to
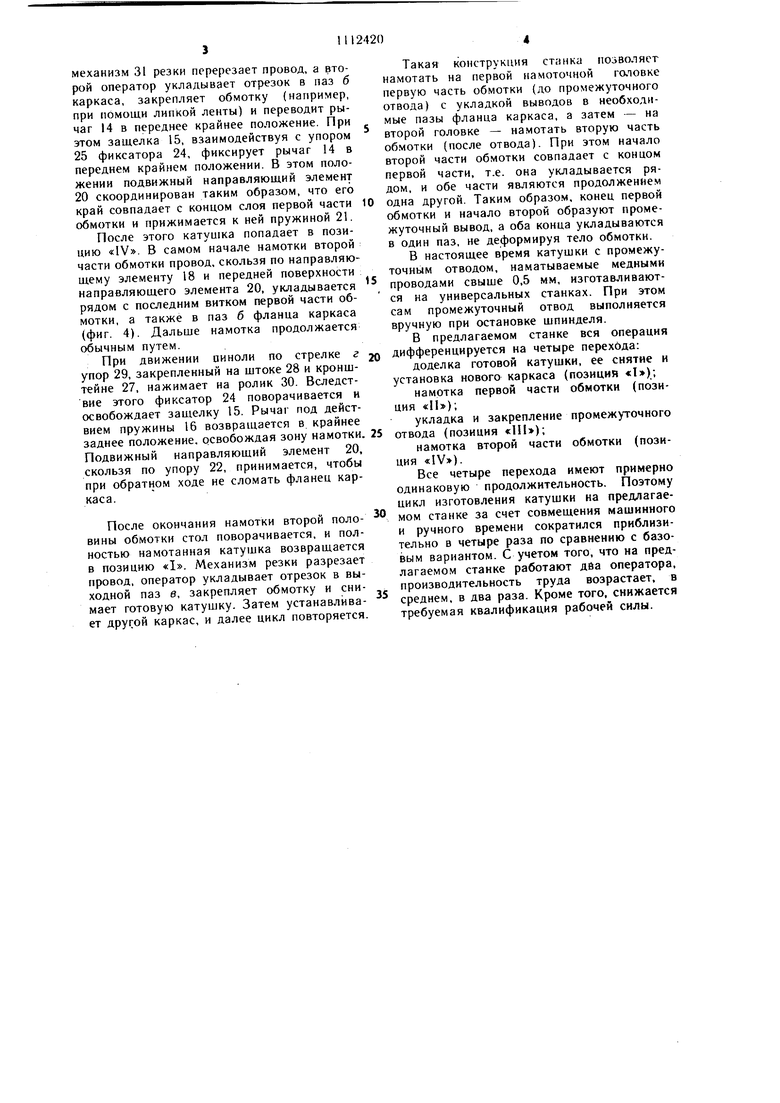
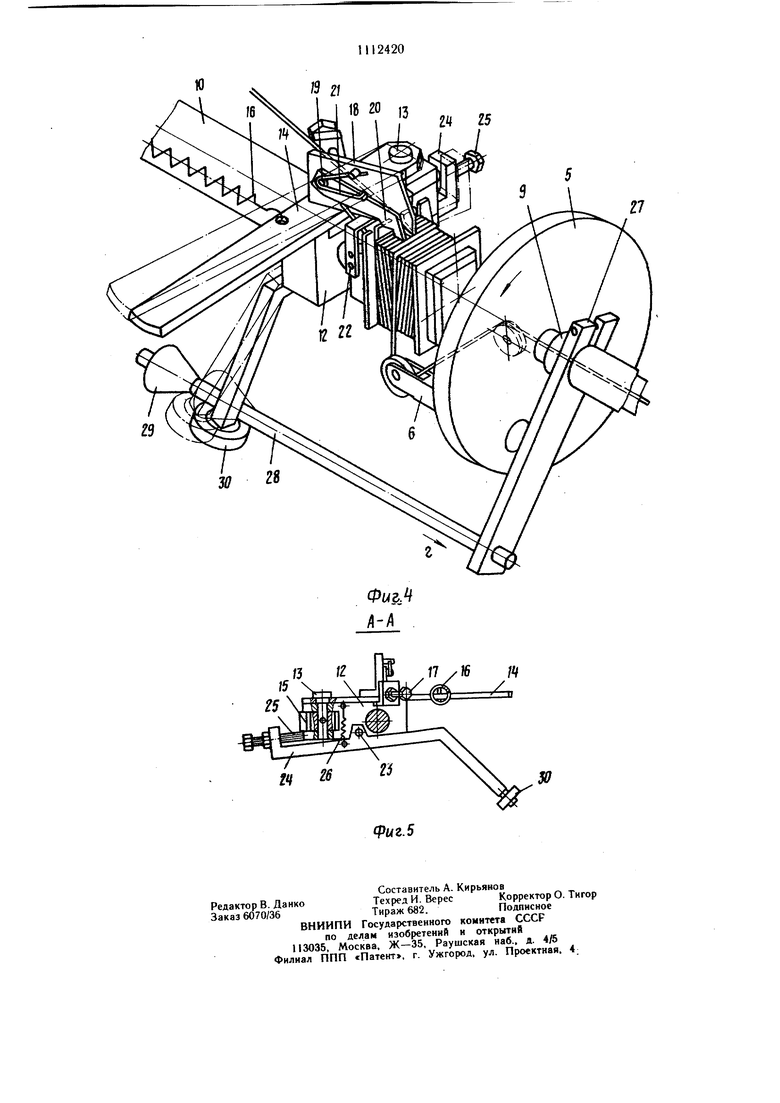
4 Ю Изобретение otHocHTCH к технологическому оборудованию для изготовления электрических катушек и может быть использовано в отраслях промышленности, производящих члектро- или раднокомпоненты с намоточными узлами. Известен намоточный станок, предназначенный для изготовления электрических катушек, имеющих обмотки с промежуточными отводами. Особенностью их является то, что каркасы катушек устанавливаются на оправках периодически поворачивающегося стола, а намотка производится поводком, вращающимся вокруг неподвижной катушки. Образование промежуточного отвода производится крючком, который вводится в зону намотки. После набрасывания на него петли провода крючок выводится из намотки, образуя на данной петле промежуточный отвод 1. Известен также станок для намотки электрических катушек, содержащий многопозиционный поворотный стол с оправками для фиксации каркасов наматываемых катушек и устройство для образования промежуточных выводов с возможностью укладки промежуточного отвода в паз фланца каркаса с помощью крючка |2. Недостатком известных устройств является то, что, начиная с некоторого диаметра наматываемого провода (для медных проводов - 0,5 мм и выше), петля становится достаточно жесткой и не может протягиваться через паз фланца. Вследствие этого происходят частые заклинивания механизма образования петли. Поэтому использование таких механизмов для медных проводов диаметром свыше 0,5 мм встречает серьезные затруднения. Кроме того, провод пет,ти (даже если ее удалюсь образовать) располагается под некоторым углом к оси катушки. После продолжения намотки провод петли, оказываясь под слоями обмотки, деформирует ее тело. Это обстоятельство отрицательно сказывается на геометрических параметрах катушки. Поэтому в настоящее время намотка таких катушек -выполняется на универсальных станках с ручным выполнением промежуточных отводов. Целью изобретения является повышение производительности. Поставленная цель достигается тем, что в станке для намотки электрических кату1иек, содержащем многопозиционный поворотный стол с оправками для установки каркасов катушек с пазами, на.