Изобретение относится к области обработки металлов давлением, в частности к области гидростатической экструзии.
Известны способы гидростатической экструзии, заключающиеся в выдавливании заготовки, установленной в контейнере, через очко матрицы осевым и радиальным усилиями, создаваемыми давлением сжатой в контейнере жидкости. Однако в процессе гидростатической экструзии твердых пластичных материалов эти усилия приводят к возникновению в материале сдвиговой деформации и, следовательно, к разрушению изделия.
В нредлагаемом способе, с целью повышения качества изделия, в процессе выдавливания к заготовке прикладывают усилие в паправлении, обратном направлению выдавливания, обеспечивая при этом непрерывный контакт заготовки с матрицей. Такс; г-юсоб гидростатической экструзии обеспечивает возможность проведения процесса с использованием преимущественно радиально действующего усилия давления сжатой жидкости благодаря тому, что осевое усилие частично нейтрализуется до величины, обеспечивающей непрерывный контакт заготовки с матрицей.
экструзии, при котором заготовку t из твердого пластичного материала но.мещают в контейнер 2, заполненный жидкостью высокого давления. Приложенное к заготовке высокое гидростатическое давление состоит из продольной 3 и радиальной 4 составляющих, указанных стрелками, точка пересечения стрелок характеризует сдвиговые усилия, создаваемые взаимодействием продольных и радиальных составляющих и приводящие к разрушению материала изделия.
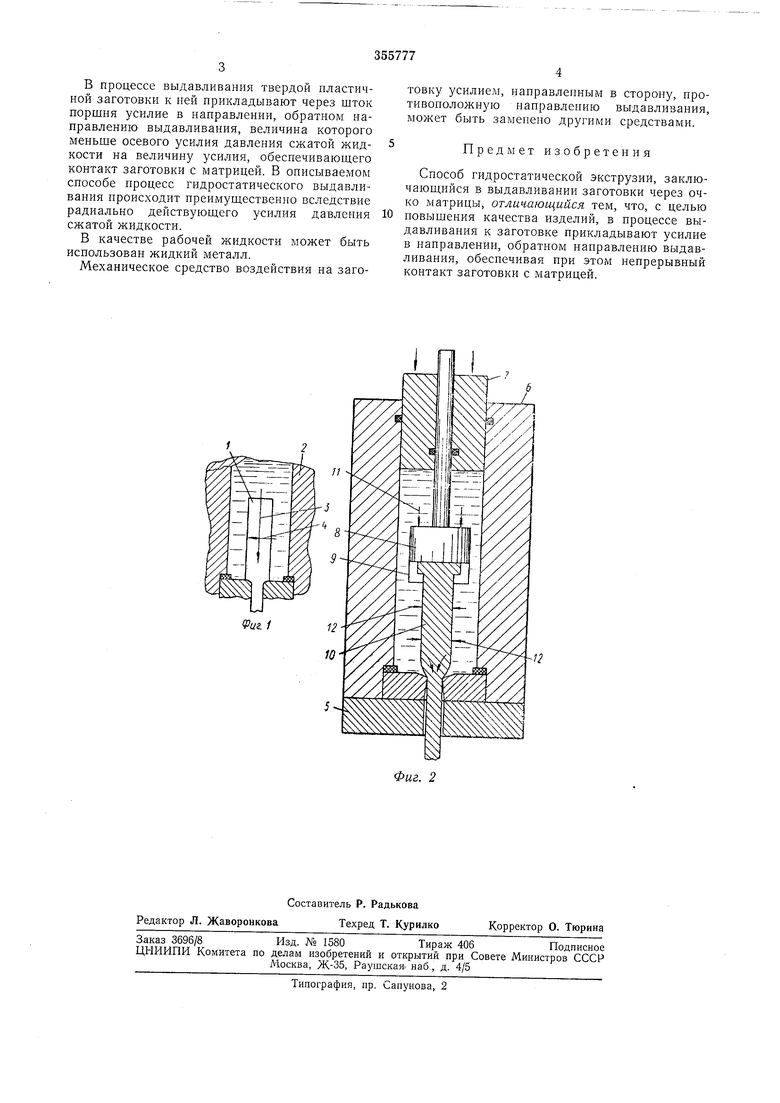
На фиг. 2 представлена конструкция инструмента для осуществления описываемого способа. К основанию 5 крепится контейнер 6,
заполненный жидкостью высокого давления. В контейнер устанавливают матрицу с коническим заходным отверстием и с возможностью осевого перемещения плунжер 7 и порщень 8, в нижнем торце которого выполнены захваты
9 для заготовки. Шток порщня проходит через отверстие, предусмотренное в плунжере. Заготовку 10, имеющую на одном из своих торцов утолщенную часть для возможности захвата ее порщнем, устанавливают в контейнере и
воздействуют на нее давлением сжатой жидкости. Стрелками 11 показано осевое усилие этого давления, стрелкой 12 - радиальное усилие.
В процессе выдавливания твердой пластичной заготовки к ней прикладывают через шток поршня усилие в направлении, обратном направлению выдавливания, величина которого меньше осевого усилия давления сжатой жидкости на величину усилия, обеспечиваюш;его контакт заготовки с матрицей. В описываемом способе процесс гидростатического выдавливания происходит преимущественно вследствие радиально действуюп его усилия давления сжатой жидкости.
В качестве рабочей жидкости может быть использован жидкий металл.
Механическое средство воздействия на заготовку усилием, направленным в сторону, противоположнзю направлению выдавливания, может быть заменено другими средствами.
Предмет изобретения
Способ гидростатической экструзии, заключающийся в выдавливании заготовки через очко матрицы, отличающийся тем, что, с целью повыщения качества изделий, в процессе выдавливания к заготовке прикладывают усилие в направлении, обратном направлению выдавливания, обеспечивая при этом непрерывный контакт заготовки с матрицей.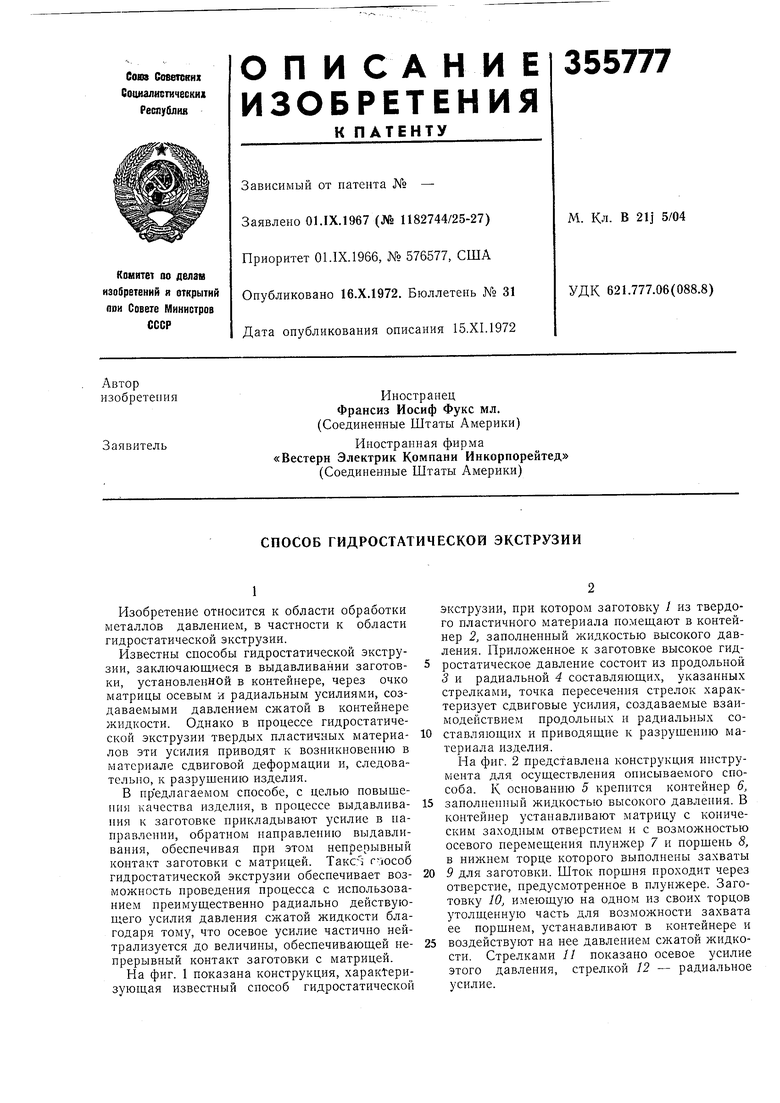
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1973 |
|
SU404204A1 |
| УСТРОЙСТВО для АКУСТИЧЕСКОГО КАРОТАЖА СКВАЖИН | 1972 |
|
SU360791A1 |
| ДИСКОВЫЙ ТОРМОЗ | 1972 |
|
SU349195A1 |
| МЕХАНИЗМ РАСЦЕПЛЕНИЯ ТОРМОЗА | 1972 |
|
SU350238A1 |
| РУЧНОЙ МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ УСТАНОВКИ | 1973 |
|
SU379076A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕМБРАНЫ | 1971 |
|
SU309530A1 |
| САМОЗАПИРАЮЩИЙСЯ ВИНТ | 1972 |
|
SU358867A1 |
| ПЕРЕСТАВИТЕЛЬ КОЛЬЦА ЦЕНТРОБЕЖНОЙ ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU358830A1 |
| ЭЛАСТИЧНОЕ ПЫЛЕЗАЩИТНОЕ УПЛОТНЕНИЕ | 1972 |
|
SU335860A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХМАТЕРИАЛОВ | 1971 |
|
SU306613A1 |
