111
Изобретение относится к металлургии, и более конкретно к полунепрерьшному литью чугунных труб, особенно, большого диаметра.
Целью изобретения является повы шение стабильности процесса вытягивания чугунных труб.
Пример. Производится отливка чугунных труб из серого чугуна диаметром 0600 мм.
Жидкий чугун заливают полость кристаллизатора и включают ультразвуковое возбуждение как со сторойы наруткного кристаллизатора от электромеханических преобразователей 1ри начальном уровне активной мощности 6 кВт, так и со стороны внутреннего кристаллизатора от электромеханических преобразователей при активной мощности 12 кВт. После достижекия определенного уровня металла и затвердевания отливки в раструбной части кристаллизатора увеличивают мощность ультразвука как со стороны наружного, так и внутреннего кристалли32
затора в 1,5 раза по сравнению с начальным уровнем, т.е. до 9 и 18 кВт соответственно и производят извлечение затвердевающей трубы, при этом осуществляя возвратно-поступательное движение кристаллизатора с амплитудой 4-15 мм и частотой 45-120 циклов в минуту.
После отрыва трубы мощность снова снижают до исходного уровня, а затем после извлечения 60-70% отливки от общей длины вно.вь увеличивают мощность, например, до 8 кВт со стороны наружного кристаллизатора и до 16 кВт со стороны внутреннего кристаллизатора, т.е. в 1,3-1,4 раза.
В таблице приведены значения усилия вытягивания труб диаметром ф 600 мм на разных фазах процесса полунепрерывного литья труб по известному (1,2) и предлагаемому способам. Усилие вытягивания труб на основной фазе процесса при использовании известного способа (1) принято за 100%.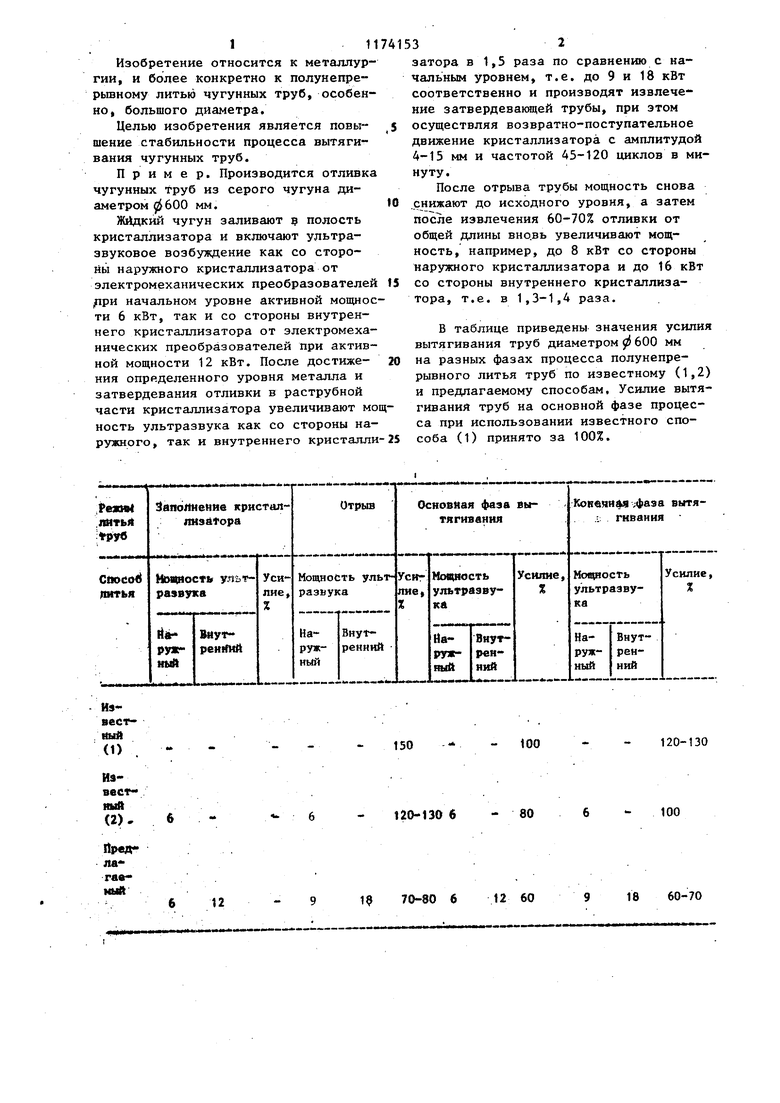
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья чугунных труб | 1981 |
|
SU952420A1 |
| Способ полунепрерывного литья чугунных труб | 1978 |
|
SU789215A1 |
| Способ полунепрерывного литья труб | 1986 |
|
SU1440603A1 |
| Способ полунепрерывного литья труб | 1984 |
|
SU1235632A1 |
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| Способ полунепрерывного литья труб | 1977 |
|
SU627908A1 |
| Способ вертикального полунепрерывного литья труб из чугуна с шаровидным графитом | 1971 |
|
SU468691A1 |
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Способ непрерывного литья труб из серого чугуна | 1976 |
|
SU647058A1 |
СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЧУГУННЫХ ТРУБ, включающий подачу жидкого металла в полость между водоохлаждаемыми наружным и внутренним кристаллизаторами, низкочастотное встряхивание кристаллизаторов с амплитудой 4-15 мм и частотой 45120 циклов в минуту и воздействие I ультразвуковыми колебаниями со стороны наружного кристаллизатора с начальным уровнем мощности 6-10 кВт и извлечение труб, отличающ и и с я тем, что, с целью повышения стабильности процесса вытяги;вания трубы, при заполнении металлом полости между кристаллизаторами ;ультразвуковыми колебаниями воздействуют со стороны внутреннего кристаллизатора с начальньм уровнем мощности 9-15 кВт, после заполнения аолости перед извлечением трубы уве:личивают мощность ультразвуковых § :колебаний со стороны наружного и внутреннего кристаллизаторов в 1,52,0 раза больше начального уровня, после отрыва трубы мощность снова снижают до начального уровня, а затем после извлечения 60-70% о(ей длины трубы вновь увеличивают мощность в 1,2-1,8 раза и поддерживают ее до полного извлечения трубы. Ч| 1 :п со
9 19 70-80 6 12 60 120-130 в - 80 9 18 120-130 60-70
311741534
Результаты, приведенные 8 таблице вает межремонтный срок службы крисПоказывают, что предлагаемый способташшзагора. на 50-60% позволяет снизить усилие.
отрьюа, практически компенсировать Экспериментально установлено, что
возрастание усилия вытягивания на ко- $увеличение мощности ультразвука выше
вечной фазе процесса.. Таким образом,указанных интервалов приводит к чрез
предлагаемый способ позволяет значи-мерному повышению акустических потельно стабилизировать процесс вытя-терь 6 стенке кристаллизатора, а
гивания труб.уменьшение мощности ультразвука ниже
Использование предлагаемого спосо- Юуказанных интервалов приводит к неба, кроме того, улучшает условиядостаточному сокращению усилия вытяи повышает производительность трудагивания в момент отрыва и после извлеоператора, сокращает брак, увеличм-чения 50-60Z общей длины трубы
| Баранов О.А | |||
| и др | |||
| Непрерывное литье чугуна, М.: Металлургия, 1968, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Способ полунепрерывного литья чугунных труб | 1978 |
|
SU789215A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
