Изобретение относится к металлургии, ч именног-к кристаллизаторам для полунепрерывного литья труб из чугуна.
Цель изобретения - повышение выхода годных труб.
На чертеже изображен кристаллизатор для полунепрерывного литья чугунных труб.
Кристаллизатор содержит внутреннюю 1 и наружную 2 охлаждаемые стенки, установленные с зазором, теплоизолирующий слой 3 в виде клина на рабочей поверхности стенок от верхних торцов на длину 0,3-0,7 длины стенок с толщиной слоев у верхнего торца внутренней и наружной стенок соответственно 0,03 0,15 и 0,10-0.25 толщины зазора между стенками, при этом пористость теплоизолирующего слоя на внутренней стенке составляет не более 8%, а на наружной - в 1,5-3,0 раза больше. При длине теплоизолирующего слоя на рабочей поверхности стенок кристаллизатора больше 0,7 их длины происходит замедленная кристаллизация жидкого металла и уменьшается производительность установки для полунепрерывного литья труб, а при длине меньше 0,3 повышенный отвод тепла сохраняется, но дефекты труб не устраняются и качество их снижается.
При толщине теплоизолирующего слоя у верхнего торца внутреннего кристаллизатора менееО.ОЗ толщины зазора теплоотвод уменьшается незначительно и качество внутренней поверхности труб не улучшается, а при толщине больше 0,15 замедляется формирование внутренней поверхности трубы, приводящее к надрывам и ухудшению качества трубы.
При толщине теплоизолирующего слоя у верхнего торца наружного кристаллизатора менее 0,10 толщины зазора происходит повышенный отвод тепла и качество наружной поверхности трубы ухудшается, а при толщине слоя больше 0.25 снижается его механическая прочность, приводящая к загрязнению металла продуктами разрушения, и качество труб снижается.
Повышенная пористость теплоизолирующего слоя наружного кристаллизатора компенсирует уменьшение его толщины, Если пористость теплоизолирующего слоя наружной стенки кристаллизатора больше пористости теплоизолирующего слоя его внутренней стенки менее чем в 1,5 раза, то повышенный отвод тепла в сторону наружной стенки сохраняется и качество труб ухудшается. Увеличение пористости теплоизолирующего слоя наружной стенки кристаллизатора по сравнению с пористостью слоя внутренней стенки более чем в 3 разэ снижает его механическую прочность что
приводит к разрушению слоя, загрязнению металла и ухудшению качества труб,
Такое расположение теплоизолирующих слоев на рабочей поверхности внутренней и наружной стенок кристаллизатора в верхней их части значительно уменьшает теплоотвод от кристаллизующегося чугуна и ликвидирует мосты в устье зазора, что позволяет поддерживать жидкотеку.честь чугуна на достаточном уровне и обеспечить, таким образом, хорошее качество чугунных труб.
Отливка чугунных труб с использованием предлагаемого кристаллизатора осуществляется следующим образом.
Жидкий чугун из разливочного ковша через вращающуюся литниковую чашу (не показан) попадает в зазор между стенками кристаллизатора. Благодаря наличию на
стенках 1 и 2, образующих зазор, теплоизолирующего слоя 3, формирование стенки отливаемой трубы в верхней части зазора происходит в более благоприятных условиях без образования пустот и неслитин. Последнее уменьшает отбраковку труб по гидроиспытаниям и механическим свойствам.
Кристаллизатор опробован при изготовлении чугунных труб диаметром 200 мм
с толщиной стенки 10 мм. Высота наружной и внутренней стенок кристаллизатора составляет 400 мм, а зазор между ними - 10 мм.