моточные головки с поводками и устройство для образования отводов, последнее снабжено поворотным рычагом с защелкой, фиксатором и двумя направляю цими элементами, один из которых жестко закреплен на поворотном рычаге, а второй подпружинен к чему, одна из намоточных 1оловок снабжена упором, контактирующим с фиксатором а поворотный рычаг снабжен элементами его фиксации для установки направляющих элементов относительно пазов каркаса. На фиг. 1 изображен станок, общий вид; на фиг. 2 - стол станка, вид сверху; на фиг. 3 - оправка на позиции I; на фиг. 4 - оправка на позиции «IV в начале намотки; на фиг. 5 - сечение А-А на фиг. 2. Станок состоит из тумбы 1, поворотного многопозиционного стола 2 (в данном случае четырехпозиционный), намоточных головок 3 и 4 с моталками 5, несущими поводки 6. Смотка провода 7 производится со смоточно-натяжных устройств 8. Возвратно-поступательное движение моталок осуществляется при помощи пинолей 9. На столе 2 закреплены оправкн 10 для установки наматываемых каркасов 11 (фиг. 2). На оправках 10 закреплены постоянно кронштейны 12 (фиг. 3), в посадочных отверстиях которых установлены оси 13, на которых жестко крепятся рычаги 14 и защелки 15. Рычаг 14 постоянно оттянут пружиной 16 к центру стола, а его крайнее заднее положение регулируется упором 17. На рычаге 14 установлен направляющий элемент 18 для завода наматываемого в вводной паз о фланца каркаса П. Кроме того, на направляющем элементе 18 при по.