(54) СПОСОБ ОБРАЗОВАНИЯ ВЫВОДОВ ПРИ НАМОТКЕ ЭЛЕКТРИЧЕСКИХ Изобретение относится к техно.логии изготовления электрических катушек с гильзовыми каркасами на намоточных станках и может быть использовано в радиотехнической, электротехнической и других отрасля пpo EJШлeннocти. Известен способ автоматической укладки обмоток на каркасы катушек, заключающийся в том, что сначала пустой каркас соедичяется с оправкой обмоточного станка и конец обмо точного Провода,направляемого специ альным уклал.чиком,зажимается между ш,е-1ка.1и соединительной части оправк В закрепленном состоянии укладчик о моточного провода находится над сое нительной частью оправр;и, а затем переводится в намоточное положение. При этом оправка приводится во вращение и осуществляет намотку катушки. По окончании намотки последние витки провода приклеиваются к обмот ке и укладчик возвращается из намоточного в закрепленное положение. Обмоточный провод обрезается; и каркас с нанесенной на него обмоткой сбрас1лвается с оправки станка. При переходе в закрепленное положение укладчик провода BBOZWT последний в КАТУШЕК специальный улавливатель, расположенный между направляющим ушком укладчика и зажимными щечками соединительной части оправки. После этого улавливатель совершает половину оборота вокруг зажимных щечек, причем обмоточный провод закреплен в eio зажиме. Улавливатель протягивает одну часть провода между зажимом и ушком укладчика через зажимные щечки. Последние закрепляют обмоточный провод при сбросе готового каркаса с обмоткой. Другую часть провода улавливатель пропускает под режущей кромкой ножа между собственным зажимом и обмоткой катушки. При повороте улавливателя или при сброса намоточной катушки нож разрезает обмоточный провод ll . Однако известный способ имеет следующие недостатки: малый угол охвата проводом каркаса, что может привести к отрыву вывода при разгоне шпинделя от динамических усилий натяжения и деформации провода в месте приклеивания, необходимость принудительного отгиба провода и зажима вывода отдельными устройствами; образование клеевого конуса в месте приклеивания из-за вытекания клея и сцепления
с приклеивающим устройством, что снижает качество намотки.
Целью изобретения является повышение качества и надежности закрепления выводов при изготовлении многосекционных обмоток.
Поставленная цель достигается тем J4TO другую часть петли провода укладывают на каркас, накрывают пера ьaчкoй, которую закрепляют по обе строны от уложенного провода на каркасе, затем петлю освобождацот и поворачивают каркас до выборки петли/ кроме того, свободный конец провода формируют по форме зубцов зажимного устройства.
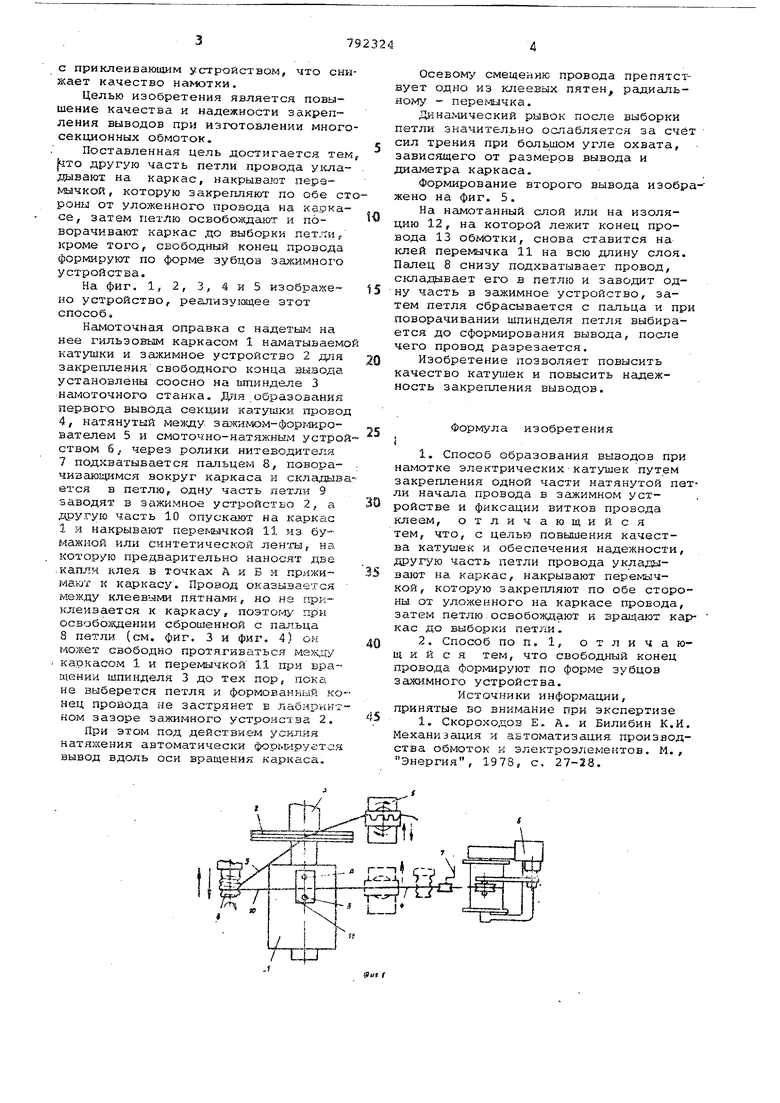
На фиг. 1, 2, 3, 4 и 5 изображено устройство, реализующее этот способ.