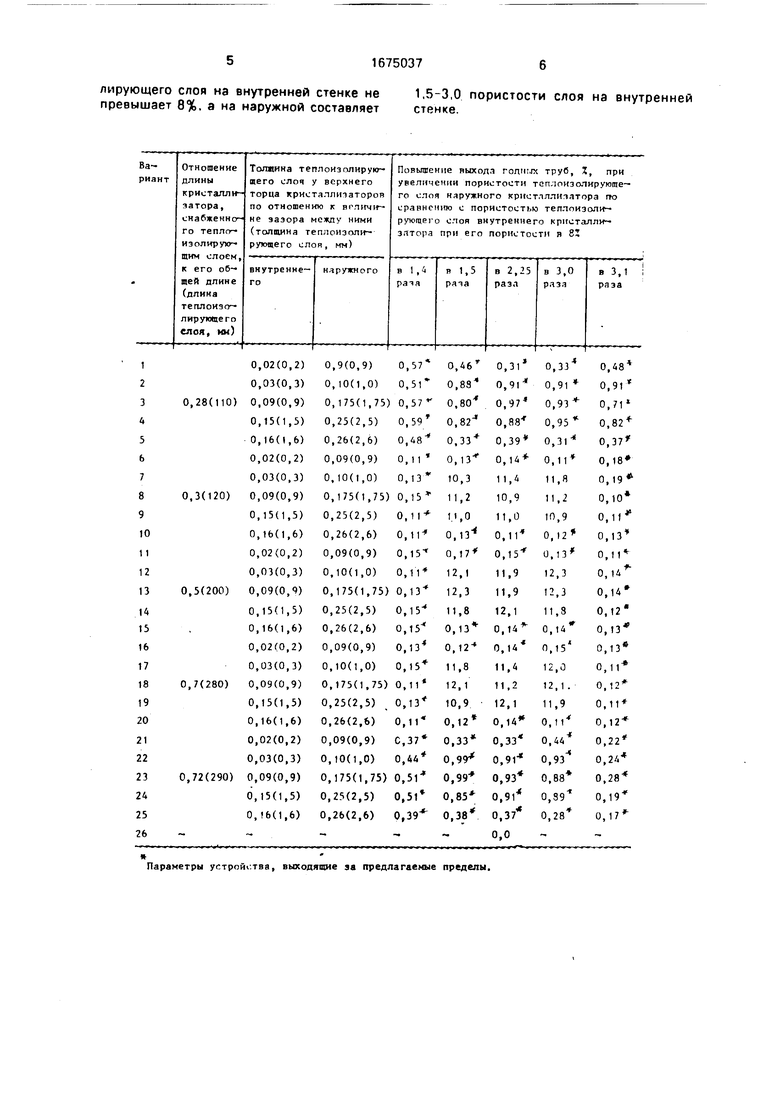
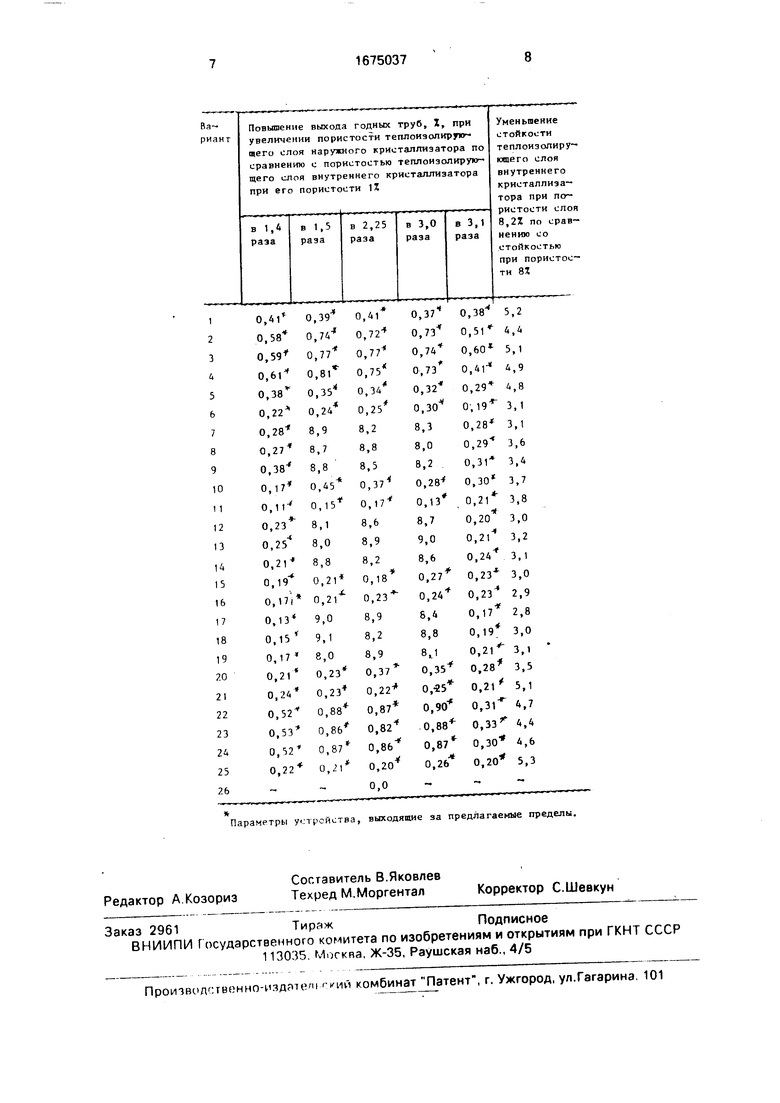
Пористость теплоизолирующего покрытия внутренней стенки кристаллизатора равна 8,0%, а пористость теплоизолирующего слоя наружной стенки кристаллизатора - в 1,4; 1.5; 2,25; 3,0 и 3,1 раза больше пористости теплоизолирующего слоя внутренней стенки кристаллизатора.
Результаты опробования кристаллизатора приведены в таблице,
Использование предлагаемого кристаллизатора позволяет повысить выход годных
труб в среднем на 11,2% по сравнению с известным.
Формула изобретения Кристаллизатор для полунепрерывного
литья чугунных труб, содержащий внутреннюю и наружную охлаждаемые стенки, установленные с зазором, отличающийся тем, что, с целью повышения выхода годных труб, на рабочую поверхность стенок со стороны верхнего торца на длину 0,3-0,7 их длины нанесен клиновидный теплоизолирующий слой толщиной у верхнего торца внутренней и наружной стенок соответственно 0,03-0,15 и 0.10-0,25 толщины зазора между стенками, при этом пористость теплоизолирующего слоя на внутренней стенке не превышает 8%, а на наружной составляет
1,5-3,0 пористости слоя на внутренней стенке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья труб | 1986 |
|
SU1440603A1 |
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЧУГУННОГО ЛИСТА, ШИХТА И ЧУГУН ДЛЯ НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЛИСТА, КРОВЕЛЬНЫЙ ЛИСТ, ВЫПОЛНЕННЫЙ ИЗ НЕПРЕРЫВНОЛИТОГО ЧУГУНА (ЕГО ВАРИАНТ) И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЛИСТА | 1999 |
