(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ИЗДЕЛИЙ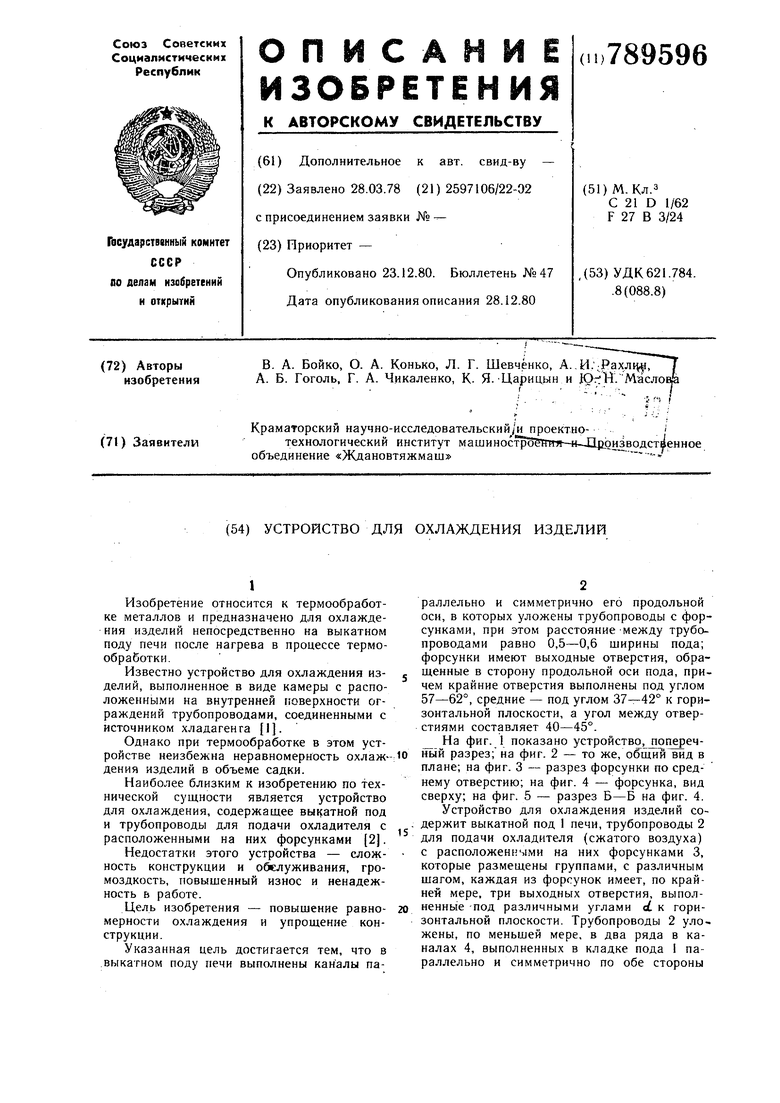
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения изделий | 1980 |
|
SU926035A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111933C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2051323C1 |
| Рециркуляционная пламенная печь | 1986 |
|
SU1555608A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1998 |
|
RU2157959C2 |
| Рециркуляционная печь | 1977 |
|
SU720270A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЛИФТОВЫХ ТРУБ ТИПА "ТРУБА В ТРУБЕ" | 2012 |
|
RU2479647C1 |
| ТЕРМИЧЕСКАЯ ПЕЧЬ ДЛЯ НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В КОНТЕЙНЕРАХ | 1992 |
|
RU2050522C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЦИНКОВОГО ПОРОШКА | 2009 |
|
RU2484158C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2132884C1 |
1
Изобретение относится к термообработке металлов и предназначено для охлаждения изделий непосредственно на выкатном поду печи после нагрева в процессе термообработки.
Известно устройство для охлаждения из- 5 делий, выполненное в виде камеры с расположенными на внутренней поверхности ограждений трубопроводами, соединенными с источником хладагенга I.
Однако при термообработке в этом устройстве неизбежна неравномерность охлаж-;10 дения изделий в объеме садки.
Наиболее близким к изобретению по технической сущности является устройство для охлаждения, содержащее вы1 атной под и трубопроводы для подачи охладителя с расположенными на них форсунками 2.
Недостатки этого устройства - слож- ность конструкции и обслуживания, громоздкость, повышенный нзнос и ненадежность в работе.
Цель изобретения - повыщение равно- 20 мерности охлаждения и упрощение конструкции.