мощи оси 19 закреплен подвижный направляющий элемент 20 (фиг. 4), который при помощи пружины 21 кручения прижимается к упору 22. На кронштейне 12 установлен подвижно на оси 23 фиксатор 24, который при помощи регулируемого упора 25 взаимодействует с защелкой 15 (фиг. 5). Поворот фиксатора может осуществляться пружиной 26. Регулированием упора 25 можно устанавливать переднее крайнее положение рычага 14. На пиноли 9 при помощи кронштейна 27 и штока 28 закреплен конусообразный упор 29, который воздействует на ролик 30, установленный на фиксаторе 24. Имеется также два механизма 31 резки провода, установленные на тумбе 1 станка. Станок работает следующим образом. На позиции «I оператор снимает готовую катуижу 32 и ставит каркас 1 на оправку 10. При этом рычаг 14 занимает Kpafinee заднее положение, а направляющий элемент, 18 скоординирован относительно вводного паза а фланца каркаса так, что его внутренняя сторона совпадает со стенкой этого паза (фиг. 3). Поэтому, когда оправка с каркасом переходит в позицию «II и поволок 6 начинает намотку, провод 7 скольэнт вначале по направляющему элементу 18, а затем по стенке паза а и, таким образом, оказывается на дне этого паза. После намотки первой части обмотки происходит поворот стола и катущка переходит в позицию «НЬ. В этой позиции
механизм 31 резки перерезает провод, а второй оператор укладывает отрезок в паз б каркаса, закрепляет обмотку (например, при помощи липкой ленты) и переводит рычаг 14 в переднее крайнее положение. При этом защелка 15, взаимодействуя с упором 25 фиксатора 24, фиксирует рычаг 14 в переднем крайнем положении. В этом положении подвижный направляющий элемент 20 скоординирован таким образом, что его край совпадает с концом слоя первой части обмотки и прижимается к ней пружиной 21.
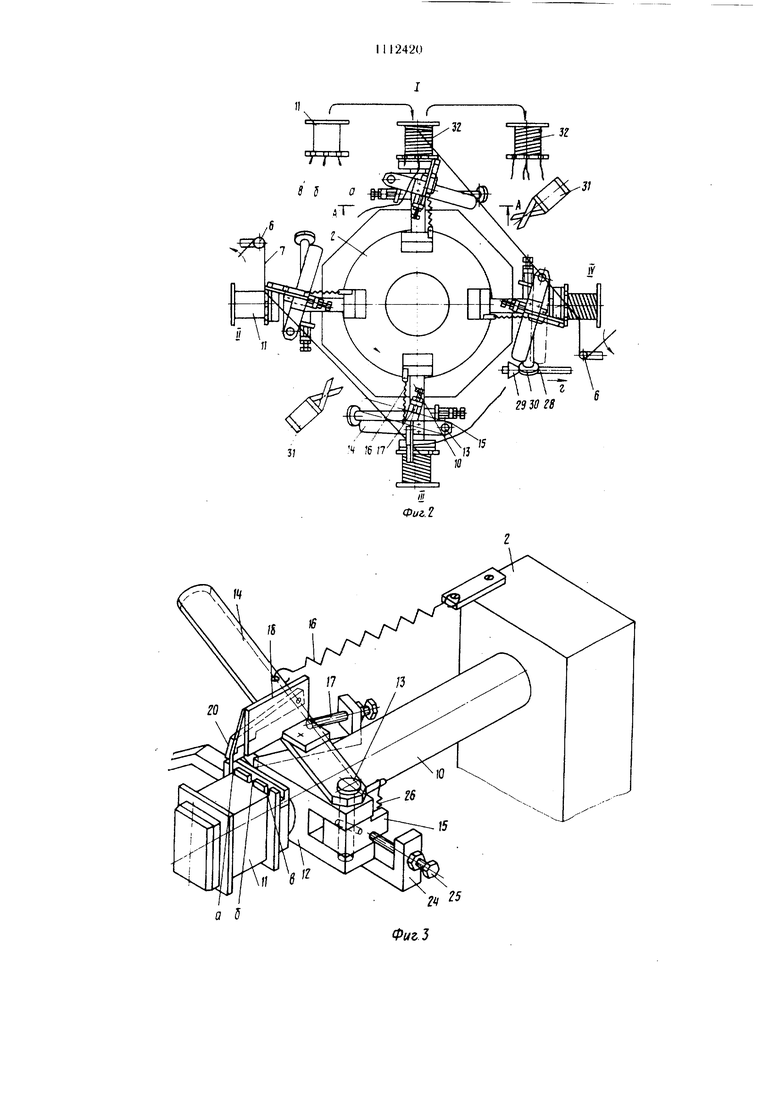
После этого катушка попадает в позицию «IV. В самом начале намотки второй части обмотки провод, скользя по направляющему элементу 18 и передней поверхности направляющего элемента 20, укладывается рядом с последним витком первой части обмотки, а также в паз б фланца каркаса (фиг. 4). Дальше намотка продолжается обычным путем.
