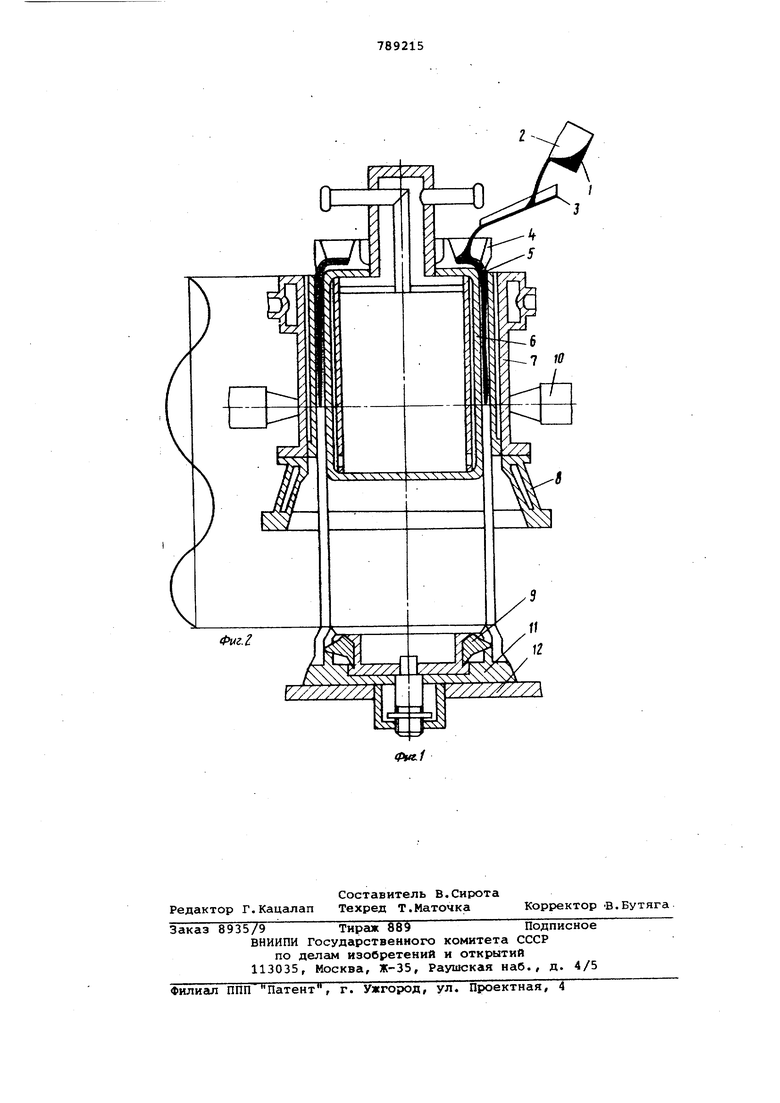
Изобретение относится к металлургии непрерывного литья, в частности к способам полунепрерывного литья чугунных труб. Известен способ полунепрерывного литья чугунных труб, включамций подачу жидкого метг1лла через вращающуюся литниковую чашу в кольцевую полость между наружным и внутренним кристаллизаторами, а также водоохлгокдаемым раструбе и стержнем раструба. При этом осуществляют возврат ио-поступательное движение наружного криста.плизатора с амплитудой 710 мм и частотой 45-120 циклов в минуту tl . Недостатком этого способа является то, что низкочастотноевстряхи кристаллизатора оказывается неэффективным, для устранения таких видов брака труб, как утяжины, горя чие трещины, надрыв корки неслити ны. Цель изобретения - обеспечение стабильности процесса и улучшение качества трубы. Поставленная цель достигается те что кристаллизующийся металл подвер гают воздействию ультразвуковых к,олебаний, при этом частота колебаний по высоте твердо-жидкрй фазы формирующейся трубы равна целому числу четвертей волн, на уровень металла приходится узел колебаний, а на периметр трубы приходится целое число полуволн колебаний. Такое распределение ультразвуковых колебаний обеспечивают при амплитуде 3-15 мкм в частотном диапазоне от 8 до 50 кГц. На фиг. 1 изображена схема полунепрерывного литья труб с использованием ультразвука; на фиг. 2 - эпюра распределения колебательных смещений вдоль наружного кристаллизатора, в соответствующем фиг. 1 масштабе . Жидкий металл 1 иэ разливочного ковша 2 через желоб 3 заливается в литниковую чгииу 4, из которой попадает в полость 5 между внутренними 6 и наружным. 7 кристаллизаторами, а также водоохлажд емыми раструбом 8 и его стержнем 9. В процессе поступления жидкого металла в полость 5 наружный кристаллизатор 7 подвергается воздействию ультразвуковых колебаний от электромеханических преобразователей 10, размещенных в сечении кристаллизатора, соответствующем стыку фронтов кристаллизации отливаемой трубы. При этом в сте ке кристсшлизатора возникают изгибные колебания на частоте возбузкдения которая подбирается таким образом, что на твердо-жидкую зону приходит-ся, по крайней мере, одна пучность Колебаний -(максимум амплитуды, фиг. 2 ) а на уровень металла - узел колебани (амплитуда равна0). Электромеханические преобразователи устанавливаются по периметру наружного кристаллизатора на расстоянии друг от друга кратном половине длины волны. После затвердевания металла в раструбной части и достижении определенного уро ня металла в кристаллизаторе производится извлечение затвердевающей трубы с помощью захватов 11, размеще ных на подвижном столе 12. Воздейств упругих.