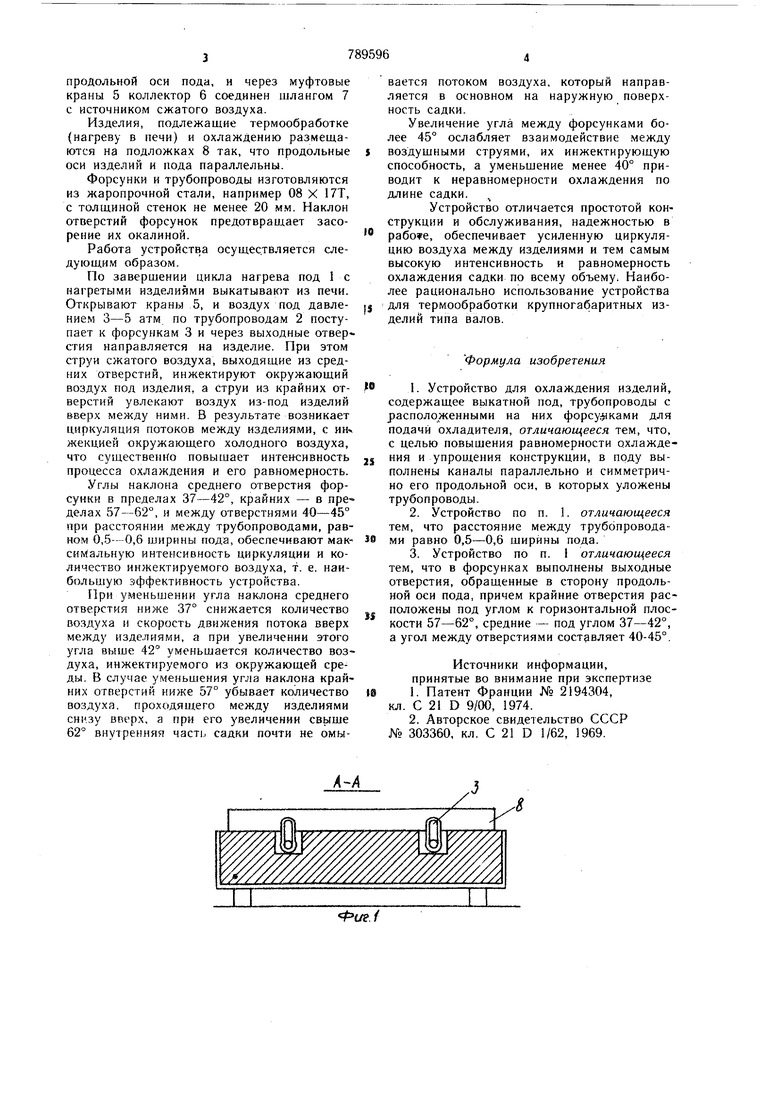
Указанная цель достигается тем, что в .выкатном поду печи выполнены каналы параллельно и симметрично его продольной оси, в которых уложены трубопроводы с форсунками, при этом расстояние-между трубопроводами равно 0,5-0,6 щирины пода; форсунки имеют выходные отверстия, обращенные в сторону продольной оси пода, причем крайние отверстия выполнены под углом 57-62°, средние - под углом 37-42° к горизонтальной плоскости, а угол между отверстиями составляет 40-45°. На фиг. 1 показано ycтpoйcтвo JIOпepeчный разрез; на фиг. 2 - то же, в плане; на фиг. 3 - разрез форсунки по среднему отверстию; на фиг. 4 - форсунка, вид сверху; на фиг. 5 - разрез Б-Б на фиг. 4. Устройство для охлаждения изделий содержит выкатной под I печи, трубопроводы 2 для подачи охладителя (сжатого воздуха) с расположенными на них форсунками 3, которые размещены группами, с различным шагом, каждая из форсунок имеет, по крайней мере, три выходных отверстия, выполненные -под различными углами к горизонтальной плоскости. Трубопроводы 2 уложены, по меньшей мере, в два ряда в каналах 4, выполненных в кладке пода I параллельно и симметрично по обе стороны
продольной оси пода, и через муфтовые краны 5 коллектор 6 соединен шлангом 7 с источником сжатого воздуха.
Изделия, подлежащие термообработке (нагреву в печи) и охлаждению размещаются на подложках 8 так, что продольные оси изделий и пода параллельны.
Форсунки и трубопроводы изготовляются из жаропрочной стали, например 08 X 17Т, с толщиной стенок не менее 20 мм. Наклон отверстий форсунок предотвращает засорение их окалиной.
Работа устройства осуществляется следующим образом,
По завершении цикла нагрева под 1 с нагретыми изделиями выкатывают из печи. Открывают краны 5, и воздух под давлением 3-5 атм по трубопроводам 2 поступает к форсункам 3 и через выходные отверстия направляется на изделие. При этом струи сжатого воздуха, выходящие из средних отверстий, инжектируют окружающий воздух под изделия, а струи из крайних отверстий увлекают воздух из-под изделий вверх между ними. В результате возникает циркуляция потоков между изделиями, с нжекцией окружающего холодного воздуха, что существенно повышает интенсивность процесса охлаждения и его равномерность.
Углы наклона среднего отверстия форсунки в пределах 37-42°, крайних - в пределах 57-62°, и между отверстиями 40-45° при расстоянии между трубопроводами, равном 0,5-0,6 ширины пода, обеспечивают максимальную интенсивность циркуляции и количество инжектируемого воздуха, т. е. наибольшую эффективность устройства.
При уменьшении угла наклона среднего отверстия ниже 37° снижается количество воздуха и скорость движения потока вверх между изделиями, а при увеличении этого угла выше 42° уменьшается количество воздуха, инжектируемого из окружающей среды. В случае уменьшения угла наклона крайних отверстий ниже 57° убывает количество воздуха, проходяш.его между изделиями снизу вверх, а при его увеличении свыше 62° внутренняя часть садки почти не омывается потоком воздуха, который направляется в основном на наружную поверхность садки.
Увеличение угла между форсунками более 45° ослабляет взаимодействие между воздущными струями, их инжектирующую способность, а уменьшение менее 40° приводит к неравномерности охлаждения по длине садки.
Устройство отличается простотой конструкции и обслуживания, надежностью в , обеспечивает усиленную циркуляцию воздуха между изделиями и тем самым высокую интенсивность и равномерность охлаждения садки по всему объему, Наиболее рационально использование устройства для термообработки крупногабаритных изделий типа валов.
Формула изобретения
. Устройство для охлаждения изделий, содержащее выкатной под, трубопроводы с расположенными на них форсу: 1ками для подачи охладителя, отличающееся тем, что, с целью повышения равномерности охлаждения и упрощения конструкции, в поду выполнены каналы параллельно и симметрично его продольной оси, в которых уложены трубопроводы.
Источники информации, принятые во внимание при экспертизе
О
© ®
А
Фие.2
Фие.5
Б-б
ae.S