При движении ииноли по стрелке г упор 29, закрепленный на штоке 28 и кронштейне 27, нажимает на ролик 30. Вследствие этого фиксатор 24 поворачивается и освобождает защелку 15. Рычаг под действием пружины 16 возвращается в. крайнее заднее положение, освобождая зону намотки. Подвижный направляющий элемент 20, скользя по упору 22, принимается, чтобы при обратном ходе не сломать фланец каркаса.
После окончания намотки второй половины обмотки стол поворачивается, и полностью намотанная катущка возвращается в позицию «1. Механизм резки разрезает провод, оператор укладывает отрезок в выходной паз в, закрепляет обмотку и снимает готовую катушку. Затем устанавливает другой каркас, и далее цикл повторяется.
Такая конструкция станка позволяет намотать на первой намоточной головке первую часть обмотки (до промежуточного отвода) с укладкой выводов в необходимые пазы фланца каркаса, а затем - на второй головке - намотать вторую часть обмотки (после отвода). При этом начало второй части обмотки совпадает с концом первой части, т.е. она укладывается рядом, и обе части являются продолжением одна другой. Таким образом, конец первой обмотки и начало второй образуют промежуточный вывод, а оба конца укладываются в один паз, не деформируя тело обмотки.
В настоящее время катушки с промежуточным отводом, наматываемые медными проводами свыше 0,5 мм, изготавливаются на универсальных станках. При этом сам промежуточный отвод выполняется вручную при остановке шпинделя.
В предлагаемом станке вся операция дифференцируется на четыре перехода:
доделка готовой катушки, ее снятие и установка нового каркаса (позиций «1);
намотка первой части обмотки (позиция «1Ь);
укладка и закрепление промежуточного отвода (позиция );
намотка второй части обмотки (позиция «IV).
