Известные машины для изготовления обуви с предварительно прижатым к краю заготовки рантом типа «Парко управляются вручную. Описываемая машина для изготовления обзви этого типа имеет автоматический никл работы и отличается тем, что она выполнена в виде периодически вращающегося барабана, несущего зажимные приспособления для обуви, перемешающейся к последовательно расположенным на раме машины рабочим механизмам.
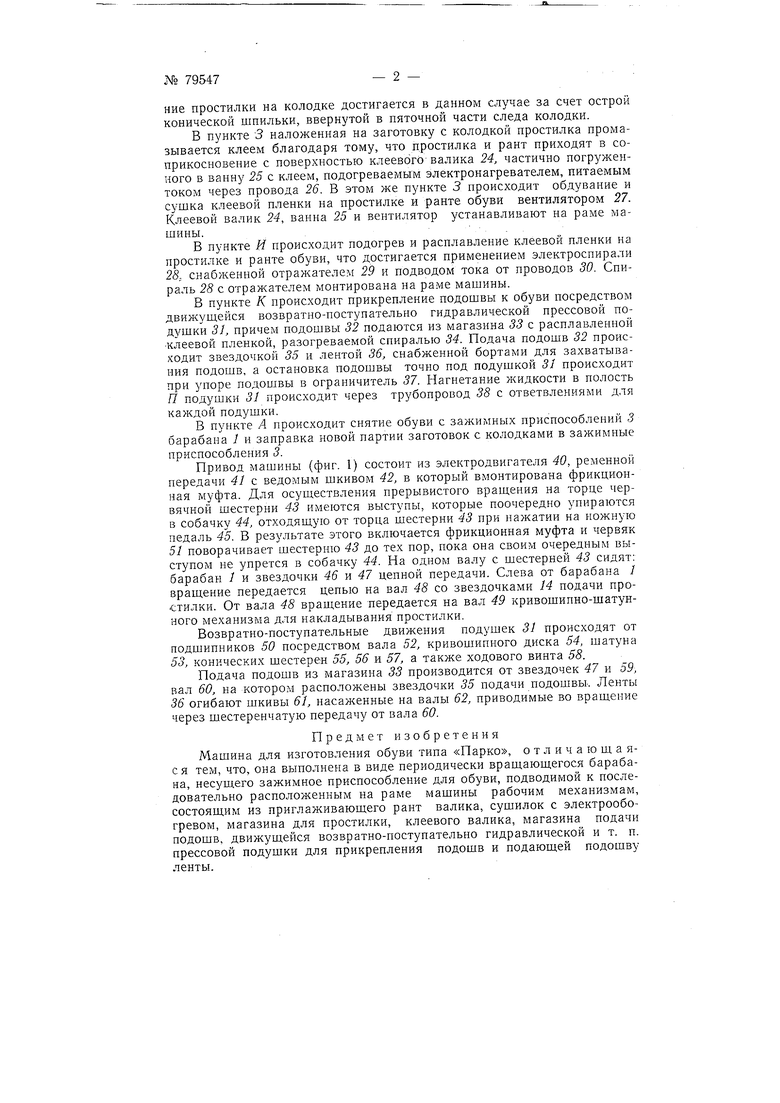
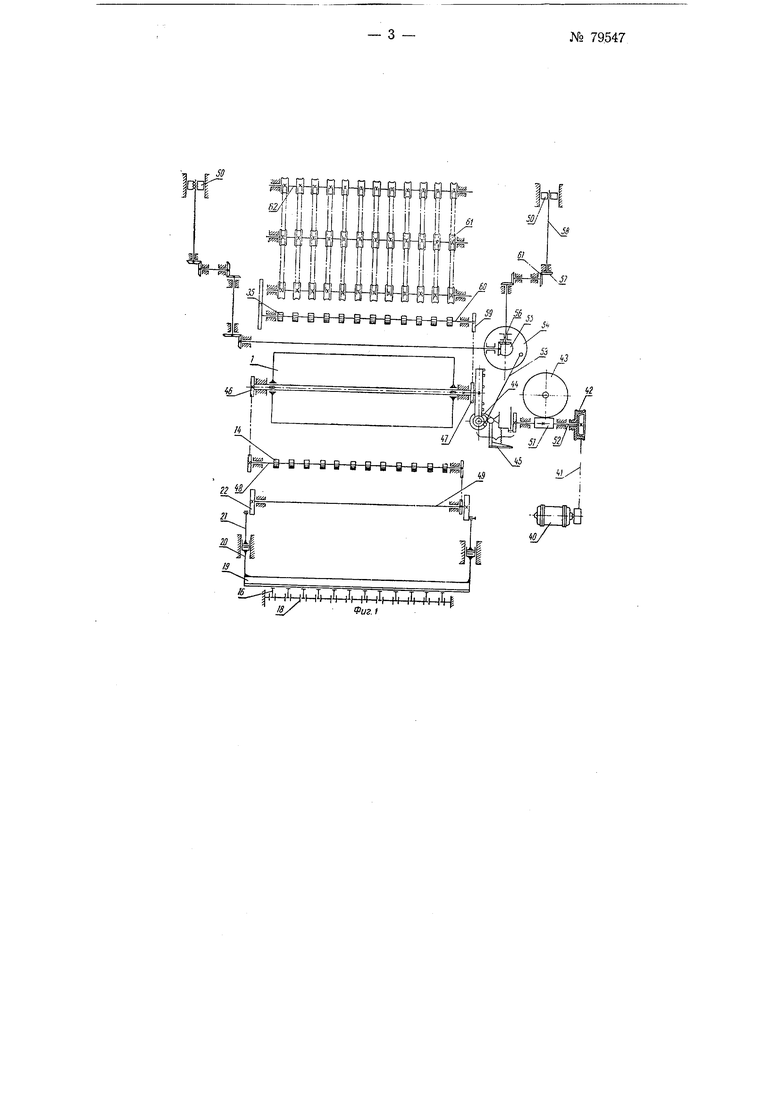
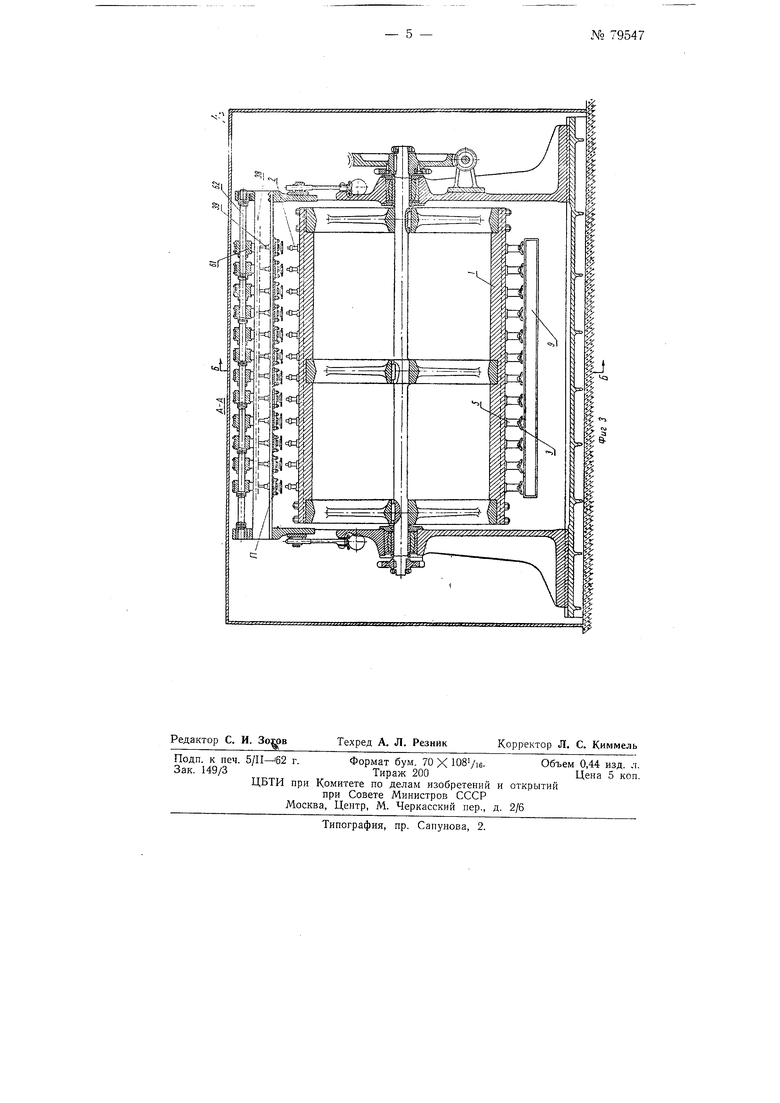
На фиг. 1 изображена кинематическая схема машины; на фиг. 2 - машина в разрезе по ББ на фиг. 3; на фиг. 3 - то же, разрез по АА на фиг. 2.
Заготовки с колодкой ставятся на периодически врапхающийся барабан /, который по окружности разбит на секции, причем каждая секция по длине барабана может вмещать несколько пар заготовок.
