2. Патрубок по п.1,о т л и ч а щ и и с я тем, что уплотнительное
средство выполнено в виде радиальноупругого металлического уплотнителя, состоящего из набора пакетов уплотнительк к элементов корытообразной формы, у которых средняя часть изогнута в форме выступа, направленного в ст.орону концов гибких лопастей элемента.;
3. Патрубок по п.2, о т л и ч а ющ и и с я тем, что пакет уплотнительохваченных дополнительным радиальноупругим корытообразным элементом.
4. Патрубок по п,2, о т л и чающийся тем, что, между пакетами металлических уплотнительных элементов установлены эластичные самосмазывающие элементы аналогичной формы. 793068 ньк элементов выполнен в виде отюдельных профилированных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковочный патрубок разгрузочно-загрузочной машины | 1981 |
|
SU999705A1 |
| УЗЕЛ УПЛОТНЕНИЯ СТЫКОВОЧНОГО ПАТРУБКА ПЕРЕГРУЗОЧНОЙ МАШИНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2248633C1 |
| УЗЕЛ УПЛОТНЕНИЯ СТЫКОВОЧНОГО ПАТРУБКА ПЕРЕГРУЗОЧНОЙ МАШИНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2183036C2 |
| УЗЕЛ УПЛОТНЕНИЯ СТЫКОВОЧНОГО ПАТРУБКА ПЕРЕГРУЗОЧНОЙ МАШИНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2004 |
|
RU2266453C1 |
| УЗЕЛ УПЛОТНЕНИЯ СТЫКОВОЧНОГО ПАТРУБКА ПЕРЕГРУЗОЧНОЙ МАШИНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2244353C1 |
| Уплотнительный узел | 1976 |
|
SU719349A1 |
| УПЛОТНИТЕЛЬНАЯ КОЛЬЦЕВАЯ МАНЖЕТА | 1997 |
|
RU2127458C1 |
| КОЛЬЦЕВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2128866C1 |
| ЦИЛИНДРИЧЕСКОЕ МНОГОСЛОЙНОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2125307C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ | 1993 |
|
RU2050023C1 |
1. СТЬЖОВОЧНЫЙ ПАТРУБОК, например, разгрузочно-загрузочной машины ядерного реактора, содержащий корпус,подвижно связанный с разгрузочно-загрузочной машиной, фланец rt уплотнительное средство, .заключенное между двумя опорными кольцами, отличающийся тем, что, с целью, повышения надежности уплотнения, нижнее опорное кольцо контактирует с фланцем по сфере, а .верхнее кольцо связано с корпусом стыковочного патрубка через упругую связь. (Л CD 00 о Ot 00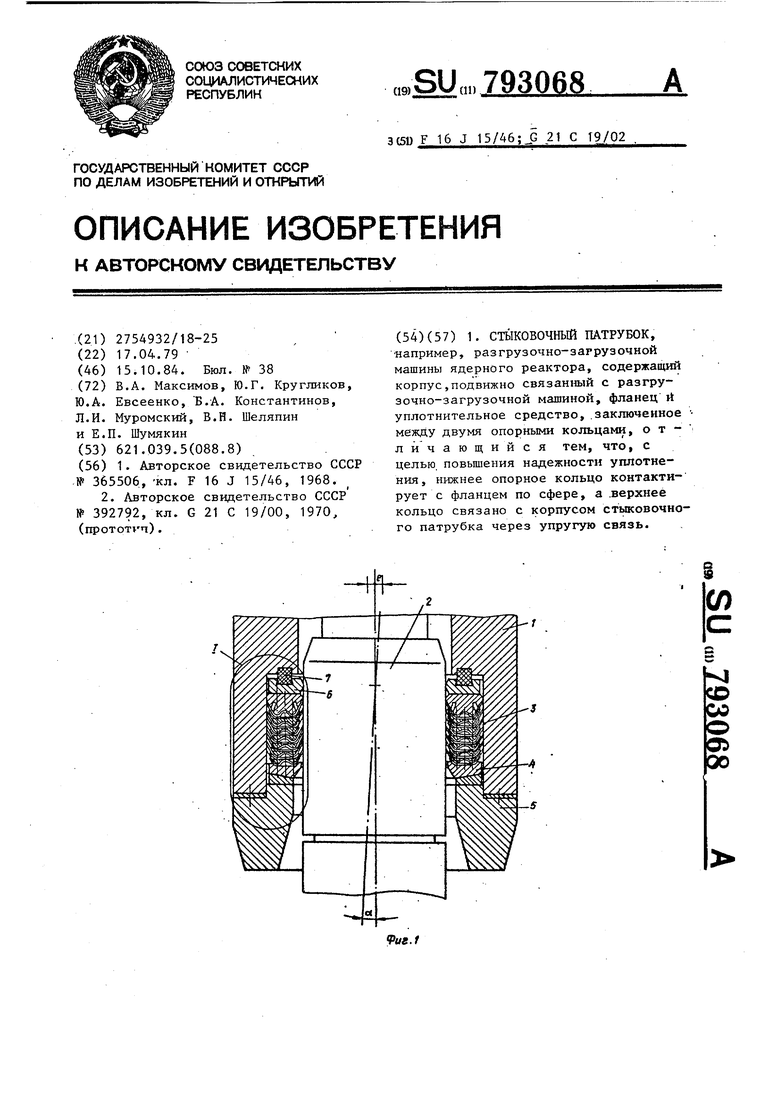
Изобретение относится к области машиностроения и может быть использовано, в частности, в разгрузочнозагрузочных машинах ядерных реакторов канального типа. Перегрузку топлива канальных ядерных реакторов ria ходу осуществляют специальными рйзгрузочно-загру зочными машинами. Внутреннкяо полость машины соединяют с полостью технологического канала реактора, в котором, нахсздится под давлением теплоноситель реактора, посредством стыковочного патрубка, уплотненного на головке технологического канала. Одной из проблем в данной области является создание надежного- уплотнения при стыковке машины с каналом реактора. Сложность этой проблемы обуславливается условиями, в которых работает уплотнительный узел стыковочного патрубка. Он подвергается воздействию высоких температур и сил .