|
RU2156826C1 |
| Способ полунепрерывного литья чугунных труб | 1984 |
|
SU1222403A1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| Способ полунепрерывной разливки металла и установка для его осуществления | 1982 |
|
SU1069933A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| ЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ РАСПЛАВА МЕДИ, СОДЕРЖАЩЕЙ ФОСФОР | 1992 |
|
RU2009236C1 |
Изобретение относится к металлургии, конкретнее к кристаллизаторам для полунепрерывного литья труб из чугуна. Цель изобретения - увеличение выхода годных труб. Кристаллизатор содержит внутреннюю 1 и наружную 2 охлаждаемые стенки, установленные с зазором, теплоизолирующий слой 3 в виде клина, нанесенный на рабочую поверхность стенок от верхних торцов на длину 0,3-0,7 длины стенок с толщиной у верхнего торца внутренней и наружной стенок соответственно 0,03-0,15 и 0,10-0,25 толщины зазора между стенками. При этом пористость теплоизолирующего слоя внутренней стенки но превышает 8%, а наружной - в 1,5-3 раза больше 1 ил., 1 табл. fe
Параметры устройства, выходящие за предлагаемые пределы.
Редактор А.Козориз
Заказ 2961
| Архипов Г.С | |||
| и др | |||
| Полунепрерывная отливка чугунных труб | |||
| Минск: Наука и техника, 1965, с | |||
| Экономайзер | 0 |
|
SU94A1 |