В пункте Б барабана 1 производится заправка машины. При этом заготовку с пришитым рантом и колодкой закрепляют в зажимном приспособлении 3, представляюшем прорезной шаблон по форме следа обуви и состояшем из двух разъемных по длине обуви половинок, одна из которых является, откидной на шарнире. Зажимное приспособление 3 смонтировано на двух стойках 4 vi 5, установленных на секции барабана с крепежом 2 и 39.
В пункте В рант и затяжная кромка разглан ивается диском 6, который вращается благодаря трению о заготовку и смонтирован на кронштейне 7 рамы машины.
В пунктах Г, Д, Е обувь сушится электронагревательными спиралями 8, снабженными отражателями 9. Спирали 8 смонтированы на раме машины и питаются током от проводов 10.
В пункте Ж происходит накладывание пластины из магазина //. Пластины, стопкой загруженные в магазин 11, выталкиваются оттуда толкателем 12 с тарелкой 15, подпружиненными пружиной 13. У выходного отверстия магазина /У имеется звездочка или шестеренка М для отвода вытолкнутых нластин. Простилка накладывается пуансоном 17, сидящим на штоке 16 в корпусе 18 кривошипно-шатунного механизма 19, 20, 21, 22, монтированного на кронштейне 23 рамы машины. Крепле№ 79547
ние простилки на колодке достигается в данном случае за счет острой конической шпильки, ввернутой в пяточной части следа колодки.
В пункте 3 наложенная на заготовку с колодкой простилка промазывается клеем благодаря тому, что простилка и рант приходят в соприкосновение с поверхностью клеевого валика 24, частично погруженного в ванну 25 с клеем, подогреваемым электронагревателем, питаемым током через провода 26. В этом же пункте 3 происходит обдувание и сушка клеевой пленки на простилке и ранте обуви вентилятором 27. Клеевой валик 24, ванна 25 и вентилятор устанавливают на раме машины..
В пункте Я происходит подогрев и расплавление клеевой пленки на простилке и ранте обуви, что достигается применением электроспирали 28, снабженной отражателем 29 и подводом тока от проводов 30. Спираль 28 с отражателем монтирована на ра.ме машины.
В пункте К происходит прикрепление подошвы к обуви посредством движушейся возвратно-поступательно гидравлической прессовой подушки 31, причем подошвы 32 подаются из магазина 5с с расплавленной клеевой пленкой, разогреваемой спиралью 34. Подача подошв 32 происходит звездочкой 55 и лентой 36, снабженной бортами для захватывания подошв, а остановка подошвы точно под подушкой 31 происходит при упоре подошвы в ограничитель 37. Нагнетание жидкости в полость П подушки 31 происходит через трубопровод 5.5 с ответвлениями для каждой подушки.
В пункте А происходит снятие обуви с зажимных приспособлений 5 барабана / и заправка новой партии заготовок с колодками в зажимные приспособления 3.
Привод машины (фиг. 1) состоит из электродвигателя 40, ременной передачи 41 с ведомым шкивом 42, в который вмонтирована фрикционная муфта. Для осушествления прерывистого врашения на торце червячной шестерни 43 имеются выступы, которые поочередно упираются в собачку 44, отходяш.ую от торца шестерни 43 при нажатии на ножную педаль 45. В результате этого включается фрикционная муфта и червяк 51 поворачивает шестерню 43 до тех пор, пока она своим очередным выступом не упрется в собачку 44. На одном валу с шестерней 43 сидят: барабан 1 и звездочки 46 и 47 цепной передачи. Слева от барабана / вращение передается цепью на вал 48 со звездочками 14 подачи простилки. От вала 48 враш.ение передается на вал 49 кривошипно-шатунного механизма для накладывания простилки.
Возвратно-поступательные движения подушек 31 происходят от подшипников 50 посредством вала 52, кривошипного диска 54, шатуна 55, конических шестерен 55, 56 и 57, а также ходового винта 58.
Подача подошв из магазина 55 производится от звездочек 47 и 59, вал 60, на котором расположены звездочки 55 подачи подошвы-. Ленты 36 огибают шкивы 61, насаженные на валы 62, приводимые во врашение через шестеренчатую передачу от вала 60.
Предмет изобретения
Машина для изготовления обуви типа «Парко, о т л и ч а ю ш а яся тем, что, она выполнена в виде периодически врашаюш,егося барабана, несуш,его зажимное приспособление для обуви, подводимой к последовательно расположенным на раме машины рабочим механизмам, состояш,им из приглаживаюшего рант валика, сушилок с электрообогревом, магазина для простилки, клеевого валика, магазина подачи подошв, движушейся возвратно-поступательно гидравлической и т. п. прессовой подушки для прикрепления подошв и подающей подошву ленты.
inWHi-iIi
|Дн1н1нТ isy
J