колебаний на затвердевающую отливку от зоны стыка фронтов криста лизации до уровня металла в кристаллизаторе приводит к устранению транс кристашлитной зоны и измельчению литой структуры трубы, а также приводи к повышению жидкотекучести чугуна, и, следовательно, улучшению качества поверхности трубы. Кроме того, ультразвуковое воздействие приводит к снижению коэффициента трения при вытягивании трубы. Предложенный способ прошел опытно пролвзшшенное опробование на Синарском трубном заводе. При полунепрерывном литье труб чугуна, осуществлялось воздействие на наружный кристаллизатор трех преобразователей ПМС-15 при амплитуде колебаний 10 мкм с ча стотой 21,2 кГц в сечении кристаллизатора, со9тнетствук«дем стыку фронтов кристаллизации. В процессе литья снижаются усилия вытягивания на 20-40%. Кроме того, значительно улучшено качество литой структуры и поверхности труб. Формула изобретения 1.Способ полунепрерывного литья чугунных труб, включающий подачу жидкого металла через вращающуюся литниковую чашу в кольцевую полость между внутренним и наружным кристаллизаторами, последний из которых совершает во.звратно-поступательное движение, отличающийся тем, что, с целью обеспечения стабильности процесса и улучшения качества труб, кристаллизующийся металл подвергают воздействию ультразвуковых колебаний, при этом частота колебаний по высоте твердо-жидкой фазы формирующейся трубы равна целому числу четвертей волн, на уровень металла приходится узел колебаний, а на периметр трубы приходится целое число полуволн колебаний. 2.Способ по п. 1, отличающийся тем, что амплитуда ультразвуковых колебаний составляет 315 мкм в частотном диапазоне от 8 до 50 кГц. Источники информации, принятые во внимание при экспертизе 1. Баранов О.А. и др. Непрерывное литье чугуна. М., 1968, с. 217-321 (прютотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья чугунных труб | 1981 |
|
SU952420A1 |
| Способ полунепрерывного литья чугунных труб | 1984 |
|
SU1174153A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090301C1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| СПОСОБ ПОДАЧИ МЕТАЛЛА ПРИ ПОЛУНЕПРЕРЫВНОМЛИТЬЕ | 1971 |
|
SU420384A1 |
| Кристаллизатор для полунепрерывного литья чугунных труб | 1989 |
|
SU1675037A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| Способ непрерывного литья труб из серого чугуна | 1976 |
|
SU647058A1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |