(54
СПОСОБ НЕПРЕРЫВНОГО ЭКСТРУДИРОВАНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного экструдирования проволоки и устройство для его осуществления | 1977 |
|
SU651664A3 |
| Способ глубокой вытяжки | 1967 |
|
SU464092A3 |
| Устройство для разделения нейтральных частиц | 1972 |
|
SU657734A3 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1973 |
|
SU404204A1 |
| Устройство для управления движением нейтральных частиц | 1970 |
|
SU668630A3 |
| СПОСОБ ГИДРОСТАТИЧЕСКОЙ ЭКСТРУЗИИ | 1972 |
|
SU355777A1 |
| Способ непрерывной обработки прутковой заготовки | 1970 |
|
SU449473A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1971 |
|
SU318199A1 |
| ТОНКОПЛЕНОЧНЫЙ РЕЗИСТОР | 1972 |
|
SU340216A1 |
| ВСЕСОЮЗНАЯH^TrilT'"^ •••%/'>&;.' г LJ&T nfiTtrlibU-it:X;ib-r S.^'; | 1973 |
|
SU368777A1 |
Изобретение относится к области обработки материалов давлением, в частности к способам получения длинномерных изделий высоким гидростатическим давлением.5
Известен способ непрерывного экст- рудирования длинномерных заготовок, при котором перемещение заготовки к матрице в камере давления осуществляют движущейся и создающей давле- 10 вне средой, контактирующей с поверхностью заготовки и создающей по всей длине заготовки в камере давления градиент напряжений между аксиальной растягивающей силой и нормальным дав-15 лением, не превьшающий предела упругости материала заготовки jjTJ ,
Недостатками известного решения являются невысокое качество изделий за счет периодичности изменения дав- 20 лений на входе матрицы и как результат этого искажение профиля изделийj а также низкая производительность процесса.
Данное изобретение позволяет по- 25 высить производительность процесса и качество изделия за счет того, что непрерывно увеличивающиеся но величине нормальные давления создают на поверхности среды, противоположной ч 30
контактирующей с заготовкой поверхности, а величины нормальных давлений и аксиальных сил непрерывно увеличивают по всей камере давления, начиная от входа заготовки до ее выхода через матрицу, для создания в ней состояния увеличивающейся пластичности материала. Кроме того, упомянутая среда, например пчелиный воск, контактирует в камере давления с заготовкой по всей ее поверхности.
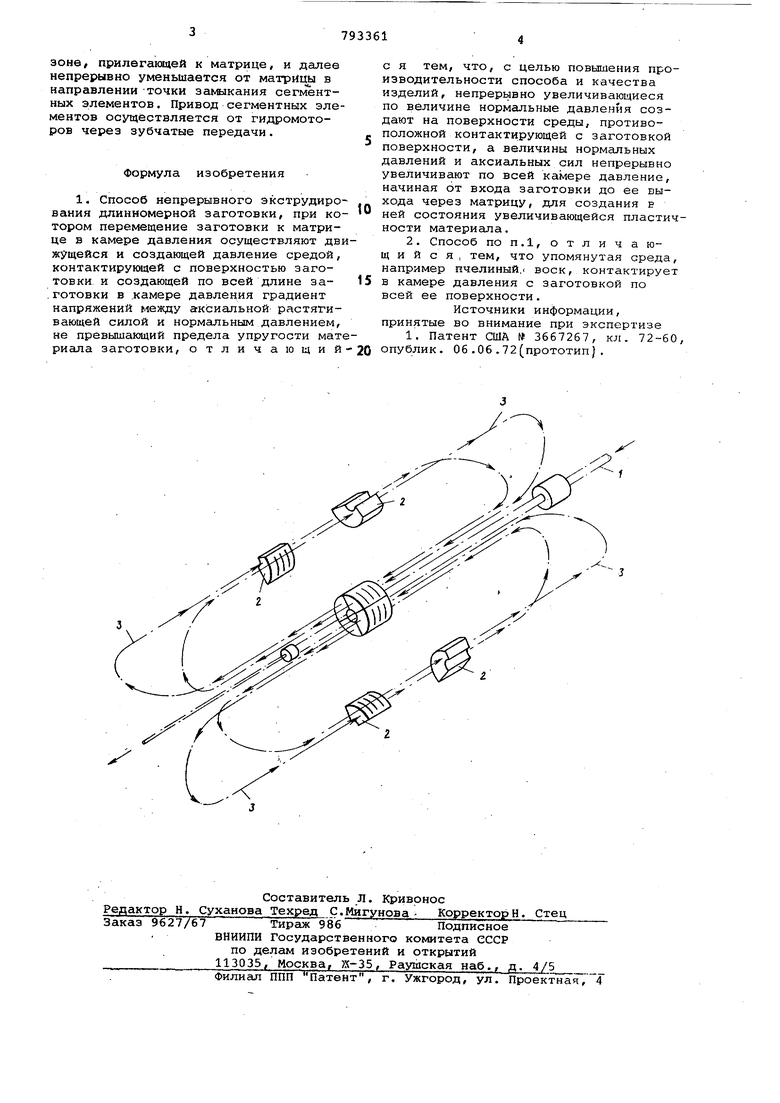
Предлагаемый способ иллюстрируется чертежом.
Усилие, необходимое для деформирования заготовки, передается через кольцевой слой вязкой среды от движущейся цилиндрической поверхности, окружающей заготовку 1. Эта поверхность образуется при движении нес- . кольких групп сегментных элементов 2 по замкнутым траекториям З.у. Давление в рабочей среде возрастает от точки замыкания сегментов до матрицы. В качестве среды может быть использован пчелиный воск.
Сегменты на участке захвата заготовки находятся в замкнутом положении под действием давления жидкости, прикладываемого к их внешней по;верхности, Давление подводится в
зоне, прилегакмцей к матрице, и далее непрерывно уменьшается от матрицы в направлении -точки замыкания сегментных элементов. Привод сегментных элементов осуществляется от гидромоторов через зубчатые передачи.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
