрева материала, обусловленное изменением теплового воздействия электрической дуги при ее отклонении. Суть решения задачи сос тоит в том, .что удельный тепловой поток в нагреваемом материале необходимо поддерживатьпостоянным неза висимо от угла отклонения электрической дуги относительно оси плазме ной горелки. Это достигается увеличением силы тока, так как его стабилизация не обеспечивает равномерное распределение теплового потока на нагреваемой поверхности при откл нении электрической дуги. Поиск оптимального закона регули рования силы Тока проводится в два этапа. На первом этапе исследуется методом секционированного электрода связь между КПД нагрева материала и углом.отклонения электрической дуги, oтcчитывae /IЫM от оси плазменной горелки. В результате проведенных исследований установлено, что КПД нагрева материала пропорционален квадрату косинуса максимального угла отклонения электрической дуги. На втором этапе поиска оптимального закона регулирования устанавливается связь между частотой отклонения электрической дуги и частотой изменения силы тока, протекающего через нее. Такая связь была получена на основании того, что в процессе отклонения электрической дуги за время, равное периоду ее колебания, необходимо два раза увеличивать ток дуги. Исходя из этого , частота изменения силы тока электрической дуги должна быть в два раза выше частоты магнитного поля, под действием которого колеблется электрическая дуга. На фиг. 1 изобретен временной закон регулирования силы тока электрической дуги; на фиг. 2 - закон изменения отклонения электрической дуги от оси плазменной горелки .sinoJt, где АО амплитуда отклонения. Угол отклонения электрической дуги, отсчитываемый от оси плазменной горелки, связан с амплитудой отклонения соотношением где h - расстояние от среза плазменной горелки (плазмотрона прямого действия) до поверхности нагреваемого материала, измеряемое вдоль оси горелки . Предлагаемый закон регулирования силы тока учитывает как незначительное влияние эффективности теплопередачи при малых углах отклонения электрической дуги, так и отражает сильное влияние больших углов отклонения дуги на эффективность теплопередачи. При выбранном законе регулирования удельный тепловой поток, поступающий в нагреваелий металл, постоянен и не зависит от угла отклонения дуги. Пример. Для получения сравнительных данных проводится черновая обработка резанием с предварительным подогревом согласно известному и предлагаемому способам. В качестве материсша для обработки с подогревом выбираются заготовки из легированной сташи. Испытания показали, что максимальный угол отклонения электрической дуги от оси плазменной горелки при предварительном дуговом подогреве без регулирования силы тока, при котором обеспечивается равномерно прогретая полоса, не превышает 20-25 . При больших углах отклонения электрической дуги от оси плазменной горелки прогрев неравномерен, КПД обрабатываемого материала падает, эффективность обработки резанием снижается
из-за сокращения стойкости режущего инструмента.
Предлагаемый способ предварительного дугового нагрева при черновой обработке труднообрабатываемых материалов резанием выполняется в еледукедем порядк е, С помощью осциллятора между катоцом и соплом плазменной горелки возбуждается дуга. Потоком ионизированного газа замыкается участок катодвраЩающаяся детгшь и образуется новая электрическая цепь протекания тока дуги. Дуга между катодом и соплом плазменной горелки гасится. Зате ток электрической дуги модулирует-. ся (глубина модуляции до 10% от сред него значения тока, частота модуляци 50 Гц) путем изменения напряжения, действующего в цепи питания электрической дуги, достигаемого включением в нее вторичной обмотки трансформато ра, на первичную обмотку которого подается напряжение сети. Поперечное переменное магнитное поле создается пропусканием тока через магнитную отклонякячую систему, запитываемую от усилителя мощностью 50 Вт. В качестве входного сигнала для усили-. теля служит выходной сигнал частотой 25 Гц от звукового генератора ГЗ-33. Для контроля процессов регулирований силы тока электрической дуги и фазового соотношения между колебаниями тока дуги и индукции поперечно го переменного магнитного поля сигналы, соответствующие названным пара метрам, индицируются на экране двухлучевого осциллографа С1-18. Регулируется фаза колебаний индукции магнитного поля подключением различного числа реактивных резисторов, образую щих фазосдвигающую цепь, включенную последовательно с магнитной отклоняю щей системой таким образом, что начала колебаний тока дуги и ее отклонения совпадают и соответствуют времени . Затем изменением напряжения на вторичной обмотке трансформатора устанавливается такая глубина модуляции тока электрической дуги, при которой в процессе поперечного перемещения конца дуги одновременно производится регулировка ее мощности пут«м изменения тока в соответствии с заданным соотношением. После выполнения указанных приемов подводится резец к обрабатываемой детсшк, включается продольная подача суппорта и производится снятие металла, прогреваемого электрической дугой. Результаты испытаний приведены в таблице (испытывались заготовки диаметром 450 мм из стали марки 1Х18Н10Т). ИзвестныйПредлагаемыйИспользование предлагаемого способа предварительного подогрева при черновой обработке резанием труднообрабатываемых материалов по сравнению с существующими способами обеспечивает повьдиение эффективности нагрева материала при отклонении электрической дуги от оси плазменной горелЛи за счет регулирования силы тока по предлагаемому соотношению на 10-15%. Следствием этого является возможность снижения расхода электрической энергии, потребляемой источником питания дуги на единицу объема снимаемого металла. Повышение съема металла, которое достигается за счет увеличения равномерной ширины полосы прогрева, сокращает станочное время черновой обработки труднообрабатываемых материалов на 45-50% т.е. почти в два раза. Формула изобретения Способ предварительного подогрева изделия электрической дугой, преимущественно при черновой обработке резанием труднообрабатываемых материалов, при котором дугу колеблют переменным магнитным полем поперек направления обработки, о тли чающи й-; с я тем, что, с целью увеличения производительности процесса подогрева путем увеличения глубины подогрева и получения ргш номерного слоя подогретого металла, в течение кгиадого периода колебания дуги регулируют мощность дуги, изменяя ток дуги в соответствии с закономерностью (,85).,.(2cot-1), де По среднее значение тока дуги А; максимальный угол отклонения дуги В магнитном поле, рад.
СО - круговая частота магнитного поля, под действием которого дута совершает колебательное движение, рад/и; t - время, с; 12 - начальная фаза колеба- 5
НИИ, рад.
Источники информации, принятые во внимание при экспертизе
1.Патент Великобритании 1351140, кл. В 3 Т, опублик. 21.07.71.
2.Строшков A.M. и др. Обработка резанием труднообрабатываемых материалов с нагревом. М., Машиностроение, 1977.
3.Патент США 3130294,кл.219-123, опублик. 21.04.64.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плазменно-дуговая установка для термообработки твердых металлов перед резанием | 1979 |
|
SU788450A1 |
| Способ плазменно-механической обработки | 1979 |
|
SU856717A1 |
| Способ предварительного подогрева изделия электрической дугой | 1983 |
|
SU1131614A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| Способ механической обработки с подогревом зоны резания плазменной дугой | 1979 |
|
SU872035A1 |
| СПОСОБ ПЛАЗМЕННОГО НАГРЕВА ШИХТЫ В ФЕРРОСПЛАВНОМ ПРОИЗВОДСТВЕ | 2001 |
|
RU2182185C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| Способ плазменно-механического фрезерования и устройство для его осуществления | 1979 |
|
SU860969A1 |
| Способ нагрева поверхности заготовки при обработке резанием | 1983 |
|
SU1192903A1 |