ному радиационному излучению. Извест но, что стыковочный патрубок должен обеспечить надежную герметизацию при значительной его несоосности с технологическим каналом реактора, что вызывается невозможностью точного их совмещения в процессе выведения машины на технологический канал реа тора. Кроме того, под воздействием температуры технологические каналы имеют значительные угловые перекосы Известно устройство, содержащее надувное монтажное уплотнение, в котором плавающие кольца: установлены в пазах, образованных торцовыми поверхностями стыковочного патрубка и упорных колец, обжимающих эластичный уплотнительный элемент. Плавающие кольца, благодаря .наличию у них узкой контактной поверхности, на препятствуют смещению канала реактора на допустимый угол и позволяют обеспечить в соединении с ним минимальный зазор, вследствие этого становится невозможным быстрое вьщавливание материала манжеты в эти заз.оры 1 . Однако такое устройство обладает следующими недостатками. В процессе перегрузки топлива возможен разрыв надувной манжеты. В таких случаях возникает аварийная ситуация, при ко- торой больщое количество, радиоактивного теплоносителя может быть выброшено реактором, что представляет значительную биологическую опасность. Ликвидация последствий такой аварии требует больших материальных затрат. Известен стыковочный патрубок разгрузочно-загрузочной машины, содержащий корпус, подвижно связанный с раз груз очно-загрузочной машиной, фланец и уплотнительное средство, заключенное между двумя опорными кольцами 2 . Уплотнительное средство выполнено в виде надувной манжеты и эластичного кольца, вставленного в расточку и образующего полость, соединенную через автоматический клапан с полостью стыковочного патрубка. Особенность работы данного устройства состоит в том, что в процессе перегрузки реактора стыковочный пат|рубок надевают на головку технологи--.ческого канала и уплотняют надувной
манжетой путем подачи в нее по специальному каналу рабочей жидкости. В роцессе перегрузки топливная сборка извлекается из реактора захватом перегрузочной машины и втягивается в , машину. Во время этого перемещения активная часть топлива сборки своим радиоактивным излучением воздействует как .на надувную. ма1ркету, так и на эластичное кольцо. Под дей-ю ствием этого излучения уплотнительные элементы теряют свои пластические свойства, а следовательно и способность к уплотнению. Учитывая, что на уплотнительные элементы 15 одновременно воздействует температура теплоносителя реактора, то упло гнительные свойства уплотнительных элементов теряются еще быстрее. Процесс перегрузки топливной сборки, 2о например, Ленинградской АЭС, - длительный процесс. В течение перегрузки температура внутри канала реактора меняется, а это приводит к колебаниям длины части канала реак- 25 тора, которая соединена и уплотненаL стьпсовочным патрубком. Изменение лины канала реактора приводит к тому, что он начинает вырывать надувную манжету из места ее заделки в JQ стыковочном патрубке. Это тоже приводит к преждевременному повреждению манжеты, что значительно снижат надежность уплотнения.