Намоточная оправка с надетьи ; на нее гильзовым каркасом 1 наматываемо катушки и Зсокимное устройство 2 для закреплениясвободного конца вызола установлены соосно на шпинделе 3 Hai iOTO4Horo станка. Для образования: первого вывода секции катушки провод 4, натянутый меядду- зажимом-форг-жрователем 5 и смоточно-натяжным устройством б f через ролики нитеводителя
7подхватывается пальцем 8, поворачизающимся вокруг каркаса и складывается в петлю, одну часть петли 9 заводят в зажимное устройство 2, а другую часть 10 опускают на каркас
1 и накрывают перемычкой И из бумажной или синтетической ленты, на которую предварительно наносят две .капли клея в точках А и Б и прижимают к каркасу. Провод оказывается между клеевыми пятнами, но на приклеивается к каркасу, nosToi-iy при освобождении сброшенной с пальца
8петли (см. фиг, 3 и фиг, 4) он может свободно протягиваться меж,цу
каркасом 1 и перемычкой 11 при вращении шпинделя 3 до тех пор, пока, не выберется петля и формованнр 5й конец провода не застрянет в лабиринтном зазоре зажимного устроис1ва 2,
При этом под действием усилия натяжения автоматически формируется вывод вдоль оси вращения каркаса.
OceBOMV смещению провода препятствует одно из клеевых пятен радиальному перемычка.
Дина шческий рывок после выборки петли значительно ослабляется за счёт сил трения при большом угле охвата, зависящего от размеров вывода и диаметра каркаса.
Формирование второго вывода изображено на фиг. 5.
На намотанный слой или на изоляцню 12, на которой лежит конец провода 13 обмотки, снова ставится на клей пере Фачка 11 на всю длину слоя. Палец 8 снизу подхватывает провод, складывает его в петлю и заводит од-ну часть в зажимное устройство, затем петля сбрасывается с пальца и при поворачивании шпинделя петля выбирается до сформирования вывода, после чего провод разрезается.
Изобретение позволяет повысить качество катуилек и повысить надежность закрепления выводов.
Формула изобретения
1. Способ образования выводов при намотке электрических-катушек путем закрепления одной части натянутой петли начала провода в зажимном устройстве и фиксгидии витков провода
отличающийся
клеем,
тем, что, с целью повышения качества катушек и обеспечения надежности, другую часть петли провода укладывают на каркас, накрывают перемычкой, которую закрепляют по обе стороны от уложенного на каркасе провода, затем петлю,освобождают и вращают каркас до выборки петли.
2. Способ поп, 1, отличающийся тем, что свободный конец провода формируют по форме зубцов зажимного устройства.
Источники информации, принятые во внимание при экспертизе
1. Скороходов Е. А. и Билибин К.И. Механизадия и автоматизация производства обмоток и электроэлементов. М., Энергия, 1978, с. 27-28.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ группового изготовления электрических катушек | 1980 |
|
SU951430A1 |
| Способ образования выводов и отводов при намотке электрических катушек | 1972 |
|
SU455382A1 |
| Способ обработки катушек электромагнитных реле и устройство для его осуществления | 1982 |
|
SU1037357A1 |
| УСТРОЙСТВО для НАМОТКИ КАТУШЕКОСССОЮЗНАЯплт:п:нс-«.):;::"^-!'АйB'-'i&JiHO: ?КА | 1970 |
|
SU284173A1 |
| Устройство для намотки электрических катушек | 1980 |
|
SU951429A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Станок для намотки электрических катушек | 1983 |
|
SU1112420A1 |
| СПОСОБ МНОГОШПУЛЬНОЙ НАМОТКИ г ^А' Va;;A МНОГОСЛОЙНЫХ БЕСКАРКАСНЫХ L-...Ji-:::-^~'^-^ | 1965 |
|
SU173323A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Каркас для намотки электрических катушек | 1988 |
|
SU1658228A1 |