Все четыре перехода имеют примерно одинаковую продолжительность. Поэтому цикл изготовления катушки иа предлагаемом станке за счет совмещения машинного и ручного времени сократился приблизительно в четыре раза по сравнению с базовым вариантом. С учетом того, что на предлагаемом станке работают дйа оператора, производительность труда возрастает, в среднем, в два раза. Кроме того, снижается требуемая квалификация рабочей силы.
Jf
j;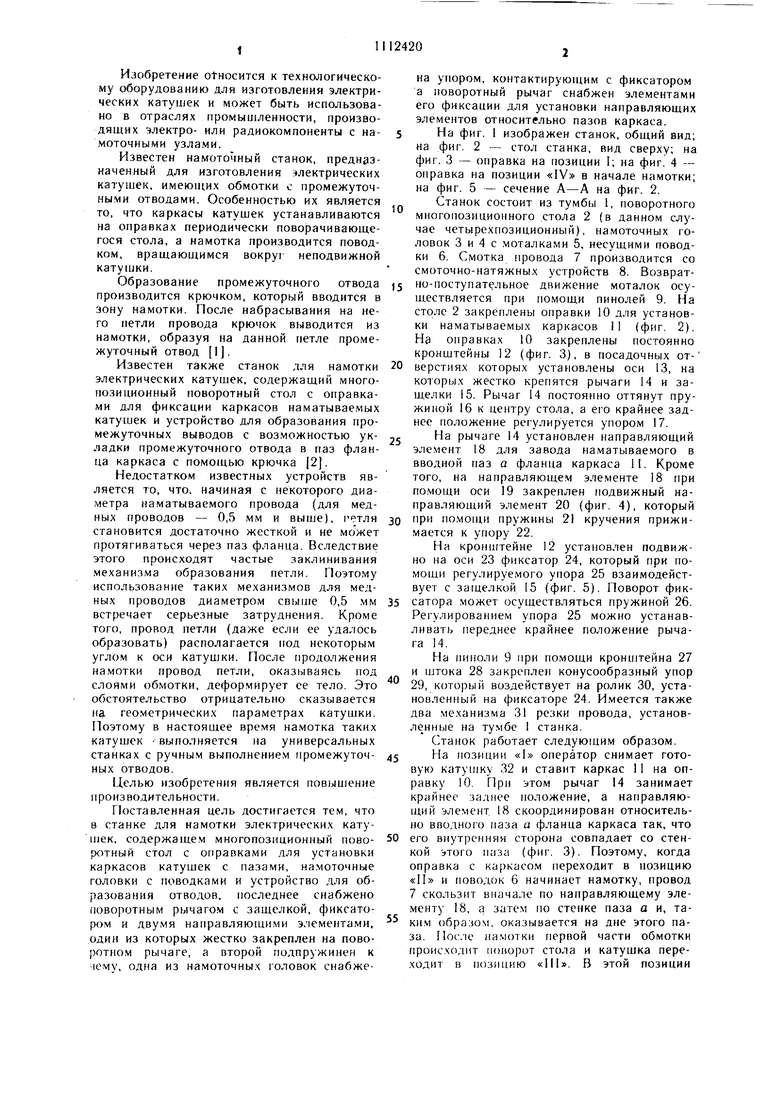
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки электрических катушек | 1974 |
|
SU604040A1 |
| Устройство для намотки электрических катушек | 1980 |
|
SU951429A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Намоточная головка | 1984 |
|
SU1277229A1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU892491A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Устройство для намотки электрических катушек | 1990 |
|
SU1791865A1 |
СТАНОК ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК, содержащий мно.гопозиционный поворотный стол с оправками для установки каркасов катушек с пазами, намоточные головки с поводками и устройство для образования отводов, отличающийся тем, что, с целью повышения производительности, устройство для образования отводов снабжено поворотным рычагом с защелкой, фиксатором и двумя направляющими элементами, один из которых жестко закреплен на поворотном рычаге, а второй подпружинен к нему, одна из намоточных головок снабжена упором, контактирующим с фиксатором, а поворотный рычаг снабжен элементами его фиксации для установки направляющих элементов относительно пазов каркаса.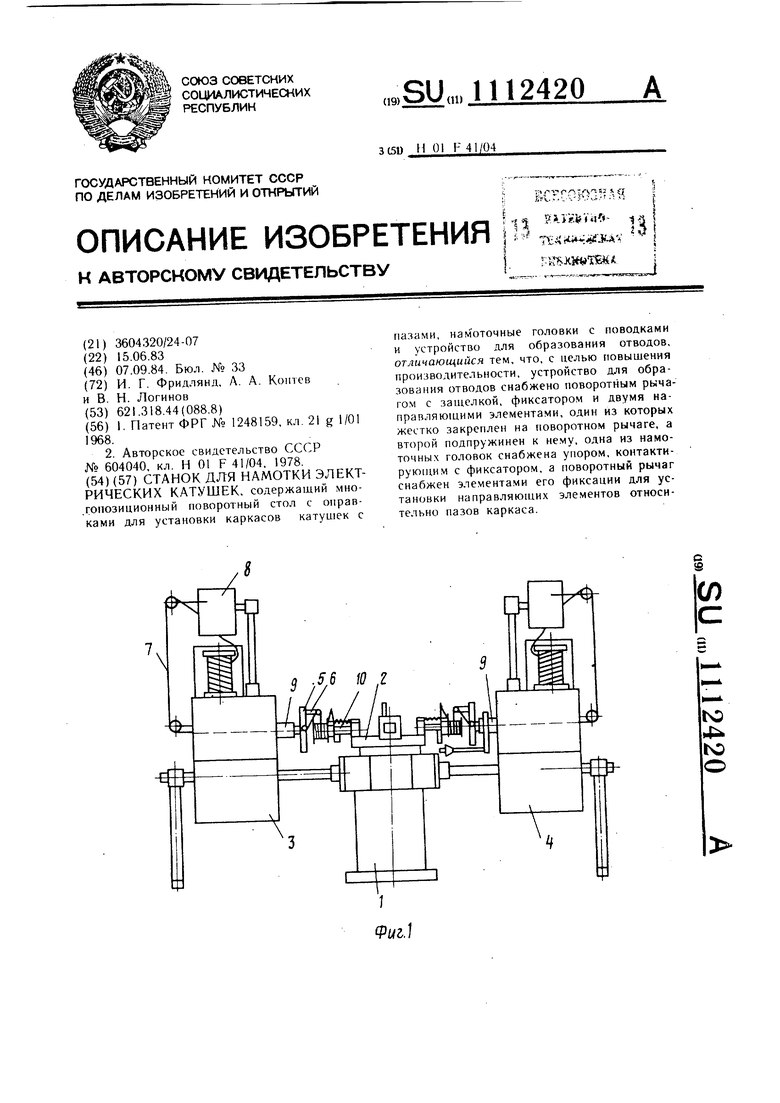
| I | |||
| Патент ФРГ № 1248159, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для намотки электрических катушек | 1974 |
|
SU604040A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