Целью изобретения является повы- 35 шение надежности уплотнения.
Цель достигается тем, что в стыковочном патрубке, содержащем корпус, подвижно связанный с разгрузочнозагрузочной машиной, фланец иуплот- 40 нительное средство, заключенное между двумя опорными кольцами, нижнее опорное кольцо .контактирует с фланцем по сфере, а верхнее кольцо связано с корпусом стыковочного патруб- 45
ка через упругую связь. Уплотнительное средство выполнено в виде радиально-упругого металлического уплот- нения, состоящего из набора пакетов уплотнительных элементов корытроб- .50
разной формы, у которых средняя часть изогнута в форме выступа направленного в сторону концов гибких лопастей элементов.
Пакет уплотнительных элементов 55 выполнен в виде отдельных профилированных элементов, охваченных дополнительным радиально-упругнм корЫ -ообразным элементом. Между пакетами металлических уплотнительных элементов установлены эластичные самосмазывающие элементы аналогичной формы.
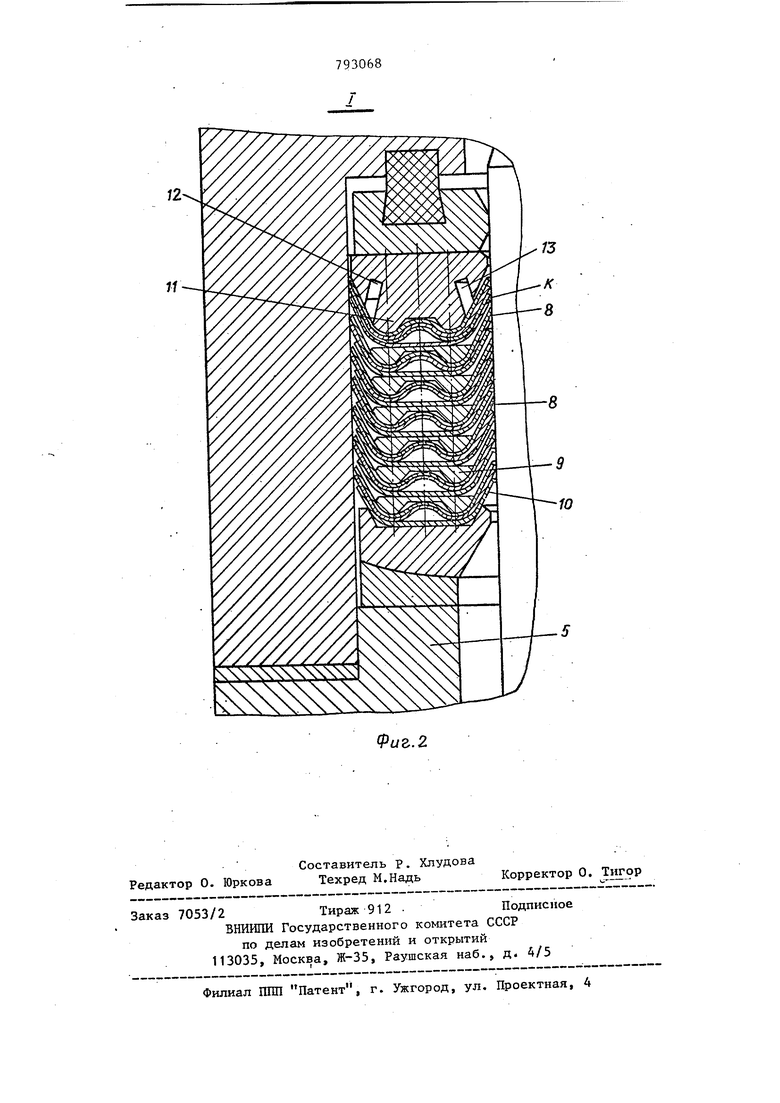
На фиг. 1 изобраз :ено уплотнение стыковочного патрубка с головкой технологического, канала; на фиг.2 узел I на фиг. 1. ,
Стыковочный патрубок 1,-установленный .на головке технологического канала 2, имеет уплотнительное средство, выполненное в виде набора пакетов уплотнительных элементов 3, опирающегося снизу на опорное кольо 4 и фланец 5, и ограниченное сверу вторым опорным кольцом 6, свя- занным с корпусом стыковочного пат- рубка через упругую связь 7, выполненную, например, в вхаде уп ругого кольца, расположенного в кольцевых канавках корпуса стыковочного патрубка и верхнего опорного кольца.
Каждый пакет уплотнительных эле- ментов (см. фиг. 2) состоит чз радиально-упругих металлических элементов 8, устанавливаемых попарно, разделительных колец 9 и охватывающих снизу корытообразных радиальноупругих элементов .10.
В верхней части набор пакетов уплотнительных элементов 3 заканчивается фигурным кольцом 11, вьшолненным из мягкого металла и содержащего кольцевые камеры 12 и 13.
Стыковочный патрубок работает . следующим образом.
В исходном, расстыкованном, с технологическим каналом 2, положении внутренние лопасти уплотнительных элементов 8 имеют форму,.при которой они образуют рабочий натяг пристьН ковке с каналом реактора порядка 1 мм, т.е. внутренний диаметр отверстия у пакета i уплотнительных элементов по уплотняющим кромкам К меньше диаметра уплотняемой поверхности 2.
Наведение стыковочного патрубка на головку технологического канала осуществляется с точностью t 2 мм, а угловая погрешность осей канала реактора и стыковочного патрубка (угол. oL) достигает 2. Именно эти величины угловых и радиальных погрешностей должны быть скомпенсированы за счет изменения положения стыковочного патрубка в момент стыковки. Стыковка осуществляется в процес57се осевого перемещения патрубка по уплотняемой поверхности канала 2. Сначала головка канала 2 сопрягается с коническим участком опорного кольца 4, затем, последовательно отгибая внутренние лопасти элементов 8, сопрягается со всем набором пакета 3. При этом предварительно притерты уплотня:ющие кромки К скользят по уплотняемой поверхности канала 2, а внутренние упругие .силы возникающие с натягом уплотнитёльу одеваемых ных элементов обеспечиваКгг заданное (по притертым уплотняющим кромкам К) начальное уплотняющее давление. Компенсация радиальной и угловой погрешности стыкуемьк деталей осуществляется за счет радиального сжатия W-образных элементов 8. При этом средние выступы элементов 8 увеличивают свою высоту, приподнимая фигур ное кольцо 11 со стороны радиальног сжатия. Вместе с кольцом 11 произойдет перемещение опорного кольца 6, которое воздействует на упругую связь 7. Весь уплотнительный узел сместится на упругой связи 7 и установится соосно Каналу 2. В дальнейшем, после заполнения полости патрубка рабочей средой, злемейты 8 работают в режиме самоуплотнения за Счет Затекания рабочей среды в карманы 12 и 13. В случае когда перегружаемое ядерное топливо находится в зоне сть ковочного узла на уплотнительное сре. ство воздействует гамма-излучение, а повьппение температуры рабочей среды приводит к увеличению диаметра уплотняемой поверхности, что легко компенсируется гибкими лопастями и выступами элементов 8. При расстыковке, после снятия гидравлического давления и слива рабочей жидкости из полости стыковочного патрубка, пакеты уплотнительных элементов разжимаются и приходят в исходное положение. При использовании стыковочного узла для уплотнения грубо обработанных (ниже 5-го класса шероховатости по ГОСТ 2789-73) цилиндрических поверхностей, между крайними пакетами уплотнительных элементов целесообразно установить уплотнительные элементы из эластичного материала (например, асбеста), пропитанного антифрикционным материалом. Технико-Экономические преимущества предложенного устройства по сравнению с прототипом заключаются в том, что заменой эластичной манжеты на многослойный пакет металлических самоустанавливающихся манжет обеспечивается высокая надежность узла уплотнения. Кроме того, отпадает необходимость в аварийной манжете и двух пцевмогидравлических системах надува манжет. Т
75
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАДУВНОЕ МАНЖЕТНОЕ УПЛОТНЕНИЕ | 0 |
|
SU365506A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU392792A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
